ФШС ДЛЯ СВАРКИ ТИТАНА И ЕГО СПЛАВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для электродуговой сварки | 1978 |
|
SU707049A1 |
| Способ сварки неплавящимся электродом со сквозным проплавлением | 1983 |
|
SU1123807A1 |
| Флюс для сварки титана и его сплавов | 1978 |
|
SU713668A1 |
| Флюс для электродуговой сварки | 1978 |
|
SU730515A1 |
| Способ сварки алюминиевых сплавов | 1989 |
|
SU1655694A1 |
| Флюс для дуговой сварки неплавящимся электродом | 1986 |
|
SU1445055A1 |
| Флюс для сварки магниевых сплавов | 1983 |
|
SU1133064A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2187415C1 |
| Флюс для сварки магниевых сплавов неплавящимся электродом в среде инертных газов | 1982 |
|
SU1082594A1 |
| Состав электродного покрытия | 1985 |
|
SU1294545A1 |
Изобретение относится к сварке, в частности к составу флюса, используемого при сварке неплавящимся элек родом, преимущественно титана и его сплавов. Назначение флюса - увеличение глу бины проплавления при сварке,предупреждение пористости, улучшение формирования шва. Известен флюс дл-я сварки неплавящимся электродом в среде инертных газов титана и его сплавов, содержащий фториды и бромиды третьей группы периодической системы элементов при соотношении 35-60 бромидов, остальное фториды. Флюс предназначен для повышения проплавляющей способности сварочной дуги и качества сварных соединений l Недостатком указанногофлюса при наличии высокой проплавляющей способности является, его гигроскопичность, что существенно ограничивает возможность его применения. Наиболее близок к предлагаемому по своему составу флюс для электрошлаковой сварки и ллавки титана и его сплавов , содержащий ,вес.: Фторотитанат магния3-20 Фтористый кальцийОстальноеНедостатком флюса указанного состава, примененного для сварки титановых сплавов неплавящимся электродом, является недостаточное на tO50% увеличение глубины проплавления по отношению к сварке без применения флюса. Целью изобретения является повышение глубины проплавления и улучшение формирования швов при сварке в среде инертных газов неплавящимся электродом. Поставленная цель достигается тем, что во флюс, содержащий фторотитанат магния и фтористую соль, в качестве фтористой соли введен иттрий фтористый.при следующем.соотношении ингредиентов, вес.%:
Фторотитанат магния70-90Фтористый иттрий Остальное Фторотитанат магния введен в состав флюса как вещество, способствующее значительной проплавляющей способности за счет.высокого относительного содержания атомов фтора в молекуле. Иттрий фтористый также обладает высоким относительным содержанием фтора в молекуле, хотя и несколько меньшим, чем Фторотитанат магния . Тем не менее иттрий, образующийся после разложения 1иттрия фтористого Аод действием дугового разряда и имеющий низкую работу выхода электрона, способствует образованию отрицательных ионов галогенов и галогенидов на поверхности анода. Образованием отрицательных ионов на поверхности ванны и определяется в первую очередь повышенный эффект проплавления при сварке. Поэтому флюс предложенного состава обладает более значительной проплавляющей способностью, чем один Фторотитанат магния. Кроме того, введение иттрия в металл
40
1 Без флюса
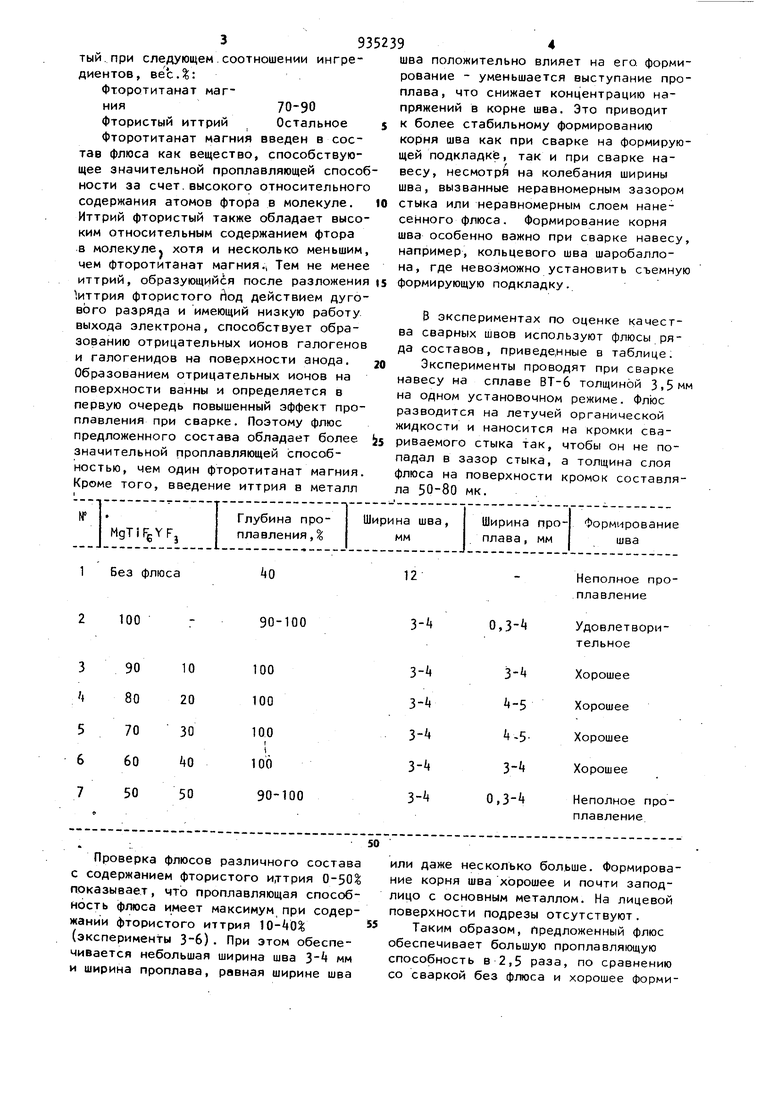
Проверка флюсов различного состава с содержанием фтористого и.ттрия 0-50 показывает, что проплавляющая способность флюса имеет максимум при содержании фтористого иттрия 10-40% (эксперименты 3-6). При этом обеспечивается небольшая ширина шва 3-4 мм и ширина проплава, равная ширине шва
шва положительно влияет на его. формирование - уменьшается выступание проплава, что снижает концентрацию напряжений в корне шва. Это приводит к более стабильному формированию корня шва как при сварке на формирующей подкладке, так и при сварке навесу, несмотря на колебания ширины шва, вызванные неравномерным зазором стыка или неравномерным слоем нанесенного флюса. Формирование корня шва особенно важно при сварке навесу, например, кольцевого шва шаробаллона, где невозможно установить съемную формирующую подкладку.
В экспериментах по оценке качества сварных швов используют флюсы ряда составов, приведе,нные в таблице.
Эксперименты проводят при сварке навесу на сплаве ВТ-6 толщиной 3|5м на одном установочном режиме. Флюс разводится на летучей органической жидкости и наносится на кромки свариваемого стыка так, чтобы он не попадал в зазор стыка, а толщина слоя флюса на поверхности кромок составляла 50-80 мк.
12
Неполное проплавление
ИЛИ даже несколько больше. Формирование корня шва хорошее и почти заподлицо с основным металлом. На лицевой поверхности подрезы отсутствуют.
Таким образом, Предложенный флюс обеспечивает большую проплавляющую способность в 2,5 раза, по сравнению со сваркой без флюса и хорошее формирование шва, в том числе и при сварке навесу.
Предложенный флюс увеличивает глубину проплавления, по сравнению с известным, более чем в 1,5 раза, расширяет технические возможности сварки (возможность сварки навесу).Сокращение количества проходов при сварке, которое стало возможно при использовании флюса, снижает трудоемкость сварочных работ в 2-2,5 раза. С учетом увеличения ресурса сварных соединений, связанного со снижением концентраторов напряжений, экономический эффект составляет 2-3 тыс. руб. на 100 м шва.
Формула изобретения
Флюс для сварки титана и его сплавов, содержащий фторотитанат магния
и фтористую соль, отличающийся тем, что, с целью повышения глубины проплавления и улучшения формирования швов при сварке в среде инертных газов неплавящимся электродом, флюс в качестве фтористой соли содержит фтористый иттрий при следующем соотношении компонентов,весД:
Фторотитанат ма1- ния60-90
Фтористый иттрий Остальное
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 358113, кл. В 23 К 35/362, 28.06.71
- 2. Авторское свидетельство СССР Vf , кл. В 23 К 36/362,29.05-73 (прототип).
