смонтированное на плите, с которой жестко соединена каретка с поддерживающим устройством 17. Последнее представляет собой двуплечие рычаги, на концах которых смонтированы опорные ролики, Нижнее плечо приводного рычага связано с пневмоцилиндром, а нижнее плечо неприводного рычага опирается на опору-винт. Верхнее плечо приводного рычага снабжено вспомогательным роликом, взаимодействующим со свободно опертым на него неприводным рычагом, верхнее плечо которого выполнено в виде настила, служащего для скатывания готовой пружины. Благодаря наличию поддерживающего устройства предупреждается деформация готовой пружины при съеме с оправки. 2 з.п. ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Автомат для навивки пружин | 1979 |
|
SU860922A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| Автомат для навивки спиральных изделий | 1989 |
|
SU1632591A1 |
| Станок для горячей навивки пружин кручения | 1987 |
|
SU1454556A2 |
| Устройство для изготовления пружин | 1986 |
|
SU1359047A1 |
| Устройство для горячей навивки пружин | 1977 |
|
SU639184A1 |
| Станок для горячей навивки пружин кручения | 1985 |
|
SU1282948A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Способ изготовления цилиндрических спиральных пружин и устройство для его осуществления | 1985 |
|
SU1284645A1 |
Использованиегпроизводство пружин и может применяться для навивки пружин различных типоразмеров. Сущность изобретения: станок содержит смонтированную на станине 1 шпиндельную бабку 2, шпиндель 3 которой удерживает одну сторону сменной оправки 4, другая сторона которой опирается на центр задней бабки 5. Станина состоит из двух направляющих 9 и 10, смещенных относительно друг друга по вертикали. На верхней направляющей 10 установлен суппорт с узлом 6 направления навивочного материала. На нижних направляющих 9 размещены задняя бабка 5 и устройство для съема готовой пружины,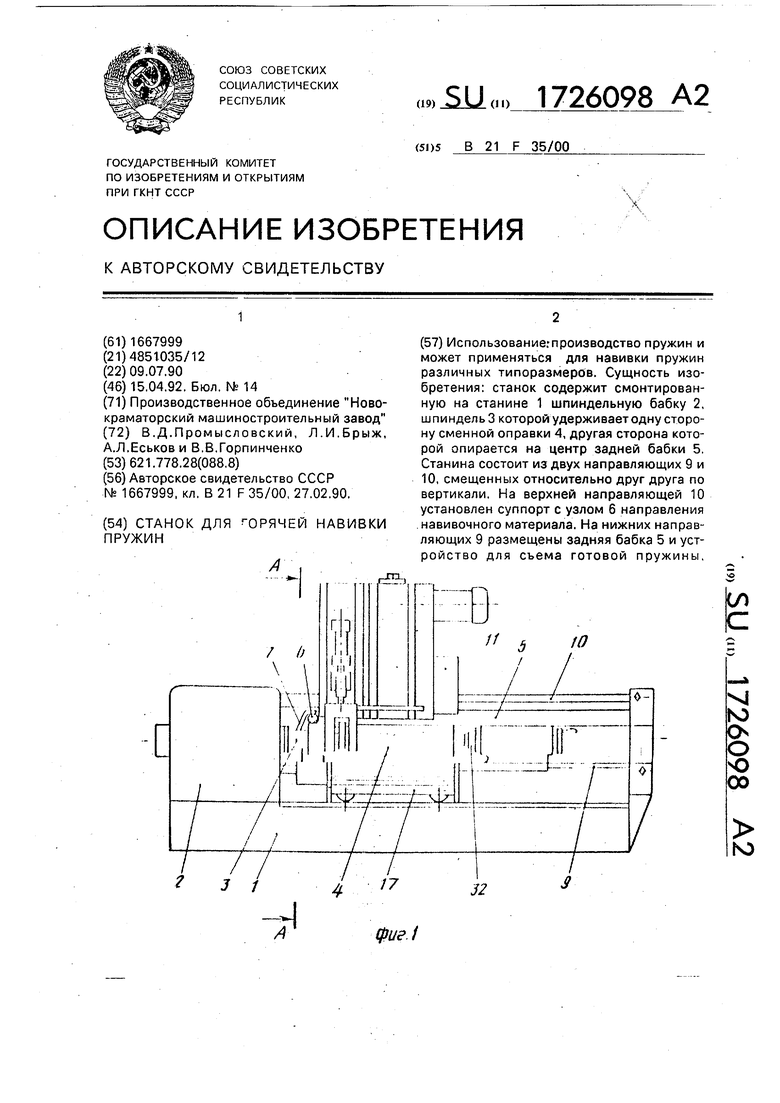
Изобретение относится к производству пружин из проволоки и прутка различных длин и диаметров и является дополнительным к основному по авт.св. N° 1667999Известный станок для горячей навивки пружин содержит смонтированные на станине с направляющими шпиндельную бабку со сменной оправкой, каретку с приводом, заднюю бабку и устройство для съема готовой пружины. При этом каретка установлена на автономной направляющей, размещенной выше оси оправки, и несет суппорт с ползуном, установленный с возможностью перемещения в вертикальном направлении и несущий узел направления навивочного материала,
Недостатками данного станка являются деформации готовой пружины при съеме с оправки, так как пружина, выталкиваемая съемником, при сходе с оправки прогибается, а затем падает на нижние направляющие станка. С другой стороны, нельзя допускать остывание пружины на оправке, так как после охлаждения ее трудно снять с оправки. Особенно важен этот момент в технологическом процессе с использованием температуры навивки для термообработки пружин. Кроме того, к недостаткам следует отнести неудобство управления, заключающееся в том, что после окончания навивки необходимо сначала отвести заднюю бабку, а оправка при этом остается консольно нагруженной.
Целью изобретения является повышение качества пружин путем предотвращения их деформации при съеме в нагретом состоянии, а также улучшение эксплуатационных качеств станка.
На фиг .1-станокобщий вид ; на фиг 2-разрез А-Анафиг.1.
Станок для горячей навивки пружин включает смонтированную на станине 1 (см. фиг.1) шпиндельную бабку 2, шпиндель 3, который удерживает одну сторону сменной оправки 4. Другую сторону оправки 4 удерживает задняя бабка 5. Для крепления навивочного материала (прутка) 6 предусмотрен прижимной рычаг 7, а для
съема готовой пружины - съемное устройство 8.
Станина состоит из двух автономных направляющих - нижней 9, смещенной относительно оси оправки 4 по горизонтали, и верхней 10, размещенной выше оси оправки (фиг,1 и 2).
На нижней направляющей 9 размещены задняя бабка 5 и устройство 8 для съема
готовой пружины. На верхней направляющей 10 установлены салазки 11с приводом продольной подачи (не показан), несущие суппорт 12, имеющий коробку передач 13, обеспечивающую поперечную подачу суппорта, снабженного своей вертикальной направляющей 14. На этой направляющей смонтирован ползун 15, несущий узел 16 направления навивочного материала.
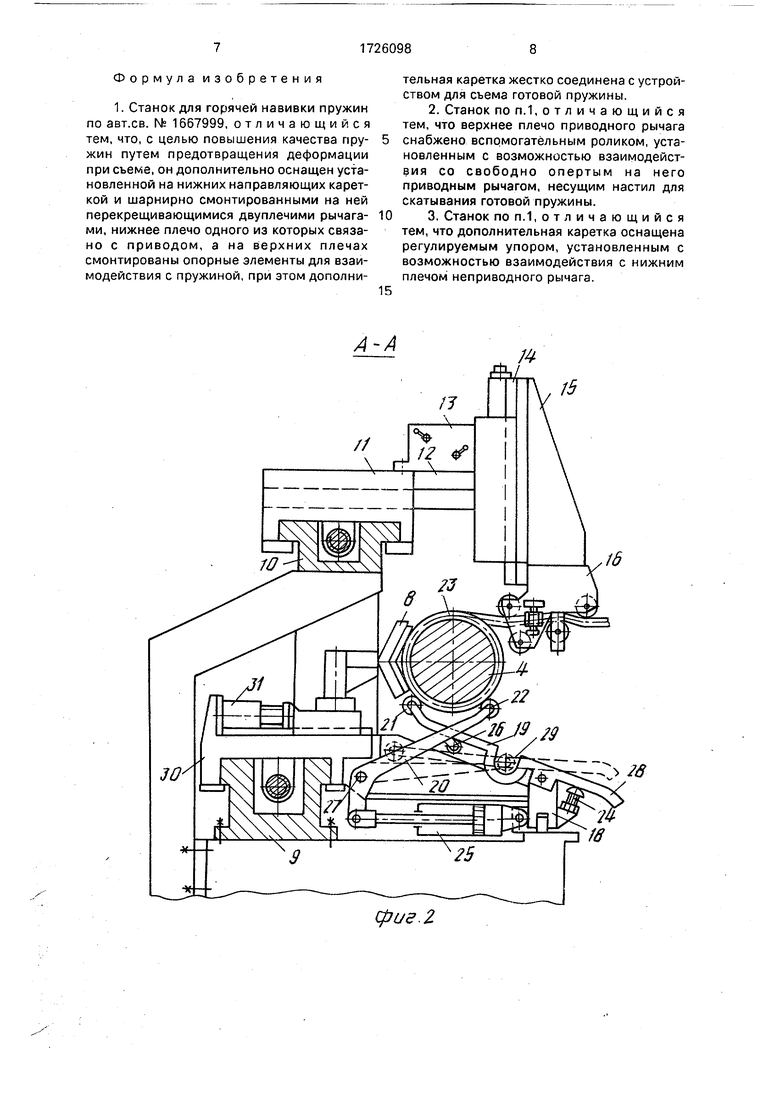
Для предотвращения деформации уже готовой, но способной прогнуться еще горячей пружины станок снабжен поддерживающим устройством 17, представляющим собой шарнирно прикрепленные к корпусу
каретки 18 перекрещивающиеся двуплечие рычаги 19 и 20 (фиг.2). Верхние плечи рычагов являются поддерживающими, на их концах смонтированы опорные элементы - ролики 21 и 22, которыми удерживается готовая пружина 23. Вторые же плечи рычагов обеспечивают изменение высоты опорных роликов 21 и 22. Для этого нижнее плечо рычага 19 опирается на опору-винт 24, а нижнее плечо рычага 20 шарнирно связано со штоком пневмоцилиндра 25 и является, таким образом, приводным. Конструктивно рычаги могут соединяться осью в своей средней части, однако в этом случае потребуются дополнительные манипуляции для снятия
готовой пружины со станка. Лучшие условия для съема готовой, еще не остывшей пружины обеспечивает исполнение поддерживающего устройства, в котором верхнее плечо приводного рычага 20 снабжено вспомогательным роликом 26, взаимодействующим с неприводным рычагом 19. Приводной рычаг 20 выполнен в виде посаженных на ось 27 двух щековин, между которыми на
осях смонтированы ролики 22 и 26, и проходит неприводной рычаг 19. При этом последний свободно оперт на ролик 26 своим верхним плечом, выполненным в виде настила 28, служащего для скатывания готовой пружины. Длина настила соответствует длине оправки 4, а по ширине он перекрывает весь неприводной рычаг 19, кроме средней части, где имеется углубление 29 размерами, позволяющими разместиться.в нем опорному ролику 22, что необходимо для беспрепятственного пропуска скатывающейся готовой пружины. Каретка, на которойсмонтированызвеньяподдерживающего устройства, жестко соединена с плитой 30, установленной на нижних направляющих 9. Плита 30 снабжена приводом (не показан), и на ней смонтировано устройство 8 для съема готовой пружины, которая имеет свой привод 31 для подачи в поперечном направлении. Кроме того, на этой же плите закреплена задняя бабка 5, снабженная выдвижной пинолью 32, ход которой вдоль оси достаточно большой для того, чтобы обеспечить возможность установки оправок 4 различной длины. В то же время плиты 30 и 28, имея длину, превышающую наибольшую возможную длину навиваемой пружины, перекрывают направляющую 9, защищая ее тем самым от окалины. Установка устройства 8 и задней бабки 5 на общей плите 30, скрепленной с поддерживающим устройством 17, обеспечивает возможность синхронного перемещения этих узлов при съеме пружины.
Станок работает следующим образом.
В гнездо шпинделя 3 шпиндельной бабки 2 устанавливают оправку 4 необходимого размера и приводят все узлы в исходное положение, необходимое для начала процесса навивки. При этом узел 16 направления навивочного материала позиционируют перемещением узлов, размещенных на верхней направляющей 10, салазок 11, суппорта 12 и ползуна 15.
Узлы, смонтированные на нижней направляющей, позиционируют перемещением плиты 30. При этом съемное устройство устанавливается в зоне начала навивки, а задняя бабка приближается к торцу оправки 4, которая поджимается центром выдвижной пиноли 32. Поддерживающее устройство 17, связанное с плитой 30, также устанавливается в исходное положение под оправкой 4. При этом шток пневмоцилинд- ра 25 выдвинут влево (по чертежу), в результате чего верхние плечи рычагов 19 и 20 с опорными роликами 21 и 22 опущены. Опо. ра-винт 24 отрегулирована таким образом,
чтобы после подъема рычагов 19 и 20 ролики 21 и 22 подошли к виткам навитой пружины (вплотную или с минимальным зазором).
Затем через узел 16 направления навивочного материала подают разогретый
пруток под зажимный рычаг 6 и после зажима прутка включают вращение шпинделя и рабочую подачу навивки пружины. После окончания навивки включают привод (пневмоцилиндр 25) поддерживающего устройства, подавая сжатый воздух в штоковую полость. Поршень со штоком перемещаются вправо (по чертежу), увлекая нижнее плечо рычага 20, верхнее плечо этого рычага (с роликом 22) перемещается вверх и, подперев вспомогательным роликом 26 верхнее плечо рычага 19, поднимает его, подводя ролики 21 и 22 под навитую пружину 23. Дальнейшее перемещение рычагов ограничивается опорой-винтом 24. Одновременно
приводом 31 устройство 8 для пружины подводится к оправке, после чего включается привод подачи плиты 30 и начинается одновременное перемещение задней бабки 5, поддерживающего устройства 17 и устройства 8 в направлении съема пружины. Снимаемая с оправки 4 пружина 23 поддерживается роликами 21 и 22, чем предупреждает изгиб консоли готовой, но еще горячей и способной к деформации пружины. Кроме
того, благодаря перекрытию станины 1 плитой 30 и настилом 28 окалина, осыпающаяся при съеме пружины, не попадает на направляющие станины. После окончания съема пружина 23 удерживается роликами 21 и 22.
Включают сброс пружины, после чего шток пневмоцилиндра 25, выдвигаясь влево, воздействует на плечо рычага 20, поворачивает его, и рычаг 19, опирающийся под собственным весом и весом пружины 23 на ролик 26,
тоже поворачивается-опускается до захода ролика 22 в углубление 29. При этом пружина 23 под действием собственного веса скатывается по настилу 28 и ориентированной (ее ось параллельна оси оправки) поступает
в сборник готовой продукции.
Таким образом, благодаря наличию поддерживающего устройства предупреждается деформация готовой пружины при съеме, чем улучшается качество продукции, а конструктивное выполнение в виде перекрещивающихся двуплечих рычагов с дополнительными элементами и их взаимосвязями обеспечивает автоматизм работы, оптимальные условия поддержки (снизу, с двух сторон) пружины, простоту, надежность, а также улучшение условий обслуживания.
Формула изобретения
5
тельная каретка жестко соединена с устройством для съема готовой пружины.
3,Станок по п. 1,отличающийся тем, что дополнительная каретка оснащена регулируемым упором, установленным с возможностью взаимодействия с нижним плечом неприводного рычага.
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
