о
CD Ю
СР СО
1 ,
Изобретение относится к дуговой сварке в среде защитных газов н может быть использовано в любой отрасли народного хозяйства СССР при сварке конструкций преимущественно из актиЪных материалов,
Известна защитная атмосфера для дуговой сварки, состоящая из аргона с добавлением хлора { .
Эта смесь увеличивает глубину проплавления, но при этом имеет место пористость.
Известен состав защитной атмосфры, состоящий из смеси аргона с фтором 23.
Эта смесь уменьшает пористость, но глубина проплавления при этом увеличивается.
Наиболее близкой по технической сущности и достигаемому эффекту к изобретению является смесь, состоящая из инертного газа и фтористого бора при следующем соотношении компонентов, об.%:
Фтористый бор 0,01-0,05
Инертный газ Остальное
Эта смесь позволяет увеличить глубину проплавления, измельчить структуру металла шва, а также уменьшить количество пор 3.
Однако введение малых количеств фотористого бора мало влияет на измельчение структуры титановых сплавов, так как при взаимодействи защитной атмосферы с расплавленным металлом сварочной ванны малые количества фтористого бора не успеBaioT проникнуть в расплавленный металл.
Целью изобретения является повышение качества сварных соединений . путем улучшения механических свойс
Эта цель достигается тем, что в состав защитной атмосферы для дуговой сварки в камере, содержащи инертный газ и фтористый бор, допонительно содержит фтор и хлор при следующем соотношении компонентов, об.%:
Фтор 2-3
Хлор 0,5-1
Фтористый бор 1-2
Инертный газ Остальное
При сварке активных металлов, например титана, основные затруднения связаны с появлением пористост в металле сварного шва.
Поры являются дефектом сварки, нередко приводящим к браку сварных
92992
узлов, с другой стороны,поры являясь концентратором напряжений понижают предел выносливости, а также могут стать причиной появления трещин с сварной конструкции.
Предлагаемый способ позволяет получить высококачественные сварные . соединения без пор из активных
металлов и сталей.
IQ Грименение смеси аргона с фтором и хлором и добавками фтористого бора позволит повысить качество сварного соединения без каких-либо дополнительных технологических j мероприятий.
Фтор, хлор и фтористый бор в газовой фазе взаимодействуют с металлом сварочной ванночкИ;соединяются с водородом по реакции; ВРз в + 3 F И + СЕ КС1 Н ч- F HF TiOj-t- 2F2 02+ TiF 3F TiF + 3HF Ti02+ ACC TiCe К 2 Ti + 2HCE В результате, протекания указанных реакций происходит связывание водорода во фтористый и хлористый водород, который легко удаляется или растворяется в металле, при этом бор играет роль катализатора, ускоряющего протекание реакции.
Так как процесс сварки весьма быстротечный процесс, необходима 5 быстрая дегазация металла сварочной ванны.
Водород, являясь главным источником пористости,, в результате реакции обезвреживается, таким образом 0 происходит предупреждение образования пористости при сварке. Кроме того, парциальное давление водорода в атмосфере дуги снижается, что интенсифицирует процесс его дегазации и 5 выделения из металла сварочной
ваннь ; соединения liF и НСЕ являются летучей газовой фазой, которая может захватывать газовые пузырьки и вместе с ними всплывать из жидкого металла. 0 Кроме того, хлор стабилизирует дугу и резко у1зеличивает глубину проплавления, и уменьшая величину погонной энергии дуги, интенсифицируя процесс дегазации и гашения про5 цесса образования пор в расплавленном металле.
При сварке в контролируемой атмосфере фтор, фтористый бор и хлор
добавляются в аргон согласно указанным объемам при заполнении камер, а затем вся смесь удаляется, после окончания сварки, вакуумным насосом в атмосферу.
Проведенными экспериментами, установлено, что при автоматической . сварке сплава ОТ-4 толщиной 2,0 мм по режиму:
Величина сварочного тока,.АI20
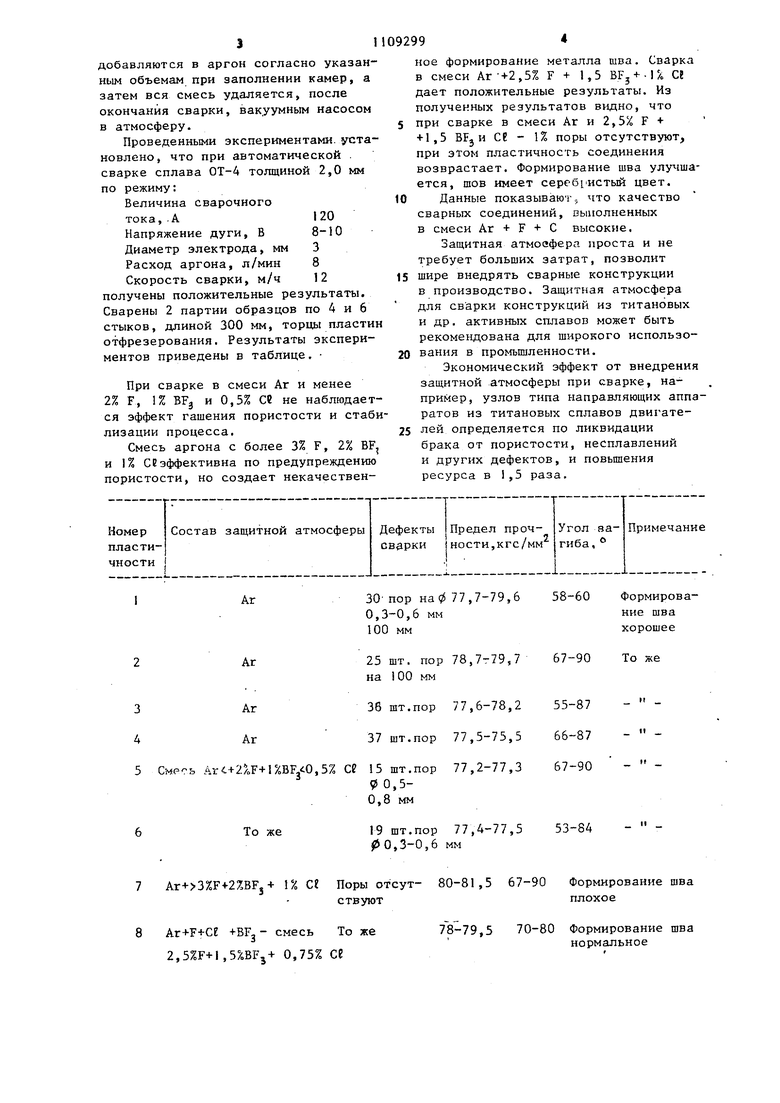
Напряжение дуги, В 8-10 Диаметр электрода, мм 3 Расход аргона, л/мин 8 Скорость сварки, м/ч 12 получены положительные результаты. Сварены 2 партии образцов по 4 и 6 стыков, длиной 300 мм, торцы пластин отфрезерования. Результаты экспериментов приведены в таблице.
При сварке в смеси Аг и менее 27, F, 1% BFj и 0,5% се не наблюдается эффект гашения пористости и стабилизации процесса.
Смесь аргона с более 3% F, 2% BF и 1% се эффективна по предупреждению пористости, но создает некачественное формирование металла шва. Сварка в смеси Аг-+2,5% F + 1,5 BF + -1 % СВ дает положительные результаты. Из полученных результатов видно, что
при сварке в смеси Аг и 2,5% F + +1,5 BFjи С8 - 1% поры отсутствуют, при этом пластичность соединения возврастает. Формирование шва улучшается, шов имеет серебристый цвет.
Данные показывают, что качество сварных соединений, выполненных в смеси Аг + F + С высокие.
Защитная атмосфера проста и не требует больших затрат, позволит
шире внедрять сварные конструкции в производство. Защитная атмосфера для сварки конструкций из титановых и др, активных сплавов может быть рекомендована для широкого использования в промъш1ленности.
Экономический эффект от внедрения защитной атмосферы при сварке, например, узлов типа направляющих аппаратов из титановых сплавов двигателей определяется по ликвидации брака от пористости, несплавлений и других дефектов, и повьш1ения ресурса в 1,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки меди | 1988 |
|
SU1606296A1 |
| Флюс для сварки алюминиевых сплавов | 1983 |
|
SU1138283A1 |
| Флюс для сварки титана и его сплавов | 1980 |
|
SU935239A1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ | 2005 |
|
RU2289498C1 |
| Сварочный флюс | 1982 |
|
SU1013177A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ СТАЛЕЙ | 2014 |
|
RU2585605C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛЕГКИХ СПЛАВОВ | 1990 |
|
RU2062686C1 |
| Способ сварки неплавящимся электродом со сквозным проплавлением | 1983 |
|
SU1123807A1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ | 2019 |
|
RU2721613C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
СОСТАВ ЗАЩИТНОЙ АТМОСФЕРЫ ДЛЯ ДУГОВОЙ СВАРКИ В КАМЕРЕ, содержащий инертный газ и фтористый бор, отличающийся тем, что, с целью повышения качества сварных соединений путем улучшения механических свойств, он содержит дополнительно фтор и хлор при следующем соотношении компонентов, о6.%: 2-3 Фтор 0,5- Хлор Фтористый 1 бор Инетрный Остальное газ
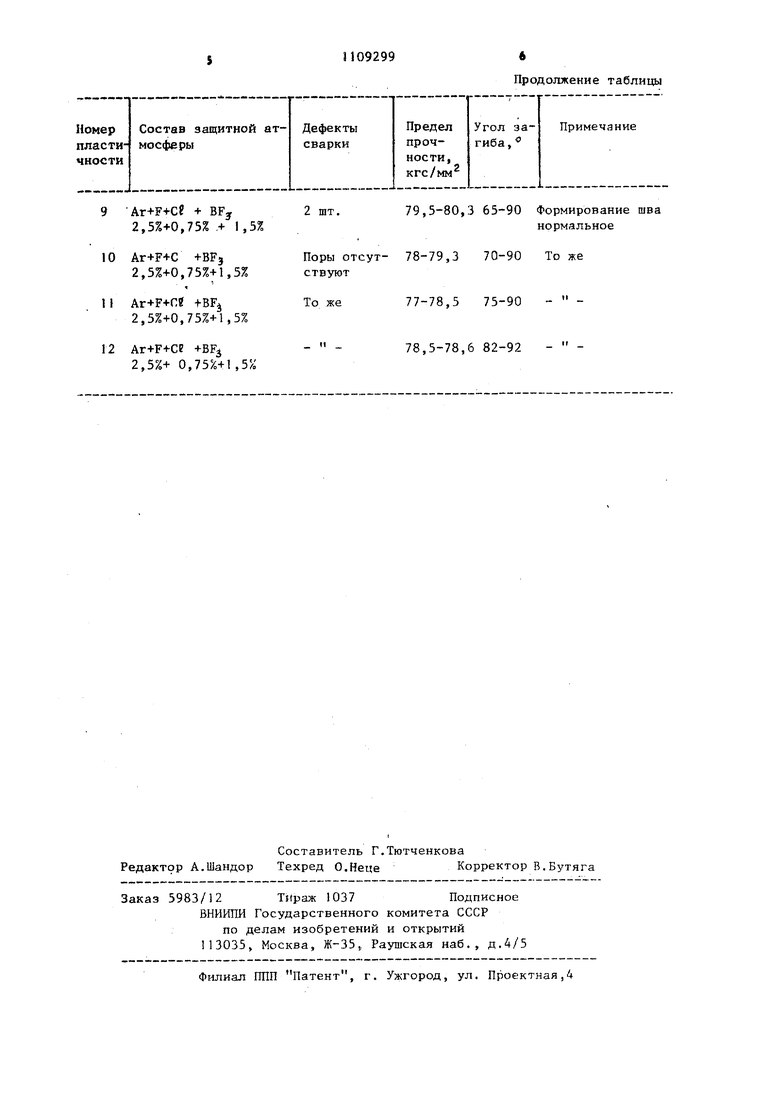
5 Смесь Ar.+2/oF- -l% То же 7 Ar+ 3%F-t-2%BFj+ U Ct Поры отсутствуют8 Ar+F+CE BFj- смесь То же 2,5%F+l,5%BFj+ 0,75% С 30 пор Ha9S П ,7-19,6 Формирова0,3-0,6 мм ние шва 100 мм хорошее 25 шт. пор 78,7-79,7 на i 00 мм 36шт.пор 77,6-78,2 37шт.пор 77,5-75,5 15 шт.пор 77,2-77,3 90,50,8 мм 19 шт.пор 77,4-77,5 00,3-0,6 мм 80-81,5 67-90 Формирование шва плохое 78-79,5 70-80 Формирование шва нормальное 9Ar+F+C + BFj 2,5%+0,75% .+ 1,5% 10Ar+F-1-C +ВРз Поры от 2,5%+0,75%-И,5% ствуют 1 I Ar+F+гг fBFj 2,5%+0,,5% 12 Ar+F-t-Ce +BF 2,5%+ 0,75%-(-1,5%
Продолжение таблицы 79,5-80,3 65-90 Формирование шва нормальное 78-79,3 70-90 То же 77-78,5 75-90 - 78,5-78,6 82-92
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Harden Georg | |||
| Fertigungsvefahren und Fertgungsmittel.- Schweisstechnik,1980, № 530, 223-233, 2.Патент ГДР № 72083, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
