2. Аппарат для термообработки дисперспых материалов, содержащий вертикальпый корпус с провальными решетками, образующими секции, частично загюлненные ферромагнитными частицами, и магнитную систему, расположенную снаружи корпуса, отличающийся тем, что, с целью повьииения качестЕ а обработки, каждая секция дополн -;тельпо разделена посредством горизонтальных провальных и вертикальных концентрических ;с1Н1-г;-родок n;i ячейки, причем все 10)С|-()родки выполнены в виде короткозамKiiVTbix токопро15одящих коле., а ферромагнитные части1.ы размещень; в указанных ячейкс-х.
;;. /.)ат по п. 2, огличакщийся тем, что корпус снабжен электронагревателями, размеп1ен1 ыми снаружи в зонах расположения феррома -нитпых частиц.
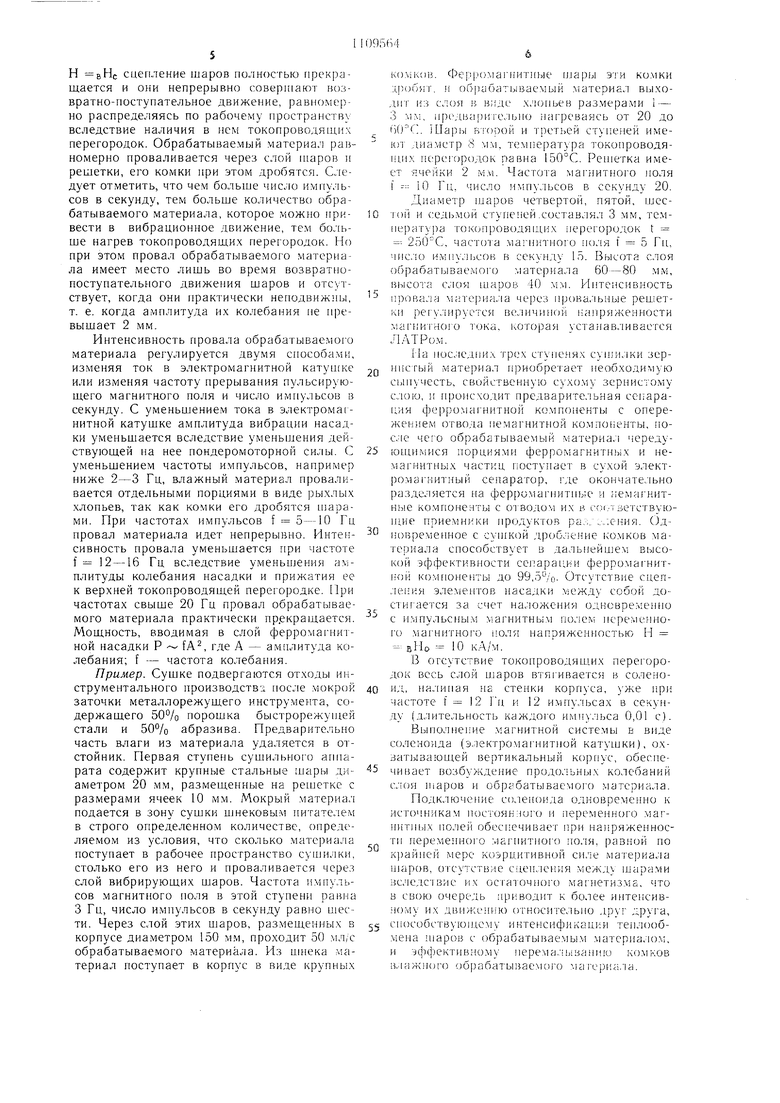


Изобретение относится к технике дисперсных материалов с помощью электромагнитного поля и может найти применение в металлообрабатывающей, металлургической, химической и других отраслях промышленности. Известен еноеоб сушки дисперсных материалов путем еоздания в секциях аппарата, заполненных ферромагнитными частицами, враи,1ающегося электромагнитного поля Г|. Недостатком этого способа является низкая интенсивность процесса сутки. Наиболее близким к предлагаемому по технической сущности является способ термообработки дисперсных .материалов путем их контакта со слоем ферромагнитных частиц, на которые накладывают импул сное магнитное поле 2. Недостатком известного способа является 1шзкая интенсивность процесса сушки вследствие неравно.мерности термообработки. Известен смеситель, состоящий из вертикального корпуса, секционированного провальны.ми решетками, причем в каждой секции размещены ферромагнитные частицы, а корпус охвачен электро.магнитны.м устройством, создающим вращающееся магнитное поле 3. Недостаток этого смесителя заключается в неравномерном распределении ферромагнитных частиц в рабоче.м объеме аппарата и неравномерности обработки. Наиболее близки.м к предлагаемому является аппарат для термообработки дисперсных материалов, содержащий вертикальный корпус с провальными решетками, образующими секции, частично заполненные ферромагнитными частицами, и магнитную систе1. му, расположенную снаружи корпуса Недостатком известного аппарата является низкое качество обработки материала вследствие неравномерности. Целью изобретения является интенсификация процесса термообработки и повышение качества обработки. Поставленная цель достигается тем, что согласно способу термообработки дисперсных материалов путе.м их контакта со слоем рерромашитных частиц, па которые наклаывают импульсное магшгг.чое ноле последнее создают с помощью одно.чолупернодного тока, нолучаемо1о при выпрямлении переменмого тока промьпилепной частоты с числом нолуво-лн до 20 в секу1-;ду, причем одноBpeMeiiHO с импульсным ма1нптным полем па слой пак.ладывают поре.мепиое магнитное no;ie напряженностью, равной по меньп1ей мере коэрцитивной силе материа.ла сЬерро.магнитны.-; частиц. Кроме того, в аппарате для термообработки дисг1ерс}1ых материалов, содержанием вертикальпый корпус с провальными реп1етками, образующими секл;, частично заполненные ферромагпитгы.,П1 частицами, и -магнитнуко систему, расположенную снаружи корпуса, каждая секция доиолнительпо разделена посредством 1оризонтальных провальных и вертикальных концентрических перегородок на ячейки, причем все перегородки выпо.чнепы в виде короткозамкнутых токо11роводя1цих колец, а ферромагнитные частицы размеиген) в указанных ячейках. При этом аппарат может быть снабжен эле кт ронагревател я,, размещенным и снаружи в зонах расположения ферромагнитных частиц. На фиг. 1 показан аппарат, обпдий вид; на фиг. 2 -- разрез А-А на фиг. 1; на . 3 электрическая схема работы аппарата; на фиг. А - зависимость амплитуды колебаний ферромагнитных частиц от частоты импульсов л агнитного поля. Аппарат содержит корпус 1, охваченный электромагнитны.ми катушками 2 и секционированный провальными решетками 3, на которых расположен слой ферро.магнитных частиц (шаров) 4, разделенный короткозамкнутыми кольцевыми перегородками о, например, вьтолненными из меди, покрытой никеле.м. Эти перегородки делят слой на три концентрических слоя. Впутри колец 5 установлены не.магнитные направляющие с поперечными усиками, ограничиваюп1ие а.мплитуду вибоации колец в ИМПУЛЬСНОМ магиитном поле. Над нижним основанием ii.ieKT ромагнитной катушки 2 размещены перфорированные магнитопроводы 6 и 7, в ячейках которых расноложены короткозамкнутые токопроводящие кольца 8 п 9, О|-раничивающие в вертикальном направлении амплитуду колебания слоя шаров 4, сквозь который во время его колебания проходит обрабатываемый материал 10. Снаружи электромагнитной катушки 2 расположен внешний .магнитопровод 11, а снаружи корпус 1 охвачен электронагревателем 12.
Аппарат работает следующим образом.
В корнус 1 загружают сырой обрабатываемый .материл 10, который в отсутствие магнитного поля не проходит через слой шаров 4. При подключении электромагнитных катушек 2 к источнику и.мпульсного тока шары 4, вибрируя, периодически совершают возвратно-поступательное движение, при этом вибрация передается обрабатываемому материалу 10 и он дозированно проходит между шарами, которые дробят комки мокрого материала. Одновременно материал подвергается нагреву вибрирующими токопроводящими перегородками 5, а также электронагревате те.м 12. Токопроводящие перегородки, образованные токопроводящими кольцами 5, 8 и 9, препятствуют шарам 4 неравномерно перераспределяться в объеме, охваченном электромагнитными катушками 4, таким образом, чтобы они образовывали бы полый магнитный экран, экранирующий магнитное поле. Такое ограничение перемещения ферро.магнитной насадки обеспечивает направление пондеромоторной силы F /VoTtV Н grad Н вверх и исключает попадание этой насадки в зону торможения, лежащую выще центра электромагнитной катушки 2, где эта сила направлена вниз. Поэтому в этой зоне для того, чтобы уменьшить рассеивание магнитного потока, размешены перфорированные магнитопроводы. Здесь - магнитная постоянная,Jt,- магнитная восприимчивость, V - объем шара, Н - напряженность и grad Н - градиент напряженности магнитного поля.
В короткозамкнутых токопроводяших кольцах возникает ток под действием электродвижущей силы,
р d- Ф
. V
где Ф - магнитный поток; i - время.
Дополнительное прерывание с частотой Гц пульсирующего магнитного поля частотой f 50 Гц при длительности импульсов ,01 с обеспечивает интенсивную вибрацию насадки частотой 50 Гц и высокую амплитуду ее колебаний, свойственную низкочастотной вибрации Гц. Такое сочетание обеспечивает более интенсивную передачу вибрации от щаров к обрабатываемо.му материалу с одновременным увеличением его количества в рабоче.м объеме, благодаря чему возрастает производительiKKTb а| парата. При этом преодолевается затухание вибращ И по высоте слоя обрабатываемого материала, свойственное высокочастотным колебаниям, прг, малых их амплитудах, уменьшающихся с ростом их частоты.
Для предотвращения забивания провальных решеток .мокрым .материалом раз.меры их ячеек возрастают снизу ввер.х одновременно с размерами шаров. Например, решет0 ка первой сверху вниз секции имеет раз.мер 10 .м.м при диаметре шаров 15 .мм.
Приведенная на фиг. 3 электросхема суц:и:1ьного аппарата работает следуюшим образом.
Тиристор Т включен в течение времени разрядки конденсатора С, причем время включения его зависит от величины е.мкости конденсатора С. Частота зарядки и разрядки емкости С и включения-выключения тиристора Т зависит от частоты срабатыва0 ния реле Л, которая регулируется е.мкостью С . ГЛараллельно тиристору Т включен дроссель, обеспечивающий непрерывное питание электро.магнитной катушки I переменны.х током, при напряженности магнитного поля Н &Не, где цНс - коэрцитивная сила по индукции материала шаров.
Зависимость а.мплитуды колебания шаров от частоты прерывания пульсирующего магн1 тного поля частотой 50 Гц, приведенная на фиг. 4, показывает, что максимальная а.плитуда колебания, свыше 2 мм, достигается в диапазоне частот 1 -10 Гц при 20 импульсах в секунду. При числе импульсов за период между последовательны.ми прерываниями пульсирующего ма1нитного поля f 50 Гц максимальная амплитуда колебания достигается при частотах прерывания f 1-2 Гц, но такая же амплитуда место и при п 3-5. Значит в течение времени последовательного наложения с интервалом в 0,01 с остальных 5-7 импульсов щары не перемещаются, а прижаты к верхней ограничительной токопроводящей перегородке и не совершают механической работы, но зато интенсивно нагреваются токопроводящие перегородки. С другой стороны, при 20 импульсах в секунду и частоте дополнительного прерывания f 4-10 Гц пульсирующего .магнитного поля частотой 50 Гц уменьшается амплитуда колебания шаров соответственно от 5 до 1 мм. Пр) Гц .максимальная амплитуда (А 5 мм)
достигнута при восьми импульсах в секунду. При f 1-2 Гц .максимальная амплит)да А 29 мм при 2-20 и.мпульсах в секунду. Естественно, что в последнем случае при 20 импульсах в секунду имеет место сцепление шаров между собой под действием
5 силы РП В S/2jUoJГдe В - индукция; S - площадь контакта. В то же время, при 1-2 импульсах за один период, f 1 -10 Гц и наложении переменного магнитного поля при Н вНс сцепление шаров полностью прекращается и они непрерывно совершают возвратно-поступательное движение, равномерно распределяясь по рабочему пространству вследствие наличия в нем токопровод;э1Ц1 х перегородок. Обрабатываемый материал равномерно проваливается через слой HiapoB и решетки, его комки нри этом дробятся. Следует отметить, что чем больше ч.исло импульсов в секунду, тем больше количество обрабатываемого материала, которое можно привести в вибрационное движение, тем больше нагрев токопроводяш;и. перегородок. Но при этом провал обрабатываемого материала имеет место лишь во время возвратнопоступательного движения шаров и отсутствует, когда они нрактически неподвижны, т. е. когда а.мплитуда их ко.гебания не превышает 2 мм. Интенсивность провала обрабатывае.мого материала регулируется двумя снособами, изменяя ток в электромагнитной катун1ке или изменяя частоту прерывания пульсирующего магнитного поля и число импульсов в секунду. С уменьшением тока в электрома нитной катушке амплитуда вибрации насадки уменьшается вследствие уменьп1ення действующей на нее пондеромоторной силы. С уменьшением частоты импульсов, например ниже 2-3 Гц, влажный материал проваливается отдельными порциями в виде рыхлых хлопьев, так как комки его дробятся пшрами. При частотах импульсов f 5-10 Гц провал материала идет непрерывно. Интеысивность провала уменьшается при частоте f 12-16 Гц вследствие уменьшения амплитуды колебания насадки и прижатия ее к верхней токопроводящей перегородке. При частотах свыше 20 Гц провал обрабатываемого материала практически пр.екращается. Мощность, вводимая в слой феррома1-нитной насадки Р А, где А - амплитуда колебания; f - частота колебания. Пример. Сушке подвергаются отходы инструментального производств после .мокрой заточки металлорежущего инстру.мента, содержащего 50% порошка быстрорежущей стали и 50% абразива. Предварительно часть влаги из материала удаляется в отстойник. Первая ступень сушильного аппарата содержит крупные стальные шары диаметром 20 .мм, размещенные на ре1петке с размерами ячеек 10 мм. Мокрый .материа. подается в зону сушки шнековым питателем в строго определенном количестве, определяемом из условия, что сколько мате)иала поступает в рабочее пространство сушилки, столько его из него и проваливается через слой вибрирующих шаров. Частота импульсов магнитного поля в этой ступени равна 3 Гц, число импульсов в секунду равно шести. Через слой этих шаров, размещенных в корпусе диаметром 150 м.м, проходит 50 .мл/с обрабатываемого материала. Из шнека материал поступает в корпус в виде крупных комкяв. Фер|:1ома1нит111)е njapbi эти ко.мки j.poosiT, If об|1абатываемый .материал выхолит из сл( к в;;де х.чопьев размерами i - 3 мм, 11редьс1)иге;1ьпо нагреваясь от 20 до ()(}(. iUapbi Б1Ч)Г)ОЙ и третьей ступеней имеют диаметр И мм, Te.MiiepaTypa токопроводяliuix Г11фе1ородок равна 150°С. Г ен1етка имеет ячейки 2 м.м. Частота магнитного ноля f --- 10 Гц, число импульсов в секунду 20. Диаметр пларов четвертой, пятой, шесToii и сед|5.мой стуг1еней .составлял 3 мм, те.мнература 1окоп)оводя111,их перегородок t - 2о()С, частота .магпитиого К).1Я f 5 Гц, импульсов в секунду 15. Высота слоя обрабатывае.мого материала 60-80 мм, высота слоя шаров 40 мм. Интенсивность прова.1а 1;пС)иа.1а через прова,1ьные решеткн ре ллир стся величиной |;а 1ряженности магнитного тока, 1-.оторая останавливается ЛАТРом. 1-1а 11ослед| их трсх стуне.нях сун1илки зернг;стый .материал гп иобретает необходимую С1)П1учссть, свойственную сухо.му зсрнисто.му слою, и происходит предварительная сепарация ферромаг-нитной ко.мпоненты с опережением отвода немагнитной компоненты, после чего обрабатываемый материал чередующимися порциями ферромагнитных и нема1нитных частиц г оступает в сухой электромагнитный сепаратор, где окончательно разделяется на фер)омагнит1н,.;е и немагнитаые компоненты с отводом их в с)(.тветствующие приемники продуктов ра.;. ..-./.ения. Одновременное с сушкой дроб..;е.чие ко.мков материала способствует в дальнейшем высокой эффективности ceiiapauHH ферромагнит1-:ой компоненты до 99,. Отсутствие сцепления элеме1Г1ов насадки между собой достигается за счет на.южения одновременно с tLviпульсньгм магнитным iio.iCM исременного .магнитного поля напряженностью Н - вИо 10 к.Л/м. В огсутствие токопроводящих перегородок весь слой шаров втя|-иваетс5 в соленоид, на;1ицая на стенки , уже гфи частоте f 12 Гц и 12 импульсах в секунду (д;1ительность каждого имиу.чьса 0,01 с). Вьтолнение магнитной систе.мы в виде соленоида (э.пектромашитной катушки), охватывающей вертикальный корпус, обеспечивает возбуждение продо:гьных колебаний с;к)я шаров и обрабатываемого материала. Подключение соленоида одновреме.нно к источникам постоянного и переменного магиитиых полей обеспечивает при на1 ряженностн переменно|-о ма1иитного поля, разной по крайпсй мере коэрцитивной си.че материала шаров, отсутствие сцепления межд njapaMH вследс1вис и.х остаточного .магнетизма, что в свою очередь приводит к более интенсивному их движению относительно Друг друга, способствующему интенсификации теплооб.мена шаров с обрабаты15аемым материалом, и эффективно.лп нерема.илванию комков влажнсиО обробаты15аемО 0 ма repisa.ia.
/
Размещение ферромагнитных частиц (шаров) между концентрическими короткозамкнутыми токопроводящими перегородками в виде колец, змеевиков, ограниченными в верхней части провальной решеткой, выполненной в виде короткозамкнутой токопроводящей спирали, обеспечивает равномерное распределение ферромагнитных частиц в рабочем объеме при постоянном направлении пондеромоторной силы вверх, противоположно силе тяжести.
Создание импульсного магнитного поля путем дополнительного прерывания с частотой f-10 Гц пульсирующего магнитного
8
поля тока однополуг1ериодного выпрямления переменного тока частотой f 50 Гц при 1--20 импульсах в секунду обеспечивает сочетание высокой амплитуды колебания ферромагнитных частиц, свойственной низкочастотным колебаниям, с высокой частотой их вибрации, что улучшает интенсивность вибрации обрабатываемого материала и повышает производительность -аппарата, кроме того, обеспечивает регулируемый провал материала через провальные решетки и слои шаров, размеры которых уменьшаются по мере перемещения обрабатываемого материала сверху вниз.
г.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Смеситель непрерывного действия для специй | 1975 |
|
SU561570A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
