(Put.j
9 2nt 15
СП
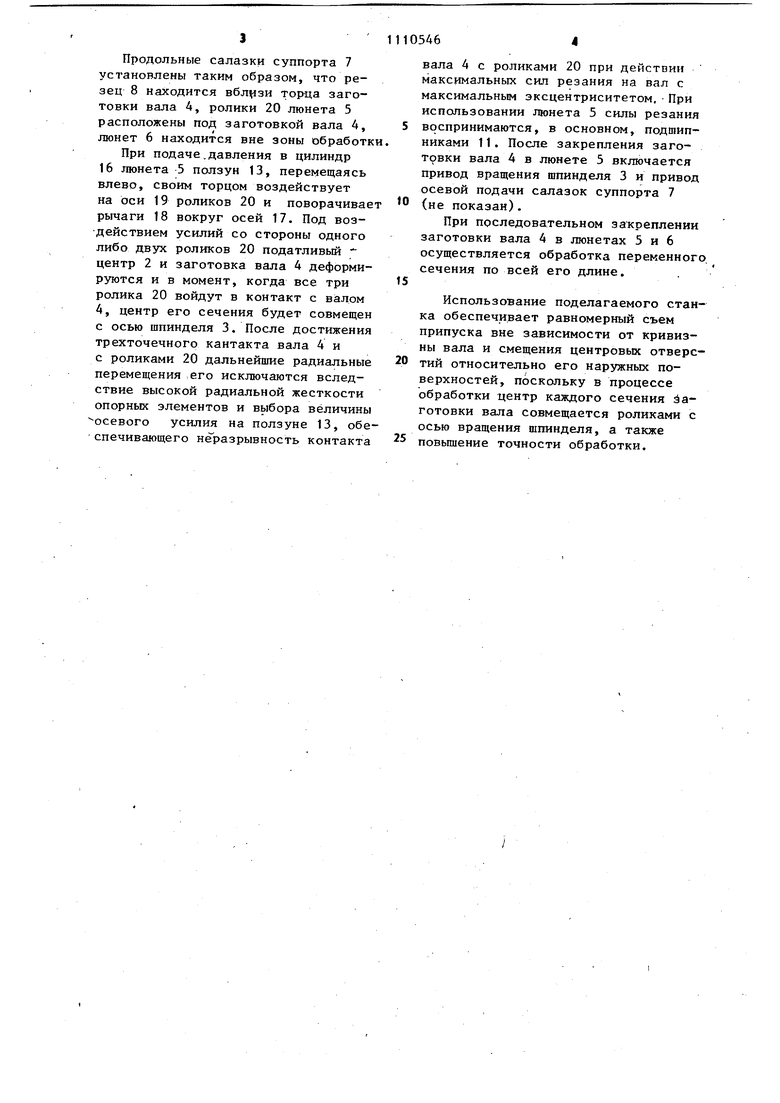
Ot) Изобретение относится к станкостроению. Известен станок для обработки нежестких деталей, содержащий установленные на станине шпиндельную и заднюю бабки с центрами, размеще ную в корпусе, закрепленном на суп порте , соосную со шпинделем шпиндел ной бабки вращающуюся обойму с смо тированными на ней с возможностью радиального перемещения опорными роликами, оси которых перпендикуляр ны оси. шпинделя Г1 3. Однако известный станок характе ризуется невысокой точностью обработки. Целью изобретения является повышение точности обработки путем обслуживания положением оси обрабатываемой детали. Указанная цель достигается тем, что станок для обработки нежестких деталей, содержащий установленные на станине шпиндельную и заднюю баб ки с центрами, размещенную в корпус закрепленном на суппорте, соосную со шпинделем шпиндельной бабки вращающуюся обойму с смонтированными на ней с возможностью радиального перемещения опорными роликами, оси которых перпендикулярны оси шпинделя, дополнительно снабжен ползуном, установленным в обойме с возможностью осевого перемещения, опорные ролики смонтированы на введенных в станок рычагах, оси, качания которых закреплены в обойме, а диаметр консольной части центра определяетс соотношением о) 6.625 -10 где - диаметр консольной части центра, см; I - длина консольной части цент ра, см; осевое перемещение ползуна необходимое для деформирова ния центра, см; угол наклона рычага к оси шпинделя, град. Такое выполнение устройства обес печивает снижение припуска на обработку вала (металлоемкости), поскол ку осевым перемещением ползуна, воз действующего торцом на оси роликов к валу прикладываются деформирующие усилия со стороны роликов в одной либо двух точках, и в момент, когда 62, все три ролика-войдут в контакт с валом, центр его сечения будет совмещен с осью шпинделя. После достижения трехточечного контакта вала с опорными элементами дальнейшие перемещения его исключаются вследствие высокой радиальной жесткости опорных элементов и выбора величины , осевого усилия на ползуне, обеспечивающего неразрывность контакта при действии максимального усилия на с максимальным эксцентриситетом. Совмещение центра сечения с осью шпинделя в средней части вала происходит в основном за счет деформирования вала, вблизи торца за счет деформирования податливых . Снабжение станка для обработки нежестких валов двумя обоймами,расположенными по обе стороны от резца и имеющими возможность охватывать окружности разных диаметров,, позволяет непрерывно обрабатывать валы переменного сечения без смены опорных элементов. На фиг. 1 показан станок, общий вид; на фиг. 2 - разрез А-А на фиг.1. Станок содержит податливые центры 1 и 2, один из которых расположен в шпинделе 3 шпиндельной бабки, а второй - в задней бабке (не показано) станка. Центры 1 и 2 предназначены для установки обрабатываемого вала 4. Станок также содержит люнеты 5 и 6, расположенные на продольных салазках суппорта 7, резец 8, установленный на поперечных салазках суппорта 9 с возможностью радиального перемещения. Люнеты 5 и 6 содержат корпус 10, в котором на подшипниках 11 соосно со шпинделем 3-смонтирована обойма 12, внутри которой установлен ползун 13 с возможностью осевого перемещения. С ползуном 13 подвижно связаны рычаг 14 и шток 15 гидроцилиндра 16. В пазах обоймы 12 с помощью осей 17 шарнирно установлены три рычага 18, в пазах которых на осях 19 подвижно установлены ролики 20. На ползуне 13 закреплены упоры 21, охваТ1.1вающие оси 19. Станок для обработки нежестких валов работает следующим образом. В податливых центрах 1 и 2 закрепляется заготовка вала 4, и резец 8 устанавливается перемршенирм поперечных салазок нп тргГусмы рятмесПродольные салазки суппорта 7 установлены таким образом, что резец 8 находится торца заготовки вала 4, ролики 20 люнета 5 расположены под заготовкой вала 4, люнет 6 находится вне зоны обработк
При подаче.давления в цилиндр 16 люнета 5 ползун 13, перемещаясь влево, своим торцом воздействует на оси 19 роликов 20 и поворачивае рычаги 18 вокруг осей 17. Под воздействием усилий со стороны одного либо двух роликов 20 податливый центр 2 и заготовка вала 4 деформируются и в момент, когда все три ролика 20 войдут в контакт с валом 4, центр его сечения будет совмещен с осью шпинделя 3. После достижения трехточечного кантакта вала 4 и с роликами 20 дальнейшие радиальные перемещения его исключаются вследствие высокой радиальной жесткости опорных элементов и выбора величины осевого усилия на ползуне 13, обеспечивающего неразрывность контакта
вала 4 с роликами 20 при действии максимальных сил резания на вал с максимальным эксцентриситетом. При использовании люнета 5 силы резания
воспринимаются, в основном, подшипниками 11. После закрепления заготовки вала 4 в люнете 5 включается привод вращения шпинделя 3 и привод осевой подачи салазок суппорта 7
(не показан).
При последовательном закреплении заготовки вала 4 в люнетах 5 и 6 осуществляется обработка переменного сечения по всей его длине,
Использование поделагаемого станка обеспечивает равномерный съем припуска вне зависимости от кривизны вала и смещения центровых отверстий относительно его наружных поверхностей, поскольку в процессе обработки центр каждого сечения daготовки вала совмещается роликами с осью вращения шпинделя, а также
повьшение точности обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК | 2017 |
|
RU2743712C2 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| Способ обработки ручьев валков горячего пильгерования и вальцетокарный станок для его осуществления | 1991 |
|
SU1834748A3 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334591C1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Станок для горячей навивки пружин | 1990 |
|
SU1726098A2 |
СТАНОК ДЛЯ ОБРАБОТКИ НЕ ЖЕСТКИХ ДЕТАЛЕЙ, содержащий установленные на станине шпиндельную и заднюю бабки с центрами, размещенную в корпусе, закрепленном на суппорте, соосную со шпинделем шпиндельной бабки вращающуюся обойму со смонтированными на ней с возможностью радиального перемещения опорными роликами, оси которых перпендикулярны оси шпинделя, отличающийс я тем, что, с целью повьвиения точности обработки, станок дополнительно снабжен ползуном, установленным в обойме с возможностью осевого перемещения, опорные ролики смонтированы на введенных в станок рычагах, оси качания которых закреплены в обойме, а диаметр консольной асти центра определяется соотношением ,2 i ,-3. d 6,625-10 xi dгде ol Р - диаметр консольной части центра, см; -длина консольной части цент- с ра, см; осевое перемещение ползуна, ГЛ у необходимое для деформирования центра, см; oL угол наклона рычага.к оси шпинделя, град.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ПРОГИБА ДЕТАЛЕЙ, ИМЕЮЩИХ ФОРМУ ТЕЛ ВРАЩЕНИЯ | 0 |
|
SU221462A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
