Область техники, к которой относится настоящее изобретение
Настоящее изобретение относится к сфере станков для механической обработки
заготовок, например, методом фрезерования или ротационного протягивания
вращающейся заготовки.
Предшествующий уровень техники настоящего изобретения
Станки для механической обработки заготовок, например, методом фрезерования
или ротационного протягивания вращающейся заготовки обычно содержат один или
более свободно вращающийся инструмент и устройство для поддержки одной или более
заготовки. Станки обычно обеспечивают возможность перемещения заготовки и одного
или более инструмента относительно друг друга, иногда с добавлением вращательного
движения заготовки. Относительное перемещение иногда осуществляется за счет
смещения заготовки, иногда – за счет перемещения инструмента или инструментов, а
иногда – за счет перемещения как заготовки, так и инструментов. В этой области техники
известно множество вариантов компоновки станков, которые характеризуются разными
преимуществами и недостатками в плане, например, эксплуатационной гибкости,
производительности, доступности (например, для технического обслуживания, ремонта,
подготовки к операциям различного рода и/или подгонки под заготовки различного типа),
удаления стружки, риска заклинивания (например, вследствие скопления стружки),
размеров, массы, стоимости и пр.
Например, в патенте US-4305689-A раскрыт станок для механической обработки
коленвалов с использованием фрез для обработки внутренних поверхностей. Станок
содержит пару салазок, закрепленных на станине; резцовые суппорты, размещенные с
возможностью перемещения по салазкам; и патроны, удерживающие концы коленвала.
Кроме того, следует понимать, что патроны установлены на опорах, которые могут
перемещаться по одним и тем же салазкам. Далее, между патронными опорами
предусмотрены резцовые суппорты, в которых размещены фрезы для обработки
внутренних поверхностей, и которые выполнены с возможностью перемещения вдоль оси
коленвала по тем же салазкам, что и патронные опоры. Люнет также перемещается по той
же паре салазок. Было установлено, что эта конфигурация предшествующего уровня
техники, в которой как резцовые суппорты, так и бабки с соответствующими патронами и
люнет выстроены в одну линию на одних и тех же салазках, создает определенные
проблемы:
– Когда коленвал удерживается патронами, пространство между основаниями
патронных опор и основанием люнета очень ограничено, по меньшей мере, в тех случаях,
когда обработке подлежат относительно короткие коленвалы, такие как коленвалы,
используемые в автомобилях и грузовиках. Таким образом, для инструментов, которые
должны иметь возможность воздействовать на все участки обрабатываемого коленвала,
основание резцовых суппортов должно быть относительно коротким в продольном
направлении, обеспечивая возможность перемещения каждого резцового суппорта на
достаточное расстояние относительно коленвала с тем, чтобы инструмент мог
взаимодействовать со всеми участками коленвала, подлежащими обработке, не мешая
другому резцовому суппорту (предусмотрено два резцовых суппорта), и не мешая бабкам
или люнету. Эта проблема в еще большей степени проявляется тогда, когда коленвал
должен одновременно обрабатываться двумя инструментами, что часто предпочтительно
с точки зрения производительности. В этом случае такая конструкция с узким основанием
кареток, удерживающих инструменты, то есть их выдвижение на небольшое расстояние в
направлении параллельно салазкам, по которым они перемещаются, влечет за собой
снижение жесткости при кручении и наклоне. Это может негативно сказываться на
точности механической обработки, на качестве обрабатываемой поверхности и даже на
сроке службы инструмента.
– Патроны отходят от соответствующих бабок, выступая за их края на достаточно
большое расстояние. Это необходимо для того, чтобы патроны могли проходить в осевом
направлении через фрезы для обработки внутренних поверхностей настолько, чтобы
можно было получить доступ к патронам для загрузки и выгрузки коленвалов; а также для
того, чтобы фрезы для обработки внутренних поверхностей могли доставать до всех
частей коленвала, подлежащего механической обработке, также вблизи его концов, таким
образом, чтобы резцовые суппорты не мешали патронным опорам. Выдвижение патронов
с выступанием за края их опор дает консольный эффект, что еще больше снижает
жесткость системы, т.е. жесткость, которая особенно приоритетна с учетом больших
усилий резания, оказываемых на коленвал во время выполнения операций по черновому
фрезерованию.
– Еще одна проблема, связанная с конфигурацией, известной из патента US-
4305689-A, заключается в том, что инструменты и коленвал располагаются поверх
салазок, и поэтому стружка, снимаемая с коленвала, большей частью падает на салазки.
Для защиты салазок от горячей стружки поверх салазок необходимо устанавливать
защитные кожухи. Использование таких защитных кожухов известно в данной области
техники. Однако их использование в станках такого типа затруднено, так как кожухи
должны быть втиснуты в относительно ограниченное пространство между основанием
резцовых суппортов, основанием патронных опор и основанием люнета. Даже при
использовании телескопических кожухов было бы сложно вместить их в пространство
между подвижными элементами так, чтобы эти элементы могли перемещаться в любое
требуемое положение, которое они должны занять для механической обработки любой
соответствующей части коленвала; и решение этой задачи может оказаться особенно
проблематичным в ситуациях, когда две фрезы для обработки внутренних поверхностей
одновременно воздействуют на части коленвала, располагающиеся близко друг к другу в
осевом направлении. Это может повлечь за собой риск того, что салазки окажутся не
защищенными от падающей на них стружки. Если возникает такой риск, то не могут быть
использованы современные линейные салазки на шарикоподшипниках; а вместо них
должны будут использоваться устаревшие фрикционные салазки. Металлическая стружка,
снимаемая с заготовки, может падать непосредственно на салазки, вызывая их
мгновенное, неравномерное и частое нагревание, а это может привести к ухудшению
качества салазок, что нежелательно, особенно в станках для высокоточной механической
обработки. Скопление и образование горок стружки также может повлечь за собой
нарушение работы станка.
– Фрезы для обработки внутренних поверхностей обычно заменяются вручную, и
их замена обычно происходит довольно часто. Конфигурация станка, описанного в
патенте US-4305689-A, не облегчает замену фрез для обработки внутренних поверхностей
и не является эргономичной: для получения доступа к фрезам для обработки внутренних
поверхностей оператор вынужден становиться на направляющую систему, где
скапливается и наваливается горками металлическая стружка и опилки; кроме того,
приспособления для отсоединения инструментов располагаются относительно близко в
поверхности направляющей системы, и поэтому оператор вынужден перекладывать
тяжелые предметы в неудобном положении, например, в наклонном положении или на
коленях.
– Кроме того, при прерывании работы станка вследствие поломки оператору
требуется доступ к зоне механообработки для проверки заготовки, патронов и средств их
крепления, люнета и т.п. Доступ к зоне механообработки в станке согласно патенту US-
4305689-A весьма ограничен вследствие того, что люнет, патроны и резцовые суппорты
занимают почти все пространство вдоль салазок, что затрудняет проведение оператором
осмотра и технического обслуживания станка. Это, а также тот факт, что осмотр и
техническое обслуживание должны проводиться в неудобном и стеснительном положении
означает, что для выполнения задачи требуется больше времени. Это негативно
сказывается на производительности.
В патенте US-5078556-A раскрыт станок для механической обработки коленвалов,
снабженный двумя резцовыми суппортами, установленными на разных салазках. Первый
резцовый суппорт перемещается поверх верхней части станины, тогда как второй
резцовый суппорт вместе с передней бабкой и задней бабкой перемещается вдоль
нависающей передней поверхности верхней части станины. Эта конфигурация
способствует устранению некоторых проблем, обусловленных конфигурацией, известной
из патента US-4305689-A: представляется, что это делает менее тесным пространство
между узлами, удерживающими патроны, и стружка будет падать большей частью на
нижнюю часть станины и на транспортёр для удаления стружки, а не на поверхности
салазок. Однако конфигурация станины является сложной, и различные узлы (фрезерная
головка, патронные опоры, узел ротационного протягивания вращающейся заготовки)
установлены на разной высоте относительно пола, что может быть недостатком с
эргономической точки зрения, например, когда необходимо осмотреть или заменить
инструмент и заготовку.
В патенте US-7179029-B2 раскрыта альтернативная конфигурация, в которой два
резцовых суппорта, называемых «крестовыми суппортами», и две бабки установлены на
двух параллельных направляющих системах. Эта конфигурация частично разрешает
проблему недостаточного пространства между основаниями бабок и основаниями
резцовых суппортов, тем самым обеспечивая возможность использования более широких
оснований, то есть, оснований, выдвинутых на большее расстояние в направлении
параллельно салазкам, что увеличивает жесткость. В патенте US-7179029-B2 описано, как
наличие дополнительного пространства также облегчает использование защитных
кожухов. Однако эта система также характеризуется существенными недостатками:
– Патроны располагаются на значительном расстоянии от направляющей системы,
по которой перемещаются бабки с патронами. Это создает консольный эффект, снижая
жесткость системы, т.е. жесткость, которая особенно важна с учетом больших усилий
резания, оказываемых на коленвал во время выполнения операций по черновому
фрезерованию.
– На защитных кожухах и вокруг них может скапливаться стружка, например,
между кожухами на первой и второй направляющих системах и там, где защитные кожухи
на второй направляющей системе упираются в люнет. Это может привести к
повышенному износу и даже заклиниванию телескопических кожухов, люнета и прочего.
Металлические опилки и мелкая стружка могут проникать в пространство под кожухами и
становиться причиной выхода из строя электрических цепей, обычно очень
чувствительных к частицам грязи и металлической стружке.
– Кроме того, конфигурация с одной направляющей системой, параллельной
другой направляющей системе, означает, что станок будет характеризоваться большими
размерами в плоскости, в которой располагаются салазки, а именно размерами,
превышающими, по меньшей мере, в два раза размеры каждой направляющей системы.
Это может затруднить доступ ко всем частям системы с одной стороны.
Краткое раскрытие настоящего изобретения
Первый аспект настоящего изобретения относится к станку для механической
обработки заготовок. Станок содержит первую стойку и вторую стойку, причем первая
стойка и вторая стойка обращены лицом друг к другу вдоль первой горизонтальной оси,
которая может называться также осью Z. Выражение «обращены лицом друг к другу»
означает, что первая стойка и вторая стойка располагаются по существу напротив друг
друга, например, в том смысле, что эти стойки и/или, по меньшей мере, некоторые
установленные на них компоненты, по меньшей мере, частично совпадают друг с другом
в своей проекции вдоль первой горизонтальной оси. Однако это не означает, что они
должны по существу зеркально отображать друг друга. В контексте настоящего документа
термин «стойка», в общем, относится к опорной конструкции, удерживающей, по
меньшей мере, шпиндель и необязательно резцовый суппорт над основанием, таким как
станина или пол. Это не обязательно предполагает «колонновидную форму». Если стойка
выполнена подвижной, то она может также называться кареткой. Стойки предпочтительно
выполнены с возможностью обеспечения устойчивости и жесткости системы, а также
высокоточного позиционирования заготовки относительно инструмента или
инструментов во время механической обработки.
Станок также содержит направляющую систему, предназначенную для
обеспечения направленного перемещения, по меньшей мере, первой стойки и второй
стойки параллельно первой горизонтальной оси (оси Z). В некоторых вариантах
осуществления настоящего изобретения обе стойки выполнены с возможностью
перемещения параллельно первой горизонтальной оси или оси Z таким образом, что их
положение относительно станины и относительно друг друга может регулироваться по
оси Z. В других вариантах осуществления настоящего изобретения только одна из стоек
выполнена с возможностью перемещения вдоль оси Z, тогда как другая стойка является
неподвижной. Использование неподвижной стойки может, например, снизить расходы, но
также и ухудшить эксплуатационную гибкость. Направляющая система может содержать
одни или более направляющих или любое иное приспособление, пригодное для
обеспечения направленного перемещения стоек вдоль оси Z. Во многих вариантах
осуществления настоящего изобретения для перемещения стойки или стоек используются
линейные направляющие на шарикоподшипниках.
Станок также содержит первый резцовый суппорт, выполненный с возможностью
удержания и приведения в действие первого вращающегося инструмента, причем первый
резцовый суппорт установлен на первой стойке и выполнен с возможностью
регулируемого перемещения относительно первой стойки параллельно второй оси,
перпендикулярной первой горизонтальной оси. В некоторых вариантах осуществления
настоящего изобретения первый резцовый суппорт выполнен с возможностью
регулируемого перемещения относительно первой стойки только параллельно второй оси,
то есть только с одной степенью свободы. В некоторых вариантах осуществления
настоящего изобретения первый резцовый суппорт выполнен с возможностью
регулируемого перемещения относительно первой стойки также, по меньшей мере, с
одной дополнительной степенью свободы, например, параллельно дополнительной оси,
например, параллельно третьей оси, перпендикулярной первой горизонтальной оси и
второй оси. Эта конструкция является более сложной, но она может оказаться
предпочтительной в случае использования, например, крупногабаритных и тяжелых
заготовок, поскольку это может, например, позволить обрабатывать заготовку с
эксцентрическими участками по ее окружности без необходимости вращения заготовки.
Во многих вариантах своего осуществления станок дополнительно содержит
второй резцовый суппорт, выполненный с возможностью удержания и приведения в
действие второго вращающегося инструмента, причем второй резцовый суппорт
установлен на второй стойке и выполнен с возможностью регулируемого перемещения
относительно второй стойки параллельно второй оси и/или параллельно третьей оси,
перпендикулярной первой горизонтальной оси. Например, оба резцовых суппорта могут
быть выполнены с возможностью регулируемого перемещения параллельно одной и той
же оси, например, по горизонтали или вертикали или под любым иным углом; или же
один резцовый суппорт может быть выполнен с возможностью регулируемого
перемещения по одной оси, такой как вертикальная ось, а другой резцовый суппорт может
быть выполнен с возможностью регулируемого перемещения по другой оси, такой как
горизонтальная ось. Кроме того, оба резцовых суппорта могут быть выполнены с
возможностью регулируемого перемещения относительно соответствующей стойки
параллельно двум разным осям, то есть каждый из них обладает двумя степенями свободы
относительно соответствующей стойки. Потенциальные преимущества этой более
сложной и дорогостоящей конфигурации указаны выше.
Каждый резцовый суппорт обычно содержит средства удержания и приведения в
действие инструмента с целью обеспечения его вращения. Это не означает, что резцовый
суппорт обязательно включает в себя электродвигатель, который инициирует приводное
движение; этот электродвигатель может располагаться за пределами резцового суппорта,
но соединяться с ним посредством своего рода трансмиссии, известной в данной области
техники. В некоторых вариантах осуществления настоящего изобретения инструментом
служит фреза для обработки внутренних поверхностей. В других вариантах
осуществления настоящего изобретения инструментом служит фреза для обработки
наружных поверхностей. В других вариантах осуществления настоящего изобретения
инструментом служит инструмент для токарно-протяжной обработки. А в некоторых
других вариантах осуществления настоящего изобретения инструментом служит
токарный инструмент, например, револьверная головка, которая может дискретно
устанавливаться в разные положения путем поворота на заданный угол для выполнения
разных операций по обточке. В некоторых вариантах осуществления настоящего
изобретения оба резцовых суппортов содержат инструмент одного типа, например, фрезу
для обработки внутренних поверхностей, фрезу для обработки наружных поверхностей,
инструмент для токарно-протяжной обработки, револьверную головку и тому подобное. В
других вариантах осуществления настоящего изобретения один резцовый суппорт
содержит один тип инструмента, выбранного из списка, включающего в себя, например,
фрезу для обработки внутренних поверхностей, фрезу для обработки наружных
поверхностей, инструмент для токарно-протяжной обработки и револьверную головку; а
другой резцовый суппорт содержит другой тип инструмента, выбранного из этого списка.
Каждый резцовый суппорт установлен на одной из стоек и выполнен с возможностью
регулируемого перемещения относительно стойки с помощью соответствующих салазок и
приводного устройства.
Станок дополнительно содержит первый шпиндель, установленный на первой
стойке, причем первый шпиндель выполнен с возможностью регулируемого перемещения
относительно первой стойки параллельно первой горизонтальной оси. Станок
дополнительно содержит второй шпиндель, установленный на второй стойке. Каждый
шпиндель может содержать патрон или иное аналогичное устройство, удерживающее
конец заготовки. Во многих вариантах осуществления настоящего изобретения второй
шпиндель выполнен с возможностью регулируемого перемещения относительно второй
стойки параллельно первой горизонтальной оси. Это особенно предпочтительно в тех
случаях, когда и на второй стойке также установлен резцовый суппорт, поскольку это
позволяет заготовке смещаться и устанавливаться в определенное положение также и
относительно этого второго резцового суппорта по оси Z. Однако в некоторых вариантах
осуществления настоящего изобретения второй шпиндель может быть неподвижным
относительно второй стойки, в результате чего позиционирование заготовки по оси Z
относительно первого резцового суппорта может осуществляться путем перемещения
первого шпинделя относительно первой стойки и второй стойки относительно первой
стойки параллельно оси Z.
Согласно этому аспекту настоящего изобретения первый шпиндель и второй
шпиндель выполнены с возможностью удержания между собой заготовки и обеспечения
регулируемого вращения заготовки вокруг своей оси, параллельной первой
горизонтальной оси.
Кроме того, станок содержит приводную систему для регулируемого
позиционирования:
– первой стойки относительно второй стойки; и
– первого шпинделя относительно первой стойки, параллельно первой горизонтальной оси. В некоторых вариантах осуществления настоящего изобретения приводная система также сконфигурирована или выполнена с
возможностью регулируемого позиционирования второго шпинделя относительно второй
стойки, например, таким образом, чтобы обеспечить осевое позиционирование заготовки
относительно резцового суппорта, установленного на второй стойке. С точки зрения
производительности может оказаться предпочтительным иметь два резцовых суппорта,
каждый из которых установлен на одной из двух стоек, в результате чего относительное
перемещение стоек и относительное перемещение шпинделей параллельно первой
горизонтальной оси обеспечит возможность одновременной установки обоих
инструментов в требуемое положение в соответствии с выбранными осевыми
положениями заготовки, например, для одновременной мехобработки заготовки в
соответствии с двумя ее разными осевыми положениями.
Согласно этой конфигурации шпиндели располагаются на стойках, причем на
одной из стоек также располагается резцовый суппорт. Как было описано выше, во
многих вариантах осуществления настоящего изобретения предусмотрены два резцовых
суппорта, по одному на каждой из стоек.
Описанная конфигурация обеспечивает повышенную жесткость в сравнении с
системами предшествующего уровня техники. Тот факт, что шпиндель или шпиндели
установлены на стойке или стойках, удерживающих резцовый суппорт или резцовые
суппорты, означает, что узел закрепления заготовки на станке может располагаться очень
близко к соответствующей стойке, что способствует повышению жесткости. Например,
патроны могут располагаться на значительной высоте относительно уровня пола или
станины, но все же достаточно близко к соответствующей стойке, что способствует
повышению жесткости без использования каких-либо дополнительных жестких
конструкций, например, без необходимости перемещения жесткого и высокого люнета по
полу или станине. Патроны могут располагаться на достаточной высоте относительно
уровня пола или станины, используя преимущества устойчивости и жесткости
соответствующей стойки, в том числе, по меньшей мере, одной стойки, удерживающей
инструмент. В стойках могут быть заключены все схемы, вырабатывающие усилия,
которые задействуются при механической обработке. Высота патронов над станиной
может быть выбрана не только с учетом пространства, необходимого для размещения
различных компонентов и обеспечения их перемещения во время мехобработки, но и
таким образом, чтобы обеспечить размещение компонентов, таких как инструменты и
заготовка на высоте, позволяющей оператору проводить осмотр, выполнять различные
манипуляции и/или осуществлять техническое обслуживание в эргономически
комфортных условиях и без какой-либо необходимости в использовании высоких бабок.
Во многих существующих станках заготовка располагается относительно близко к
станине, на небольшой высоте, во избежание снижения жесткости системы,
обусловленного высотой бабок, и/или для уменьшения потребности в повышении
жесткости бабок. Однако такой вариант расположения заготовки близко к станине может
быть неподходящим с эргономической точки зрения. Более того, расположение заготовки
на относительно большой высоте от пола или станины может способствовать сокращению
времени, потребного для ее загрузки или разгрузки, поскольку может существенно
сократиться ход портального загрузчика в вертикальном направлении.
Как было указано выше, в данной области техники известны бабки, направленно
перемещающиеся по полу или станине, которые проявляют, помимо прочего, такой
недостаток, как консольный эффект, особенно заметный в тех случаях, когда заготовка
должна быть закреплена на достаточно большой высоте относительно пола или станины,
по которой направленно перемещаются бабки. Очевидно, что жесткость может быть
повышена за счет использования более жестких бабок, но это влечет за собой
дополнительные расходы и, как правило, делает станок более громоздким. С другой
стороны, поскольку настоящее изобретение максимально эффективно использует
стойку/стойки, удерживающую резцовый суппорт/резцовые суппорты, для размещения
шпинделей на требуемой высоте и для обеспечения устойчивости и жесткости,
соответствующие шпиндели могут характеризоваться относительно небольшими
размерами и относительно небольшой массой, что облегчает их перемещение. Это значит,
что необходимы менее мощные приводные устройства, что аналогичным образом
положительно сказывается на таких аспектах, как стоимость и размеры.
Две стойки могут устанавливаться в требуемое положение относительно друг друга
с использованием направляющей системы, которая обеспечивает перемещение одной или
обеих стоек по первой горизонтальной оси. Таким образом, на полу или станине должна
быть предусмотрено всего одна направляющая система. Дальнейшее позиционирование
заготовки вдоль первой горизонтальной оси для ее установки в требуемое положение по
оси Z относительно инструментов может быть обеспечено путем перемещения шпинделей
относительно их соответствующих опор на стойках. Это дает компактное устройство с
ограниченной занимаемой площадью и облегчает доступ, например, к пространству
между резцовыми суппортами, например, для проведения технического обслуживания
или замены инструментов в эргономически комфортных условиях. Кроме того,
облегчается доступ к заготовке, который может осуществляться также в эргономически
комфортных условиях.
Кроме того, поскольку шпиндели установлены на стойках, нет необходимости в
направляющей системе для этих устройств на станине, ни между стойками, ни
параллельно направляющей системе для стоек. Это влечет за собой возможность
расширения доступного пространства между стойками, что позволяет увеличить
основания стоек в направлении параллельно первой горизонтальной оси, тем самым
повысив жесткость и устойчивость; при этом между стойками может быть оставлено
достаточное пространство для того, чтобы оператор мог получить к нему доступ в
эргономически комфортных условиях и/или для того, чтобы между стойками можно было
установить один или более люнет. С другой стороны, отсутствие второй направляющей
системы под заготовкой позволяет избежать проблем, связанных с падением стружек на
эту вторую направляющую систему, а также с воспрепятствованием ее нормальному
функционированию вследствие падения стружек. Вместо этого под заготовкой может
быть предусмотрено устройство для удаления стружек, такое как транспортёр для
удаления стружки.
Эта конфигурация также обеспечивает эксплуатационную гибкость. Например,
один и тот же станок может быть выполнен с возможностью фрезерования внутренних
поверхностей и наружных поверхностей, ротационного протягивания вращающейся
заготовки и токарной обточки с относительно незначительными доработками, такими как
подгонка или замена резцовых суппортов и/или шпинделей.
Механическая обработка может выполняться путем двухкоординатной
интерполяции между второй осью и осью вращения заготовки, известной в данной
области техники.
В некоторых вариантах осуществления настоящего изобретения первый и/или
второй шпиндели закрепляются с возможностью скольжения на одной из боковых сторон
соответствующей стойки. Такое закрепление шпинделей на боковых сторонах
соответствующих стоек позволяет расположить заготовку сбоку стоек, тем самым снизив
вероятность попадания стружек в пространство между двумя стойками, где стружки могут
мешать нормальному функционированию направляющей системы стоек и/или одного или
более люнета, и где удаление стружек может быть затруднено. Вместо этого, благодаря
такой конфигурации шпинделей, стружки могут падать непосредственно на участок,
специально отведенный для удаления стружек, например, с помощью транспортёра для
удаления стружки.
В некоторых вариантах осуществления настоящего изобретения, по меньшей мере,
один из шпинделей закреплен на соответствующей стойке через промежуточный ползун,
причем указанный промежуточный ползун выполнен с возможностью перемещения
относительно соответствующей стойки параллельно первой горизонтальной оси, а каждый
шпиндель выполнен с возможностью перемещения относительно соответствующего
промежуточного ползуна параллельно первой горизонтальной оси. Таким образом,
эффект нависания может быть минимизирован: максимальный ход шпинделя
относительно стойки является результатом объединения величины хода первого
промежуточного ползуна относительно стойки и величины хода между шпинделем и
первым промежуточным ползуном. Такая телескопическая конфигурация еще больше
повышает жесткость и минимизирует эффект нависания.
В некоторых вариантах осуществления настоящего изобретения станок содержит
множество направляющих, обеспечивающих скользящее перемещение одного или более
шпинделя относительно соответствующей стойки. Таким образом, за счет использования
направляющих на шпинделях и/или стойке и/или необязательного промежуточного
ползуна, а также за счет использования соответствующих приводных устройств,
шпиндели могут занимать точно заданную позицию вдоль оси Z, тем самым обеспечивая
установку заготовки в требуемое положение относительно инструментов.
В некоторых вариантах осуществления настоящего изобретения один или оба
шпинделя закреплены с возможностью скольжения на соответствующих стойках с
помощью крепежных средств, вертикальный выступ которых, по меньшей мере, частично
перекрывается с направляющей системой. Например, направляющие и/или иные средства,
посредством которых шпиндели соединяются со стойками, могут располагаться над
областью, ограниченной, например, направляющими направляющей системы, что
способствует повышению общей жесткости и устойчивости. Например, один или оба
шпинделя или их крепежные средства могут располагаться в углублениях или
аналогичным образом по бокам стоек, например, таким образом, что шпиндели частично
проскальзывают в пределах корпуса стойки. В некоторых вариантах осуществления
настоящего изобретения часть шпинделей и/или крепежных средств, соединяющих
шпиндели со стойками, располагается над направляющими направляющей системы или
над пространством, ограниченным направляющими – или направляющими, наиболее
удаленными от центра, если предусмотрено более двух параллельных направляющих –
направляющей системы. Это может еще больше повысить устойчивость и
минимизировать эффект нависания.
В некоторых вариантах осуществления настоящего изобретения вторая ось
представляет собой вертикальную ось. Эта конфигурация способствует сведению к
минимуму общей площади станка, занимаемой им на горизонтальной плоскости, особенно
в тех вариантах осуществления настоящего изобретения, в которых оба резцовых
суппорта перемещаются параллельно второй оси.
В некоторых вариантах осуществления настоящего изобретения вторая ось
представляет собой вторую горизонтальную ось, перпендикулярную первой
горизонтальной оси. Эта конфигурация способствует сведению к минимуму высоты
станка, особенно в тех вариантах осуществления настоящего изобретения, в которых оба
резцовых суппорта перемещаются параллельно второй оси. Кроме того, может быть
устранена необходимость в противовесах для обеспечения перемещения резцовых
суппортов.
В других вариантах осуществления настоящего изобретения вторая ось
представляет собой ось, которая не является ни вертикальной, ни горизонтальной.
В некоторых вариантах осуществления настоящего изобретения станок
дополнительно содержит по существу вертикальный щит для защиты от стружек,
выполненный с возможностью предотвращения попадания стружек, снимаемых с
заготовки в процессе мехобработки, в пространство между стойками. Это пространство не
обязательно занимает все пространство между стойками, а предпочтительно включает в
себя пространство, где располагаются направляющие устройства, такие как, например,
салазки для перемещения стойки/стоек и/или одного или более люнета. В некоторых
вариантах осуществления настоящего изобретения щит для защиты от стружек
располагается таким образом, что он не мешает основаниям стоек и/или люнетов. В
некоторых вариантах осуществления настоящего изобретения щит для защиты от стружек
представляет собой телескопический или складывающийся «гармошкой» щит для защиты
от стружек, благодаря чему можно изменять его длину по первой горизонтальной оси,
например, в зависимости от смещения стоек и/или люнета параллельно указанной оси.
В некоторых вариантах осуществления настоящего изобретения станок
дополнительно содержит люнет. В контексте настоящего документа термин «люнет»
обозначает опору, удерживающую заготовку в промежуточном положении, то есть в
положении, находящемся между положениями, в которых заготовка удерживается
шпинделями. Во многих вариантах осуществления настоящего изобретения люнет
выполнен с возможностью перемещения параллельно первой горизонтальной оси. В
некоторых вариантах осуществления настоящего изобретения люнет направленно
перемещается по направляющей системе параллельно первой горизонтальной оси между
первой стойкой и второй стойкой. Иначе говоря, в этих вариантах осуществления
настоящего изобретения, например, основание люнета, по меньшей мере, частично
располагается между двумя стойками. Это способствует эффективному использованию
направляющей системы, так как одна и та же направляющая система может быть
использована как для направленного перемещения одной или более стойки, так и для
направленного перемещения люнета. В некоторых других вариантах осуществления
настоящего изобретения люнет перемещается по дополнительной направляющей системе,
например, по дополнительной направляющей системе, которая отстоит на определенное
расстояние от упомянутой выше направляющей системы, предназначенной для
обеспечения направленного перемещения стойки или стоек. Например, вторая
направляющая система может представлять собой направляющую систему,
предусмотренную на продольной боковой поверхности станины, на которую опираются
стойки. За счет этого расширяется свободное пространство между стойками. Например,
такое дополнительное пространство может облегчить установку стандартного люнета с
относительно широким корпусом, что может повысить жесткость зажима,
обеспечиваемого люнетом. В некоторых конфигурациях последнего варианта
осуществления настоящего изобретения люнет сконфигурирован таким образом, что он
может быть перемещен по оси Z из осевого положения с одной стороны инструмента или
резцового суппорта в осевое положение с другой стороны инструмента или резцового
суппорта. Например, для обеспечения такого рода перемещения люнет может быть
выполнен вертикально-выдвижным. Благодаря этому люнет может быть перемещен в
положение между одним из шпинделей и соответствующим резцовым суппортом,
выполняя функцию опоры для заготовки между шпинделем и резцовым суппортом. Эта
необязательная опция может быть полезной для повышения опорной жесткости в тех
случаях, когда инструмент, установленный на первой стойке, служащей опорой для
первого конца заготовки, должен обрезать часть заготовки, положение которой
соотносится с положением противоположного конца заготовки. Это требует отвода
шпинделя, соединенного с первой стойкой, на значительное расстояние для получения
широкого зазора между патроном и инструментом.
По меньшей мере, в некоторых вариантах осуществления настоящего изобретения,
в которых предусмотрен люнет, станок может функционировать, удерживая заготовку с
помощью одного из шпинделей и люнета, не используя для этого другой шпиндель. Это
может оказаться полезным, так как позволяет, например, выполнять мехобработку одного
или обоих концов заготовки или частей, примыкающих к одному или обоим концам
заготовки, не мешая соответствующему инструменту или инструментам и
соответствующему шпинделю.
В некоторых вариантах осуществления настоящего изобретения, по меньшей мере,
один из шпинделей содержит высокомоментный электродвигатель, вращающий
заготовку. В некоторых вариантах осуществления настоящего изобретения оба шпинделя
содержат высокомоментные электродвигатели для синхронизированного вращения
заготовки. Было установлено, что высокомоментные электродвигатели обеспечивают
особые преимущества применительно к станку, описанному выше. Например, было
установлено, что большой крутящий момент при умеренных скоростях и даже при потере
оборотов подходит для фрезерования, при котором заготовка может подвергаться
воздействию больших крутящих моментов. С другой стороны, высокомоментные
электродвигатели подходят для получения компактной конструкции благодаря их
небольшим размерам. С другой стороны, они обеспечивают высокую точность
позиционирования и надлежащее регулирование частоты вращения. Кроме того,
высокомоментные электродвигатели обеспечивают возможность использования
модульной конструкции, облегчающей адаптацию станка к разным видам операций,
например, облегчающей внесение изменений в приводные устройства, необходимые и
уместные для подгонки конструкции базового станка с тем, чтобы можно было
переходить с одной конфигурации на другую, например, для фрезерования внутренних
поверхностей, для фрезерования наружных поверхностей, для ротационного протягивания
вращающейся заготовки и/или для токарной обработки.
В некоторых вариантах осуществления настоящего изобретения резцовые
суппорты снабжены фрезами для обработки внутренних поверхностей.
В некоторых вариантах осуществления настоящего изобретения станок выполнен с
возможностью механической обработки валов с эксцентрическими участками, таких как
коленвалы.
Еще один аспект настоящего изобретения относится к способу механической
обработки заготовки, который включает в себя:
загрузку заготовки в станок согласно описанию, представленному выше, таким
образом, чтобы заготовка удерживалась шпинделями;
установку заготовки в требуемое положение относительно, по меньшей мере,
одного инструмента станка по первой горизонтальной оси путем перемещения, по
меньшей мере, одной стойки параллельно первой горизонтальной оси и путем
перемещения, по меньшей мере, одного из шпинделей относительно соответствующей
стойки параллельно первой горизонтальной оси;
механическую обработку заготовок, включая перемещение, по меньшей мере,
одного резцового суппорта перпендикулярно первой горизонтальной оси и вращение
заготовки вокруг оси, параллельной первой горизонтальной оси, для обеспечения
взаимодействия инструмента или инструментов с разными окружными участками
заготовки (по окончании мехобработки заготовки в соответствии с одним или двумя ее
осевыми положениями – в зависимости от того, используется ли одновременно один или
два инструмента – заготовка может быть повторно установлена в требуемое положение
относительно инструментов по оси Z, после чего следует переход к следующей стадии
мехобработки и т.д., то есть механическая обработка и перемещения по оси Z между
инструментами и заготовкой могут повторяться до тех пор, пока не будет полностью
завершена механическая обработка заготовки в соответствии с программой станка); и
извлечение заготовки из станка.
В некоторых вариантах осуществления настоящего изобретения загрузка заготовки
в станок включает в себя, по меньшей мере, одно перемещение шпинделя параллельно
первой горизонтальной оси для осевого зажатия заготовки между шпинделями. Как было
указано выше, тип легких шпинделей, которые могут быть встроены в конструкцию
благодаря описанной компоновке станка, облегчает быструю загрузку, что обусловлено
горизонтальным перемещением между заготовкой и патронами вместо вертикальной или
радиальной загрузки, иногда используемой в данной области техники. Это обеспечивает
важные преимущества. Во многих станках предшествующего уровня техники патроны
должны быть выполнены с радиальными каналами и/или содержать специальные опоры
для вертикальной загрузки, которые зачастую должны соответствовать заготовке
конкретного типа, такой как коленвал определенной модели. Это влечет за собой
повышение расходов вследствие необходимости иметь в наличии разные комплекты опор
и/или патронов, то есть, например, один комплект опор и/или патронов для каждого типа
обрабатываемых заготовок, например, один комплект опор для каждой модели
коленвалов. С другой стороны, этот тип патронов с опорами в сборе под конкретные
заготовки имеет недостаток, состоящий в том, что каждое изменение типа заготовки,
например, переход с одной модели коленвала на другую требует существенной подгонки
или замены патронов и/или опор. Эти недостатки могут быть устранены с помощью
настоящего изобретения, во многих вариантах осуществления которого могут быть
использованы универсальные патроны, в которые могут вставляться заготовки разных
типов, такие как коленвалы различных моделей, например, с их осевым зажатием при
перемещении одного или обоих шпинделей по оси Z без необходимости использования
каких-либо дополнительных опор под заготовки конкретного типа, часто используемых в
данной области техники. Таким образом, переход с заготовки одного типа на заготовку
другого типа может осуществляться с минимальными изменениями оснастки. Таким
образом, конфигурация согласно настоящему изобретению может помочь сэкономить
средства и повысить эксплуатационную гибкость, что позволяет адаптировать станок под
заготовки разного типа путем внесения изменений в программу, а не в оборудование. Это
дает особенно большой эффект в установках, где относительно часто меняется тип
обрабатываемых заготовок. Кроме того, этот аспект настоящего изобретения облегчает
использование патронов простой конструкции по существу без радиальных каналов и/или
без дополнительных опор под заготовки конкретного типа, что снижает риск отказов
вследствие скопления стружки.
Еще один аспект настоящего изобретения относится к способу перевода станка
согласно описанию, представленному выше, из первой конфигурации во вторую
конфигурацию или наоборот, причем первая конфигурация представляет собой
конфигурацию для фрезерования наружной поверхности и/или внутренней поверхности
заготовки, а вторая конфигурация представляет собой конфигурацию для ротационного
протягивания вращающейся заготовки и/или токарной обточки заготовки. Этот способ
включает в себя стадию замены, по меньшей мере, части электродвигателя одного из
шпинделей или обоих шпинделей для изменения характеристики шпинделя по частоте
вращения; причем электродвигатель представляет собой электродвигатель для вращения
заготовки. Как было указано выше, компоновка станка согласно настоящему изобретению
может облегчить его перевод из одной конфигурации в другую таким образом, что один и
тот же базовый станок может быть адаптирован к переводу из одной конфигурации в
другую для фрезерования внутренних поверхностей, фрезерования наружных
поверхностей, ротационного протягивания вращающейся заготовки и выполнения иных
видов обработки путем внесения относительно небольших изменений. Это может
потребовать замены таких частей, как патроны и/или инструменты и/или изменения
положения узлов, например, изменения положения шпинделей по вертикальной оси.
Применительно к шпинделям перевод станка из одной конфигурации в другую,
например, для фрезерования внутренних поверхностей и наружных поверхностей, может
выполняться в некоторых вариантах осуществления настоящего изобретения без
изменения конфигурации шпинделей как таковых. Однако переключение между
конфигурацией для фрезерования внутренних и наружных поверхностей и
конфигурацией, пригодной для токарной обточки или ротационного протягивания
вращающейся заготовки, может потребовать в некоторых вариантах осуществления
настоящего изобретения внесения более существенных изменений в шпиндели, например,
в том, что касается частоты вращения электродвигателей, используемых для вращения
заготовки. Например, для фрезерования внутренней или наружной поверхности заготовки
она должна вращаться на относительно малых оборотах и с прецизионным числовым
регулированием углового положения. И наоборот, для ротационного протягивания
вращающейся заготовки или токарной обточки заготовка, как правило, должна вращаться
на намного более высоких оборотах, но без прецизионного регулирования углового
положения. Кроме того, требования по крутящему моменту для фрезерования и для
ротационного протягивания вращающейся заготовки или токарной обточки могут быть
разными. Таким образом, если говорить в общем, то применительно к шпинделю
электродвигатель, пригодный для вращения заготовки при фрезеровании, может не
подойти для ротационного протягивания вращающейся заготовки или токарной обточки и
наоборот.
Поэтому для приведения во вращение заготовки может оказаться необходимой или
предпочтительной замена электродвигателя или, по меньшей мере, его части. С этой
целью в некоторых вариантах осуществления настоящего изобретения электродвигатель
располагается на заднем конце шпинделя напротив конца, удерживающего патрон,
благодаря чему электродвигатель или его часть может быть легко снята с заднего конца,
например, без съема основного вала шпинделя, то есть без съема вала, на котором
установлен патрон. В некоторых вариантах осуществления настоящего изобретения этот
вал может опираться на подшипники, пригодные для обеспечения вращения и на высоких,
и на малых оборотах, то есть отвечающие требованиям и фрезерования, и токарной
обработки или ротационного протягивания вращающейся заготовки. Таким образом,
применительно к конфигурации шпинделей адаптация оснастки для преобразования
фрезерного станка, например, в станок для ротационного протягивания вращающейся
заготовки или наоборот может быть по существу ограничена заменой электродвигателя
или его части и, при необходимости, патронов. Замена электродвигателя на заднем конце
шпинделя, то есть на конце, противоположном патрону, во многих вариантах
осуществления настоящего изобретения может быть реализована без особого труда и даже
еще легче, если используется высокомоментный электродвигатель.
Изменение конфигурации обычно предусматривает замену инструментов (фрез для
обработки наружных поверхностей, фрез для обработки внутренних поверхностей,
инструментов для ротационного протягивания вращающейся заготовки или токарной
обточки) и/или патронов. В некоторых вариантах осуществления настоящего изобретения
может также потребоваться замена электродвигателей, приводящих в действие
инструменты.
Краткое описание фигур
Для завершения описания и обеспечения более глубокого понимания сущности
настоящего изобретения прилагается комплект чертежей. Указанные чертежи являются
неотъемлемой частью описания и иллюстрируют некоторые варианты осуществления
настоящего изобретения, которые не должны рассматриваться как ограничивающие объем
заявленного изобретения, а лишь как пример того, как заявленное изобретение может
быть реализовано. Чертежи содержат следующие фигуры, где:
На фиг. 1 представлено перспективное изображение станка согласно первому
варианту осуществления настоящего изобретения.
На фиг. 2 показан вид сверху станка согласно первому варианту осуществления
настоящего изобретения.
На фиг. 3A и 3B представлены, соответственно, перспективное изображение и вид
сзади части станка согласно первому варианту осуществления настоящего изобретения,
включая приводное устройство шпинделя.
На фиг. 4 представлено перспективное изображение, схематически
иллюстрирующее один из способов, которым может быть реализован транспортёр для
удаления стружки.
На фиг. 5A и 5B представлены два перспективных изображения станка согласно
одному из вариантов осуществления настоящего изобретения, схематически
иллюстрирующие доступ к инструментам, например, для технического обслуживания.
На фиг. 6A и 6B схематически проиллюстрирован перевод станка согласно
первому варианту осуществления настоящего изобретения из конфигурации для
фрезерования внутренних поверхностей в конфигурацию фрезерования наружных
поверхностей.
На фиг. 7A схематически показан патрон первого типа, приспособленный для
вертикальной загрузки заготовок.
На фиг. 7B схематически показан патрон второго типа.
На фиг. 7C схематически показан патрон третьего типа.
На фиг. 7D схематически показан патрон четвертого типа.
На фиг. 8A-8C схематически проиллюстрирована загрузка коленвала в станок
согласно одному из вариантов осуществления настоящего изобретения с использованием
патрона второго типа.
На фиг. 9A и 9B представлены, соответственно, перспективное изображение и вид
сзади станка согласно второму варианту осуществления настоящего изобретения.
На фиг. 10A и 10B представлены, соответственно, перспективное изображение и
вид сзади станка согласно третьему варианту осуществления настоящего изобретения.
На фиг. 10C-10E представлены перспективные изображения варианта
осуществления настоящего изобретения, показанного на фиг. 10A и 10B,
иллюстрирующие перемещения люнета между разными положениями по оси Z.
На фиг. 11A и 11B представлены, соответственно, перспективное изображение и
вид сверху станка согласно четвертому варианту осуществления настоящего изобретения.
На фиг. 12 представлено перспективное изображение станка согласно пятому
варианту осуществления настоящего изобретения.
На фиг. 13 представлен схематический вид продольного поперечного сечения
шпинделя, который может быть использован в одном из вариантов осуществления
настоящего изобретения.
Подробное раскрытие настоящего изобретения
Согласно первому варианту осуществления настоящего изобретения, показанному
на фиг. 1 и 2, станок содержит две стойки 1 и 2, выполненные с возможностью
перемещения по направляющим 31 направляющей системы 3, которая располагается на
станине 4. Первая стойка 1 приводится в движение по направляющим 31 с помощью
первого приводного устройства 32, а вторая стойка 2 приводится в движение по
направляющим 31 с помощью второго приводного устройства 33. Кроме того,
предусмотрен люнет 5, который также выполнен с возможностью перемещения по
направляющим 31 направляющей системы, и который приводится в движение с помощью
третьего приводного устройства 34. Могут быть использованы приводные устройства
любого типа при условии, что они обеспечивают регулируемое перемещение и установку
стоек и люнета в требуемое положение вдоль направляющей системы. Например, в
некоторых вариантах осуществления настоящего изобретения могут быть использованы
шарико-винтовые пары, приводимые в действие электродвигателями, такими как
сервомоторы. Например, могут быть использованы линейные или роторные двигатели.
Направляющая система 3 и приводные устройства выполнены с возможностью
регулируемого перемещения и установки стоек 1 и 2 и люнета 5 в требуемое положение
параллельно первой горизонтальной оси, называемой в настоящем документе осью Z.
Первая стойка 1 приводится в движение по оси Z1 станка, вторая стойка 2 приводится в
движение по оси Z2 станка, а люнет приводится в движение по оси Z5 станка, что
схематически показано на фиг. 1. Для перемещения стоек и/или люнета параллельно оси Z
могут быть использованы линейные салазки на шарикоподшипниках.
Первая стойка служит опорой для первого резцового суппорта 11, который
выполнен с возможностью перемещения по оси Y1 станка параллельно вертикальной оси,
называемой в настоящем документе осью Y. Резцовый суппорт 11 направленно
перемещается по направляющим 16 и приводится в движение по вертикали приводным
устройством 17, например, электродвигателем и шарико-винтовой парой. Аналогичным
образом второй резцовый суппорт 21 располагается на второй стойке 2, направленно
перемещается по направляющим 26 и приводится в движение приводным устройством 27
для перемещения и установки в требуемое положение по оси Y2 станка также
параллельно вертикальной оси Y. В проиллюстрированном варианте осуществления
настоящего изобретения каждый резцовый суппорт содержит фрезу 12 или 22,
предназначенную для обработки внутренней поверхности заготовки 1000. В
проиллюстрированном варианте осуществления настоящего изобретения заготовкой 1000
служит коленвал. Каждый из инструментов 12 и 22 выполнен с возможностью вращения
вокруг соответствующей оси S1 или S2 станка, что схематически проиллюстрировано на
фиг. 1. В этом варианте осуществления настоящего изобретения каждая стойка
дополнительно содержит противовесное устройство, такое как гидравлический
противовес 17A или 27A, помогающее приводному устройству 17 или 27 перемещать
резцовые суппорты по вертикали.
Каждая стойка также служит опорой для одного из шпинделей 13 и 23, который
выполнен с возможностью перемещения по соответствующей оси Z3 или Z4 станка
параллельно оси Z. В этом варианте осуществления настоящего изобретения приводные
устройства 18 и 28, предназначенные для приведения в движение шпинделей параллельно
оси Z, располагаются под соответствующими шпинделями 13 и 23 на соответствующих
опорах 183 и 283. Каждый из шпинделей 13 и 23 содержит патрон или аналогичное
приспособление для захвата и удержания конца заготовки 1000 и одно из приводных
устройств 138 и 139 (см. фиг. 13) для вращения патрона вокруг соответствующей оси C1
или C2 станка, что схематически показано на фиг. 1. В этом варианте осуществления
настоящего изобретения оба шпинделя содержат приводные устройства 138 и 139 для
вращения соответствующих патронов таким образом, чтобы минимизировать крутящие
усилия во время вращения и мехобработки заготовки 1000. Для вращения патронов могут
быть использованы высокомоментные электродвигатели.
Для минимизации нависания шпинделей 13 и 23 над местом их закрепления на
соответствующих стойках 1 и 2 шпиндели 13 и 23 прикрепляются к соответствующим
стойкам 1 и 2 через промежуточные ползуны 14 и 24, которые выполнены с
возможностью перемещения относительно соответствующих стоек 1 и 2 параллельно оси
Z; при этом каждый из шпинделей 13 и 23 выполнен с возможностью перемещения
относительно соответствующего промежуточного ползуна 14 или 24 параллельно оси Z. В
этом варианте осуществления настоящего изобретения для обеспечения скользящего
перемещения промежуточных ползунов 14 и 24 относительно соответствующих стоек 1 и
2 и для обеспечения скользящего перемещения шпинделей 13 и 23 относительно
соответствующих промежуточных ползунов 14 и 24 предусмотрены направляющие 15 и
25, схематически показанные на фиг. 2. Иначе говоря, для перемещения шпинделей
относительно соответствующих стоек предусмотрена своего рода телескопическая
система. В других вариантах осуществления настоящего изобретения могут быть
использованы иные средства обеспечения телескопического перемещения шпинделя
относительно соответствующей стойки. Кроме того, хотя была применена
двухступенчатая телескопическая система, в других вариантах осуществления настоящего
изобретения может быть использовано более двух ступеней.
Кроме того, в этом варианте осуществления настоящего изобретения станок
содержит вертикальный щит 6 для защиты от стружек (не показан на фиг. 1, но
схематически проиллюстрирован, например, на фиг. 5A и 6A) телескопического или
складного типа, который изменяет свою конфигурацию в соответствии с перемещением
люнета 5 и стоек 1 и 2 параллельно оси Z. Как показано, например, на фиг. 5A и 6A, этот
щит 6 для защиты от стружек предотвращает попадание стружек, образующихся в
процессе мехобработки заготовки 1000, в пространство с другой стороны щита для
защиты от стружек, где расположены, например, направляющие 31 направляющей
системы, снижая тем самым риск воспрепятствования нормальному функционированию
направляющей системы 3 за счет образующейся стружки. Это означает, что подходящим
вариантом устройства для обеспечения направленного перемещения стоек и/или люнета
по направляющим 31 могут служить современные линейные салазки на
шарикоподшипниках, несмотря на тот факт, что такие салазки обычно чувствительны к
стружке.
Кроме того, на фиг. 5A и 6A показано, каким образом могут быть выполнены
дополнительные щиты 61 и 62 для защиты от стружек с целью предотвращения попадания
стружек, образующихся в процессе мехобработки заготовки 1000, на компоненты,
посредством которых шпиндели 13 и 23 соединены с соответствующими стойками 1 и 2.
На фиг. 3A и 3B схематически показано, что приводное устройство шпинделя 23
может включать в себя электродвигатель 281, предназначенный для перемещения
шпинделя параллельно оси Z с помощью шарико-винтовой пары 282. Однако может быть
предусмотрено любое иное приводное устройство, пригодное для использования.
Приводное устройство располагается на опоре 283. На фиг. 3B также показано
двухступенчатое телескопическое соединение между шпинделем 23 и стойкой 2 в виде
промежуточного ползуна 24 и направляющих 25. Кроме того, на фиг. 3A схематически
изображено приводное устройство 222 для приведения в действие вращающегося
инструмента 22.
На фиг. 4A и 4B схематически показано, что в состав станка согласно этому
варианту осуществления настоящего изобретения может быть включен транспортер для
удаления стружки. Вдоль одной из сторон станка может располагаться конструкция 71 в
виде лотка, которая подает стружку, снимаемую с заготовки в процессе мехобработки, на
первый транспортер 72 для удаления стружки, выполненный с возможностью переноса
стружки на второй транспортер 73 для удаления стружки, расположенный на конце
станка. Первый транспортер 72 для удаления стружки закрыт решетчатой платформой
(Tramex) с тем, чтобы стружки могли падать на транспортер, когда на этой платформе
стоит оператор, выполняя различные ручные операции в зоне мехобработки, такие как
замена инструментов.
Из фиг. 1 и 2 становится понятен принцип расположения на двух стойках резцовых
суппортов 11 и 21 и шпинделей 13 и 23, которые могут устанавливаться в требуемое
положение относительно друг друга с помощью направляющей системы 3, посредством
которой одна или обе стойки перемещаются параллельно оси Z. Таким образом, потребна
лишь одна направляющая система 3, устанавливаемая на станине 4. Из фиг. 1 и 2 также
понятно, что осевое положение заготовки относительно инструментов 12 и 22
определяется комбинированием положения стоек и положения шпинделей по оси Z, то
есть осями Z1, Z2, Z3 и Z4 станка. Из фиг. 1 и 2 также понятно, что станок занимает
относительно небольшую площадь на горизонтальной плоскости, что облегчает доступ,
например, к пространству между резцовыми суппортами, например, для проведения
технического обслуживания или замены инструментов в эргономически удобных
условиях.
Это схематически проиллюстрировано на фиг. 5A и 5B. Например, для проведения
технического обслуживания или замены инструмента 22 люнет 5 может быть переведен в
положение ближе к другому инструменту 12, что схематически показано на фиг. 5B,
вследствие чего остается много свободного места, чтобы оператор мог встать перед
инструментом 22.
Кроме того, из фиг. 1 понятно, насколько облегчен доступ к заготовке 1000, и что
он может осуществляться в эргономически комфортных условиях сбоку станка. Из фиг. 1
также понятно, что отсутствие каких-либо шпинделей между стойками обеспечивает
более чем достаточное пространство для стоек и люнета на направляющей системе 3.
Также понятно, что стружки, образующиеся в процессе механической обработки
заготовки, будут падать непосредственно на очень ограниченный участок станины, и не
попадать в зону, где располагаются направляющие 31. Из фиг. 4A и 4B понятно, каким
образом устроен транспортер для удаления стружки, снимаемой с заготовки во время
мехобработки.
На фиг. 6A и 6B схематически показано, как станок, проиллюстрированный на фиг.
1 и 2, может быть переведен из конфигурации для фрезерования внутренних поверхностей
в конфигурацию для фрезерования наружных поверхностей путем подгонки или замены
резцовых суппортов 11 и 21 под фрезы 12 и 22 для обработки внутренних поверхностей
резцовыми суппортами 11A и 21A под фрезы 12A и 22A для обработки наружных
поверхностей. Кроме того, шпиндели 13 и 23 переведены в более низкое положение на
соответствующих стойках 1 и 2, а опоры 183 и 283 для приводных устройств шпинделей
заменены опорами 183A и 283A, адаптированными к этому новому положению
шпинделей по оси Y. Может потребоваться дополнительная подгонка люнета, чтобы его
устройство захвата можно было установить в соответствии с новым положением
заготовки, т.е. ближе к станине 4. Иначе говоря, для фрезерования как внутренних, так и
наружных поверхностей может быть использована конструкция базового станка и даже
приводной блок инструментов. Станок может быть также приспособлен под ротационное
протягивание вращающейся заготовки или токарную обточку; в данном случае уместна
общая компоновка, показанная на фиг. 6B. По существу необходимо лишь заменить
инструмент или резцовые суппорты. Кроме того, может потребоваться замена приводного
устройства (включающего в себя, например, высокомоментный электродвигатель с
ротором 138 и статором 139, которые схематически показаны на фиг. 13) для вращения
заготовки вокруг осей C1 и C2 с целью повышения частоты вращения; и может
потребоваться замена или подгонка приводного устройства 222, приводящего в действие
инструменты, чтобы адаптировать его к вращению инструмента для ротационного
протягивания вращающейся заготовки вокруг осей S1 и S2.
В проиллюстрированном варианте осуществления настоящего изобретения обе
стойки выполнены с возможностью перемещения параллельно оси Z. В некоторых
альтернативных вариантах осуществления настоящего илюнетзобретения с возможностью
перемещения выполнена лишь одна из стоек, а другая выполнена неподвижной. Это
может служить недостатком в плане эксплуатационной гибкости, но обеспечивать
преимущество, например, в плане себестоимости.
На фиг. 7A показан патрон 1300 шпинделя, приспособленный для вертикальной
загрузки. Патроны 1300 этого типа с радиальным каналом 1301 для вставки заготовки
подходят для вертикальной загрузки заготовок, таких как, например, коленвалы и хорошо
известны в данной области техники. Однако, хотя радиальный канал 1301 может
упрощать загрузку, он также порождает проблему, связанную с тем, что во время
мехобработки в него могут попадать стружки. Это создает риск заклинивания. В
некоторых вариантах осуществления настоящего изобретения предпочтительно
использовать патроны без такого рода канала, например, патроны 130 и 130A, показанные
на фиг. 7B и 7C. В этом случае по существу отсутствие каналов и полостей снижает риск
скопления стружки и возникновения сопутствующих проблем. Кроме того, как это
описано ниже, использование простых универсальных патронов такого рода может
обеспечить дополнительные преимущества.
На фиг. 8A-8C проиллюстрировано, как в станок согласно одному из вариантов
осуществления настоящего изобретения может быть загружена заготовка 1000. Робот или
портальный загрузчик 8 устанавливает заготовку в такое положение, что она
выравнивается по оси с патронами 130 и 230 соответствующих шпинделей, как это
показано на фиг. 8A. После этого за счет относительного перемещения патрона 230 и
портального загрузчика 8 (например, путем перемещения патрона 230 и его шпинделя 23,
как это схематически показано на фиг. 8B, или путем перемещения портального
загрузчика 8) обеспечивается выравнивание заготовки относительно центрирующего
штифта 231 одного из патронов 230. Далее или одновременно заготовка устанавливается
напротив центрирующего штифта 131 другого патрона (например, путем смещения
патрона 130 по горизонтали, как это схематически показано на фиг. 8C). В
проиллюстрированном варианте осуществления настоящего изобретения центрирующий
штифт 131 подпружинен для компенсации возможных незначительных отклонений по
длине между коленвалами одной модели, а также для обеспечения заданного осевого
усилия прижатия. В других вариантах осуществления настоящего изобретения оба
центрирующих штифта выполнены неподвижными, а компенсация отклонений по длине и
регулирование осевого усилия прижатия могут быть реализованы за счет числового
программного управления перемещением одного или обоих шпинделей. Например, для
прецизионного регулирования осевого усилия прижатия может быть использовано точное
измерение и регулирование крутящего момента на приводах по осям Z3 и/или Z4.
Операция такого рода может быть особенно легко реализована в станках согласно
вариантам осуществления настоящего изобретения благодаря числовому программному
управлению перемещением шпинделей и потому, что патроны могут составлять часть
относительно небольших и легких шпинделей, что облегчает быстрое перемещение
одного или обоих шпинделей, например, для осуществления быстрых перемещений по
горизонтали, аналогичных тем, которые схематически проиллюстрированы на фиг. 8B и
8C.
Во многих станках предшествующего уровня техники, приспособленных для
вертикальной загрузки заготовок, предусмотрено использование сложных патронов,
например, похожих на патрон, показанный на фиг. 7A, который снабжен каналом 1301 для
вертикальной загрузки. Дополнительно или в качестве альтернативного варианта
некоторые патроны предшествующего уровня техники могут включать в себя
специальные опоры для удержания заготовки в положении, которое соответствует
вертикальной загрузке. Такие патроны с опорами в сборе обычно приспособлены под
конкретный тип заготовок. Как было указано выше, это влечет за собой определенные
недостатки в том плане, что необходимо обеспечить наличие пар специальных опор или
патронов под любой тип заготовок, подлежащих механической обработке; а также в плане
времени, необходимого для подгонки станка под разные типы заготовок, например, путем
замены опор или даже патронов. Настоящее изобретение облегчает загрузку заготовок,
предусматривая их осевой прижим путем перемещения шпинделей по оси Z (Z3 и/или Z4)
с помощью числового программного управления, что – в свою очередь – уменьшает
потребность в специальных опорах и/или облегчает использование более универсальных
патронов, таких как патрон, показанный на фиг. 7B, который обеспечивает возможность
вставки заготовок самого разного типа, таких как коленвалы целого ряда моделей.
Переход с коленвала одной модели на коленвал другой модели может быть затем
осуществлен с минимальными изменениями конфигурации технических средств
(например, путем замены центрирующих штифтов и, при необходимости, зажимных
кулачков) без необходимости полной замены опор и/или патронов. Правильнее сказать,
что полгонка может быть в значительной мере основана на программных изменениях, то
есть на изменениях в программе, управляющей перемещением шпинделей по оси Z3/Z4 в
процессе загрузки.
Следует также отметить, что в автоматических станках, аналогичных тем, которые
представлены во многих вариантах осуществления настоящего изобретения, иногда
требуется ручная загрузка заготовок. Таким образом, патрон может обладать признаками,
обеспечивающими возможность временного прикрепления к патронам дополнительных
опор под заготовки для ручной загрузки. В патроне, проиллюстрированном на фиг. 7B,
для подсоединения таких опор обычно могут быть использованы схематически
показанные каналы и углубления 132 и резьбовые отверстия 133.
Патрон, показанный на фиг. 7B, может представлять собой так называемый
самокомпенсирующийся патрон, пригодный для использования, например, с коленвалами,
фланец и концы которых еще не были подвергнуты механической обработке. В данном
случае зажимные кулачки 134, которые удерживают конец вала, выполнены плавающими,
за счет чего компенсируются отклонения в расстоянии между поверхностью и точкой, где
вставляется центрирующий штифт.
На фиг. 7C представлен патрон 130A другого типа, который может быть
использован в станке согласно настоящему изобретению. Патрон 130A характеризуется
простой конструкцией и отсутствием радиального канала, такого как у патрона,
показанного на фиг. 7A; а также не снабжен опорой того типа, который используется во
многих станках предшествующего уровня техники и предназначен для удержания
заготовки во время загрузки. Патрон 130A, показанный на фиг. 7C, включает в себя
центрирующий штифт 131A и зажимные кулачки 134A. Однако в отличие от патрона,
показанного на фиг. 7B, эти кулачки представляют собой так называемые
самоцентрирующиеся кулачки. Таким образом, патрон такого типа может
предпочтительно использоваться в тех случаях, когда заготовка поступает на станок с
концами, уже подвергнутыми механической обработке.
На фиг. 7D проиллюстрирован патрон четвертого типа, а именно патрон 130B с
отводимыми кулачками, пригодный для ротационного протягивания вращающейся
заготовки. Как показано на фиг. 7D, центрирующий штифт 131B выступает на
значительное расстояние от лицевой поверхности основания патрона с тем, чтобы
заготовка отстояла на значительное расстояние от этой поверхности. Зажимные кулачки
134B располагаются таким образом, чтобы они могли оказывать избирательное давление
для захвата конца заготовки, что проиллюстрировано кулачком 134B на фиг. 7D, или
убираться в отведенное положение, схематически проиллюстрированное и обозначенное
позицией 134B’. Таким образом, при необходимости зажимные кулачки могут быть
отведены в положение 134B’, обеспечивая возможность обработки соответствующей
части заготовки (таким образом, на определенной стадии мехобработки заготовка
удерживается зажимными кулачками лишь с одного из ее концов). Одна из проблем,
связанная с этими самокомпенсирующимися патронами, снабженными отводимыми
кулачками, заключается в том, что сложно снабдить их опорами того типа, который часто
используется в данной области техники для удержания заготовок во время их загрузки
согласно описанию, представленному выше. Таким образом, в некоторых станках
предшествующего уровня техники на бабках устанавливаются поворотные опоры,
которые поворачиваются в требуемое положение для удержания заготовки во время ее
загрузки. Однако это существенно усложняет конструкцию станка. Таким образом, тот
факт, что настоящее изобретение делает эти опоры необязательными, может служить
дополнительным преимуществом.
В некоторых вариантах осуществления настоящего изобретения патроны могут
включать в себя средства детектирования наличия заготовки, например, с использованием
для этого центрирующих штифтов. Например, центрирующие штифты или один из
центрирующих штифтов может содержать отверстие, обеспечивающего возможность
прохождения через него воздуха с тем, чтобы присутствие заготовки можно было выявить
путем продувки.
На фиг. 9A и 9B схематически проиллюстрирован второй вариант осуществления
настоящего изобретения. В этом варианте шпиндели 13 и 23 располагаются в
соответствующих боковых углублениях 101 и 201 в стойках таким образом, что, по
меньшей мере, часть крепежного приспособления для прикрепления соответствующего
шпинделя к соответствующе стойке расположена поверх или в пределах области,
ограниченной направляющими 31 направляющей системы. Например, как показано на
фиг. 9B, салазки 25, посредством которых промежуточный ползун 24 прикреплен к стойке
2, расположены над направляющими 31 направляющей системы. Такой тип компоновки
способствует дополнительному повышению жесткости. На фиг. 9A и 9B приводные
устройства для установки шпинделей в требуемое положение по горизонтали
относительно стоек не показаны. Надлежащее размещение таких приводных устройств
входит в объем настоящего изобретения. Например, приводные устройства могут
располагаться приблизительно так, как это показано на фиг. 1 и 2.
На фиг. 10A и 10B схематически проиллюстрирован третий вариант осуществления
настоящего изобретения, аналогичный варианту, показанному на фиг. 9A и 9B, за
исключением того, что люнет 5 снабжен своей собственной направляющей системой,
содержащей направляющие 51, установленные на боковой поверхности станины 4.
Приводное устройство 34 для приведения в движение люнета 5 параллельно оси Z в этом
варианте осуществления расположено в углублении 41, которое выполнено сбоку станины
4. Эта конфигурация может служить для того, чтобы оставить еще больше свободного
пространства между стойками 1 и 2.
Кроме того, такая конфигурация облегчает смещение люнета в осевом направлении
за пределы одного или обоих резцовых суппортов. Например, как это схематически
показано на фиг. 10C-10E, люнет или его часть может быть выполнена с возможностью
перемещения перпендикулярно оси Z таким образом, что люнет больше не будет
перекрываться с резцовым суппортом по оси Z. Например, люнет может содержать
захватную часть 52, которая взаимодействует с заготовкой и выполнена с возможностью
перемещения по вертикали таким образом, что она может, как это схематически показано
на фиг. 10C-10D, опускаться ниже резцовых суппортов 11 и 21, обеспечивая возможность
перемещения люнета из положения между резцовыми суппортами (как это показано на
фиг. 10C) в положение, в котором он оказывается за пределами одного или обоих
резцовых суппортов (как показано на фиг. 10E) между шпинделем 13/23 и
соответствующим резцовым суппортом 11/21. Например, показанное на фиг. 10E
положение может оказаться предпочтительным в тех случаях, когда инструмент,
установленный в резцовом суппорте 21, который располагается на второй стойке 2,
должен взаимодействовать с частью заготовки, удаленной от конца заготовки, который
удерживается шпинделем 23, установленном на той же стойке 2. Это требует перевода
шпинделя 23 в отведенное положение, и в этом случае люнет может оказаться полезным
для обеспечения опоры под заготовку между патроном 230 второго шпинделя 23 и
инструментом, установленным в резцовом суппорте 21. Схема расположения люнета,
направленно перемещающегося за пределами направляющей системы двух стоек, может
облегчить такого рода позиционирование люнета, то есть установку люнета в требуемое
положение по оси Z избирательно в пределах и за пределами пространства между
резцовыми суппортами.
На фиг. 11A и 11B схематически проиллюстрирован четвертый вариант
осуществления настоящего изобретения, в котором резцовые суппорты выполнены с
возможностью перемещения в горизонтальном направлении параллельно оси Z системы
по осям X1 и X2 станка. Такая компоновка способствует уменьшению габаритной высоты
станка. Кроме того, и поскольку перемещение резцовых суппортов в вертикальном
направлении может обеспечить определенные преимущества, могут потребоваться
системы противовесов, такие как гидравлические системы противовесов на каждой
стойке, помогающие электродвигателям приводных устройств перемещать в
вертикальном направлении, в общем, относительно тяжелые резцовые суппорты. В
четвертом варианте осуществления настоящего изобретения перемещение резцовых
суппортов осуществляется по горизонтальной оси, для чего не требуется такие системы
противовесов.
С другой стороны на фиг. 11B схематически проиллюстрирован принцип действия
телескопического соединения шпинделей 13 и 23 с соответствующими стойками 1 и 2.
Это телескопическое соединение включает в себя промежуточные ползуны 14 и 24,
взаимодействующие с салазками 15 и 25 согласно описанию, представленному выше. Как
показано на фиг. 11B, шпиндель 23 находится в крайнем выдвинутом положении, тогда
как шпиндель 13 находится в крайнем отведенном положении.
На фиг. 12 схематически проиллюстрирован пятый вариант осуществления
настоящего изобретения, в котором перемещение резцовых суппортов 11 и 21
параллельно горизонтальной оси X сочетается с установкой в требуемое положение
люнета 5, который использует общую со стойками 1 и 2 направляющую систему 3, как и в
первом варианте осуществления настоящего изобретения. В конструкцию включены
схематически изображенные щиты 61A и 61B для защиты от стружек, предусмотренные в
дополнение к щиту 6 для защиты от стружек, предотвращающему попадание стружек на
салазки направляющей системы, на которых располагаются стойки 1 и 2 и люнет 5.
На фиг. 13 схематически показан один из примеров реализации шпинделя 13
согласно одному из вариантов осуществления настоящего изобретения. Этот шпиндель
содержит основной вал 136, установленный с возможностью вращения на подшипниках
136A в корпусе 137. На заднем конце корпуса располагается высокомоментный
электродвигатель, причем этот высокомоментный электродвигатель содержит статор 138
и ротор 139. Ротор установлен на задней части основанного вала 136 и опирается на
подшипники 139A ротора для обеспечения вращения относительно корпуса, приводя тем
самым во вращение основной вал. Для перевода станка из конфигурации фрезерования в
конфигурацию для токарной обточки или ротационного протягивания вращающейся
заготовки или наоборот подгонка шпинделя под новую конфигурацию в плане крутящего
момента и/или частоты вращения может быть осуществлена без особого труда путем
замены высокомоментного электродвигателя 138 или 139, как это схематически
обозначено двойной стрелкой A.
Во всех вариантах осуществления настоящего изобретения, проиллюстрированных
на фигурах, каждая стойка служит опорой для резцового суппорта. Часто это
предпочтительно, например, по причинам, связанным с производительностью. Однако в
некоторых вариантах осуществления настоящего изобретения резцовый суппорт
опирается только на одну из стоек. В некоторых из этих вариантов осуществления
настоящего изобретения шпиндель, установленный на стойке, не удерживающей
резцовый суппорт, не обязательно выполнен с возможностью перемещения относительно
стойки, на которой он расположен. Например, если опорой для резцового суппорта 11
служит только первая стойка 1, то точная установка заготовки в требуемое положение
относительно соответствующего инструмента 12 может быть обеспечена путем
перемещения второй стойки 2 параллельно оси Z и путем относительного перемещения
первого шпинделя 13 и первой стойки 1 параллельно оси Z. Однако часто
предпочтительно, чтобы оба шпинделя были выполнены с возможностью перемещения по
оси Z относительно соответствующих стоек. Часто также предпочтительно, чтобы обе
стойки были выполнены с возможностью перемещения по оси Z.
В контексте настоящего документа термин «содержит» и его производные (такие
как «содержащий» и пр.) не следует понимать в исключительном смысле; то есть эти
термины не должны толковаться как исключающие возможность того, что описанное или
заданное может включать в себя дополнительные элементы, стадии и тому подобное.
Очевидно, что настоящее изобретение не ограничено конкретными вариантами
своего осуществления, описанными в настоящем документе, а также включает в себя
любые изменения, которые могут быть реализованы любым специалистом в данной
области техники (например, в том, что касается выбора материалов, размеров,
компонентов, конфигурации и пр.) в пределах общего объема настоящего изобретения,
определяемого его формулой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ВЫСОКОСКОРОСТНЫМ ФРЕЗЕРОВАНИЕМ | 2012 |
|
RU2544710C2 |
| ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ПАРАЛЛЕЛЬНОЙ КИНЕМАТИКОЙ | 2012 |
|
RU2547359C2 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Глубокорасточный станок | 1990 |
|
SU1745428A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546943C2 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| СТАНОК | 2015 |
|
RU2698013C2 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 2012 |
|
RU2546942C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
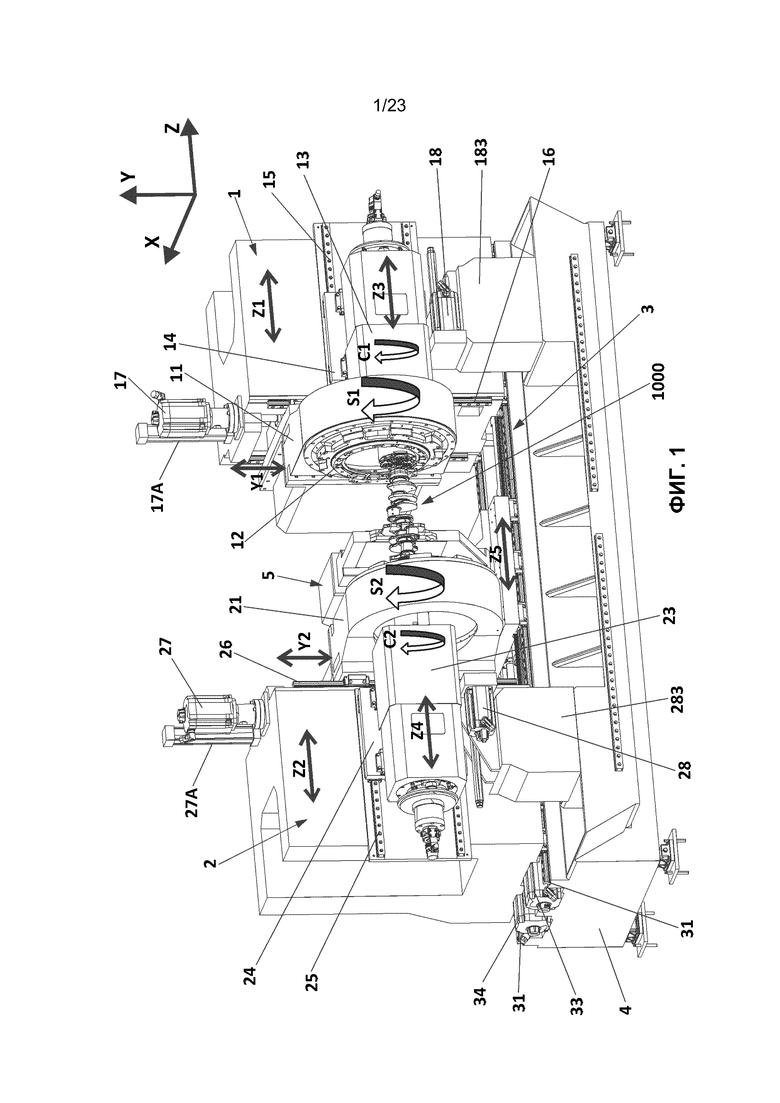
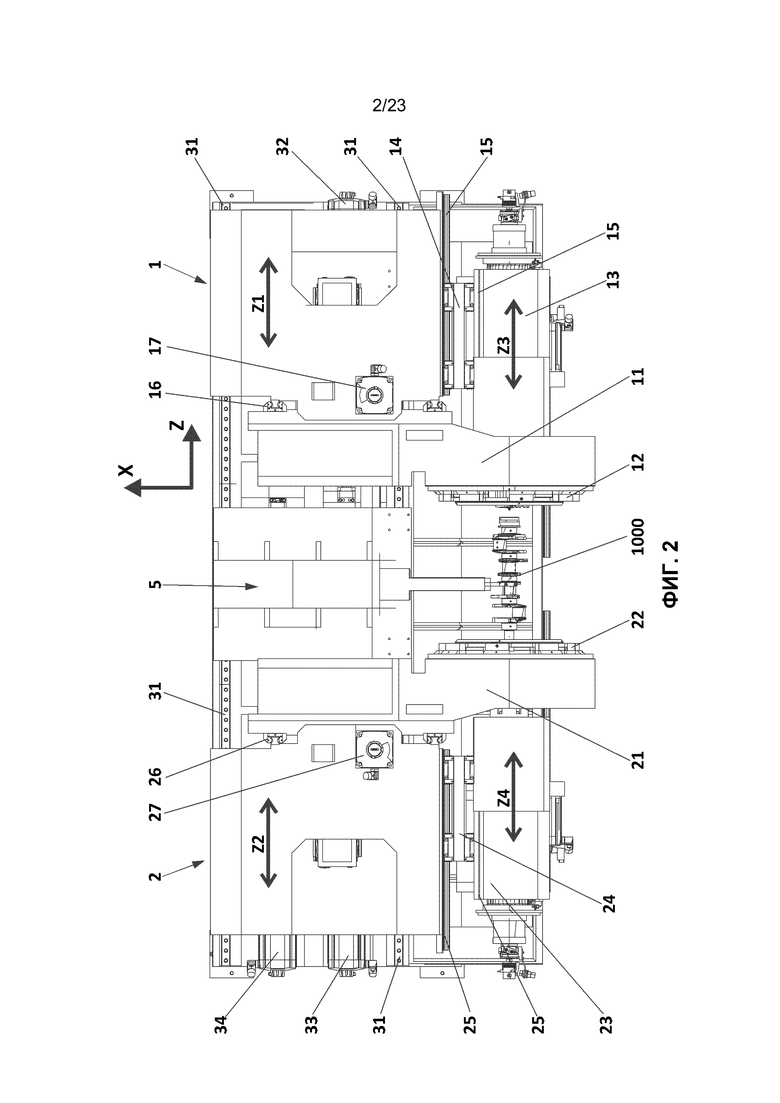
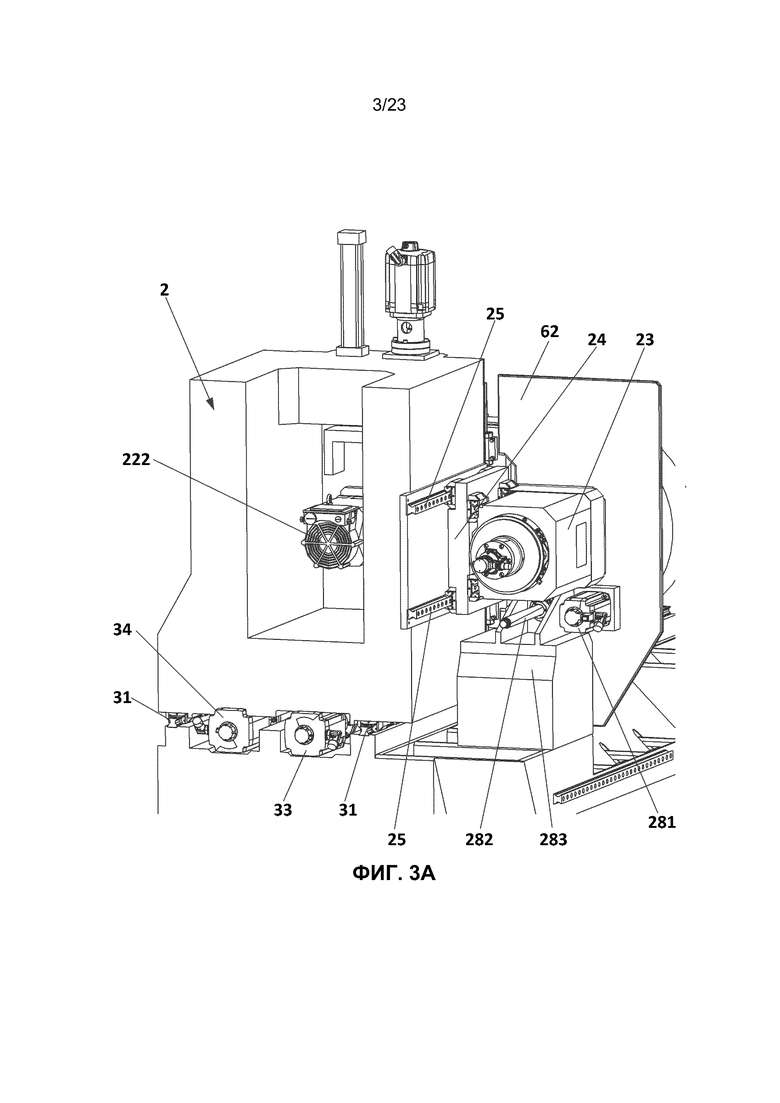

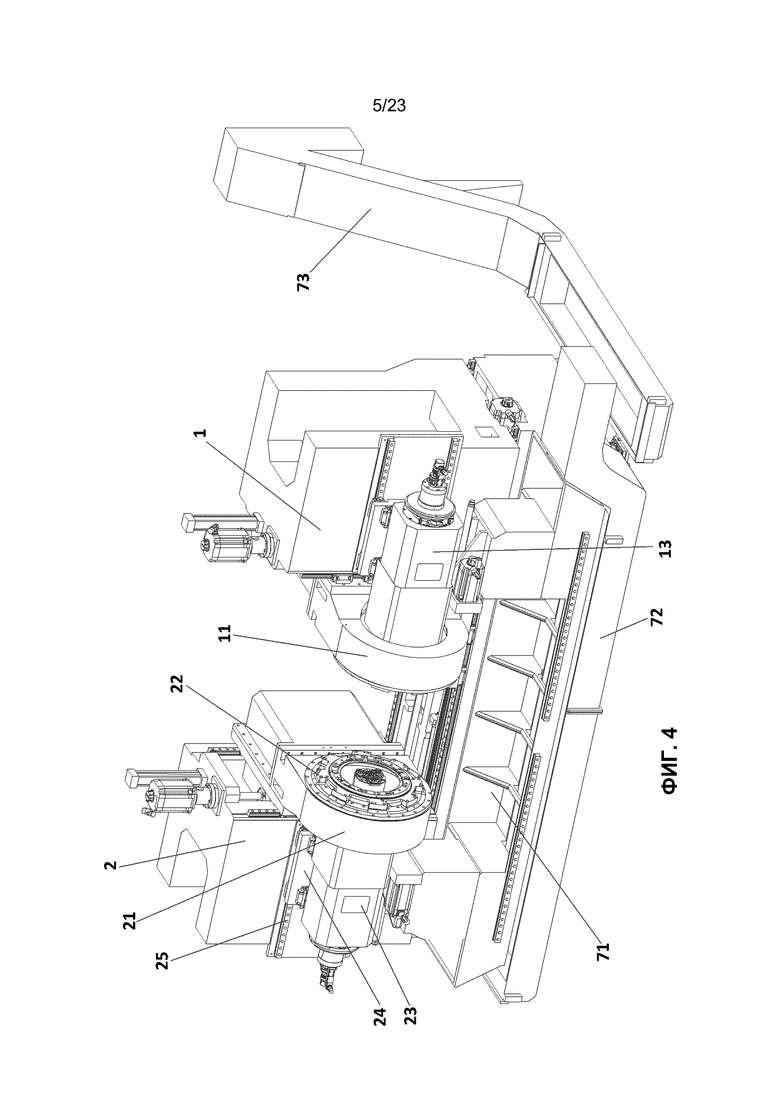
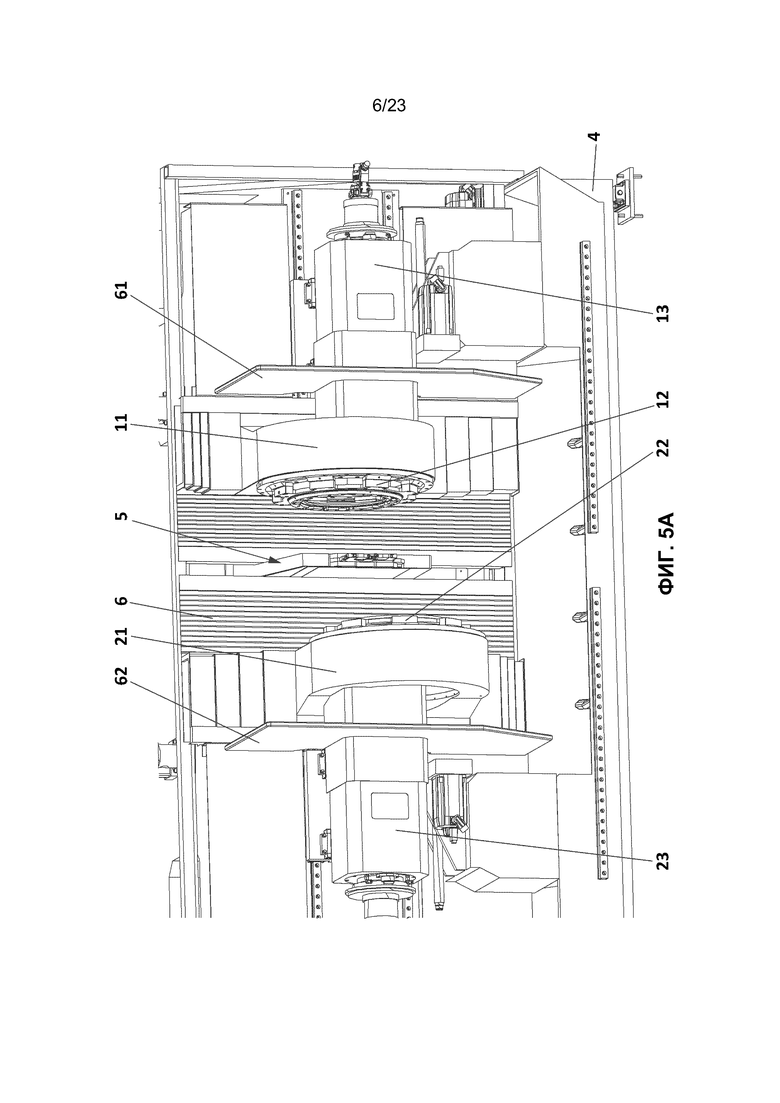
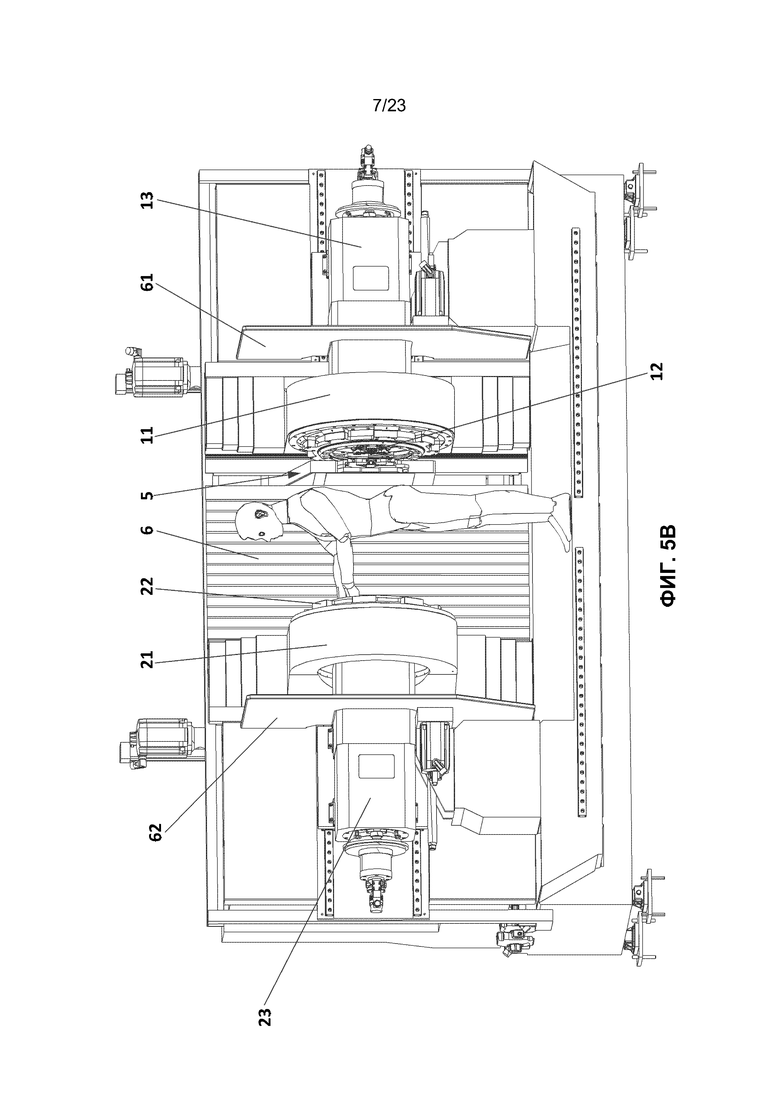

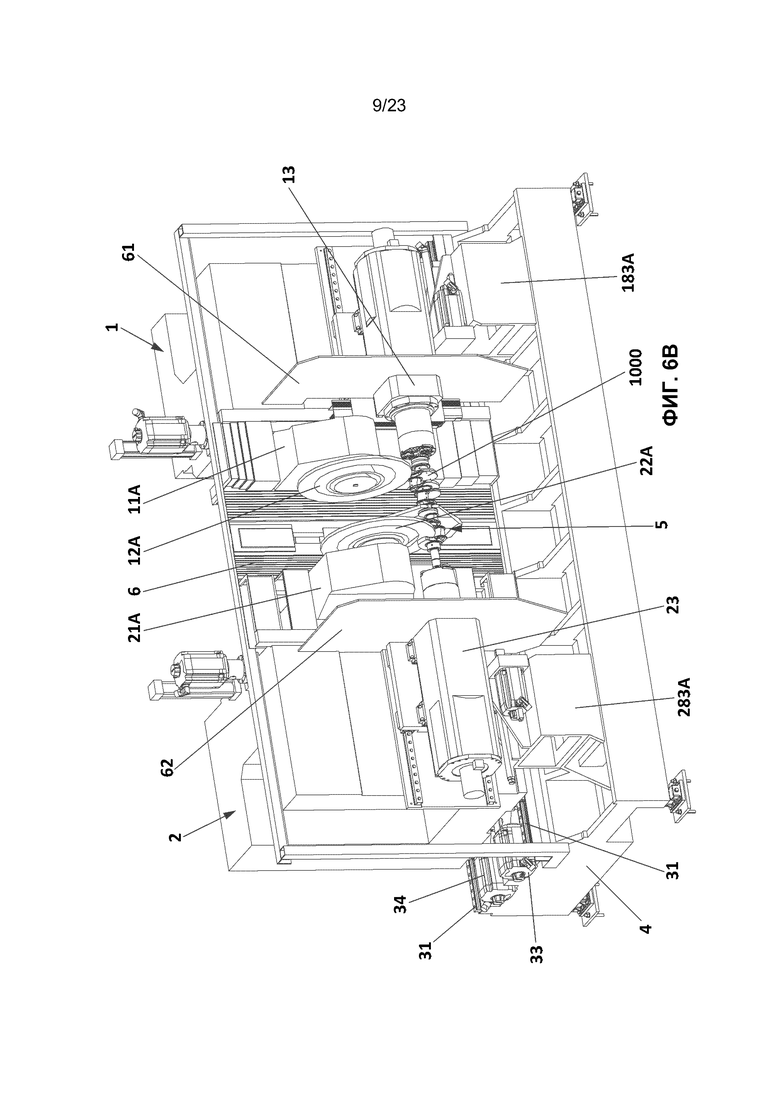
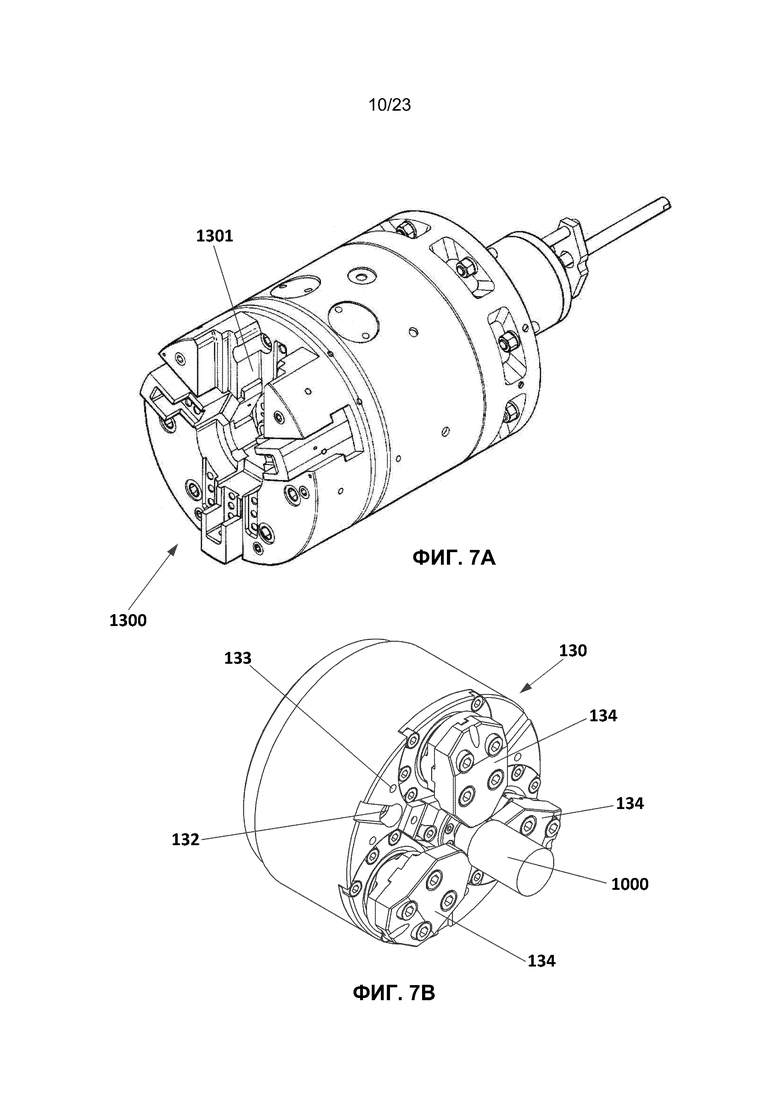
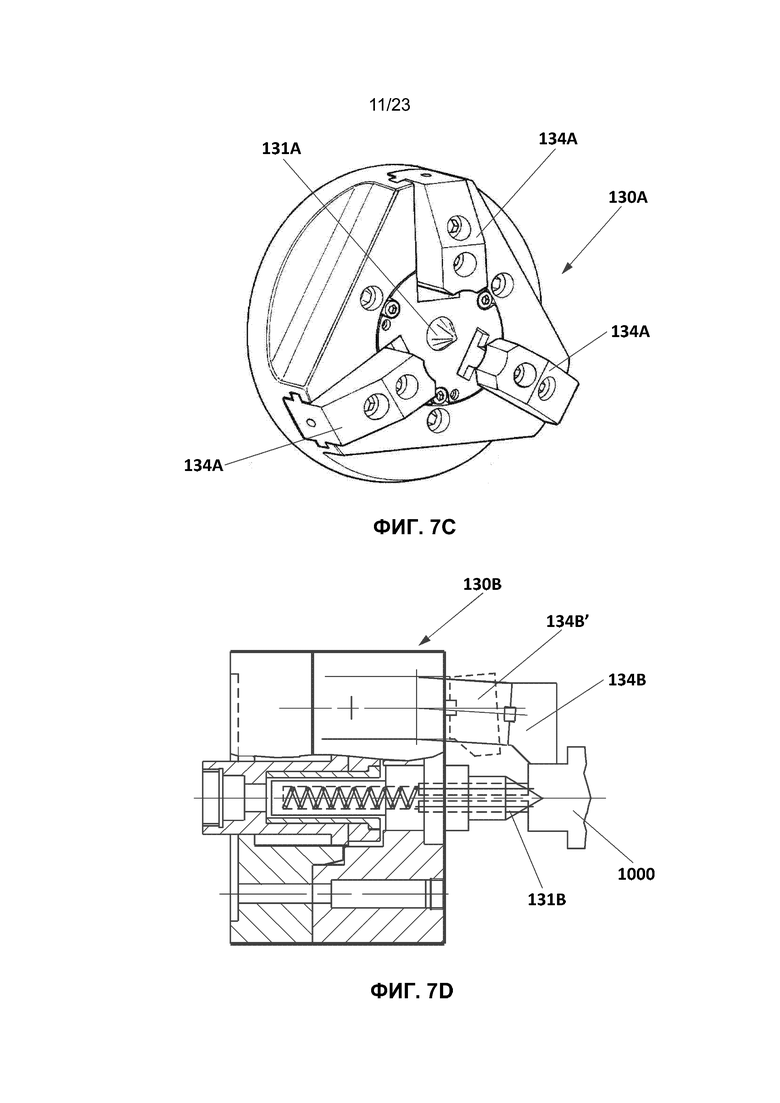
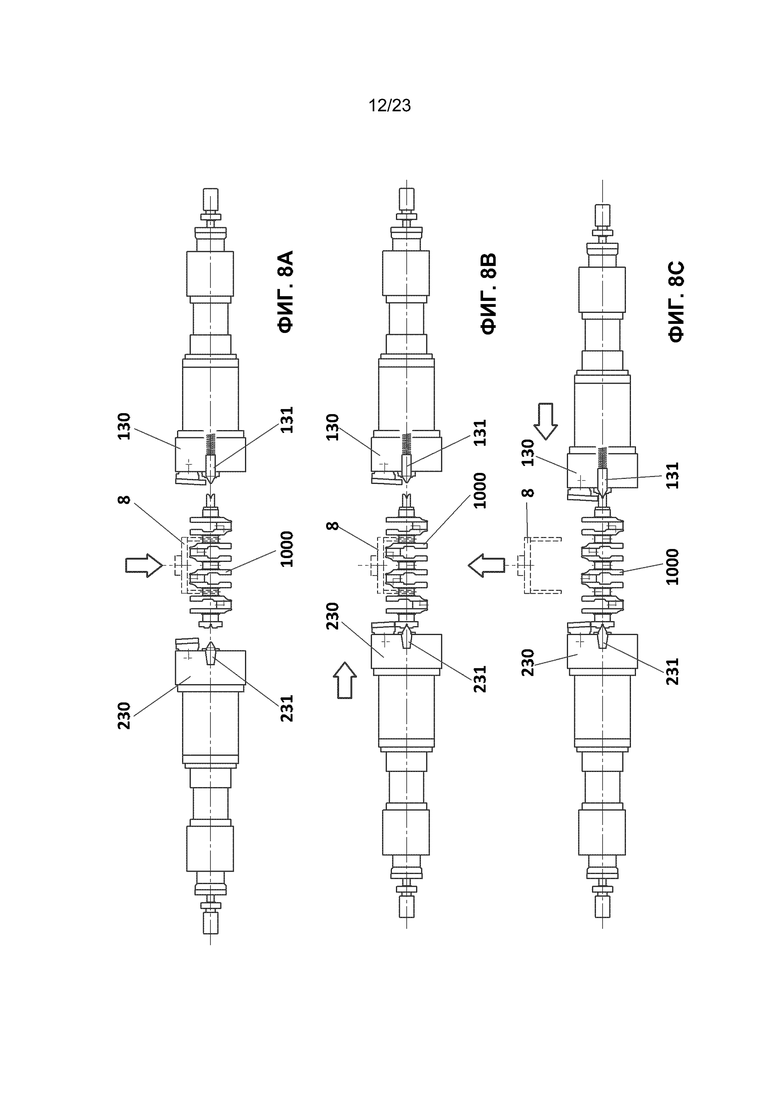
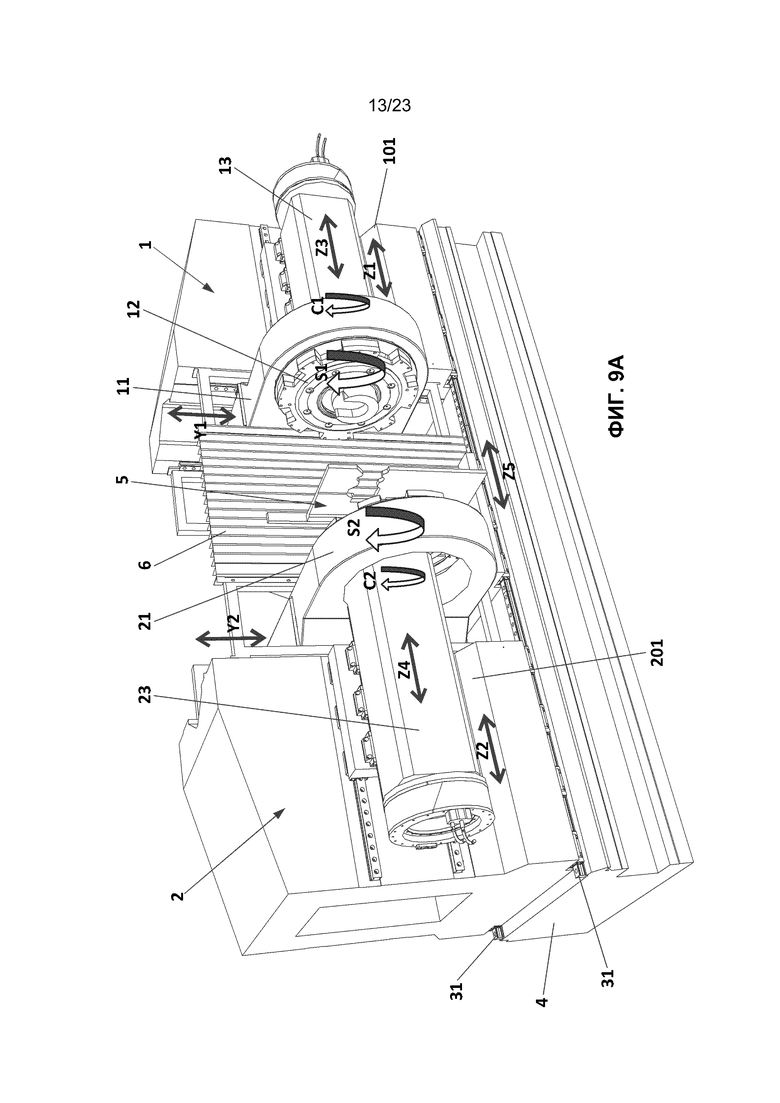

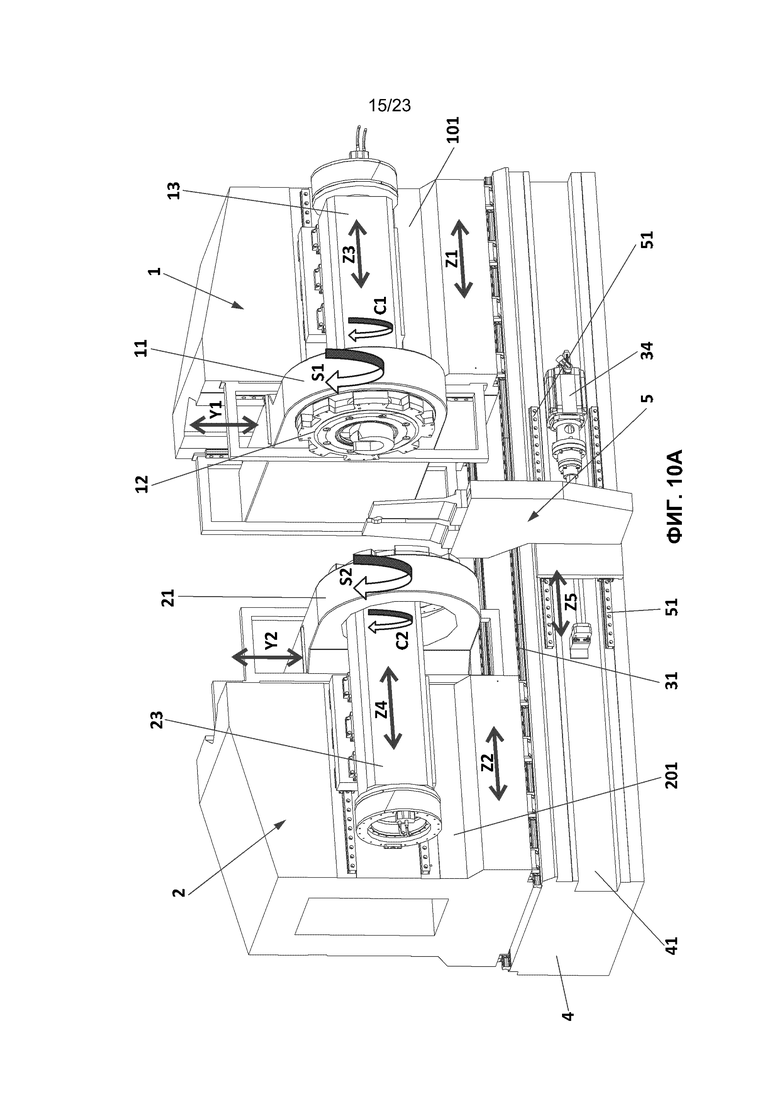
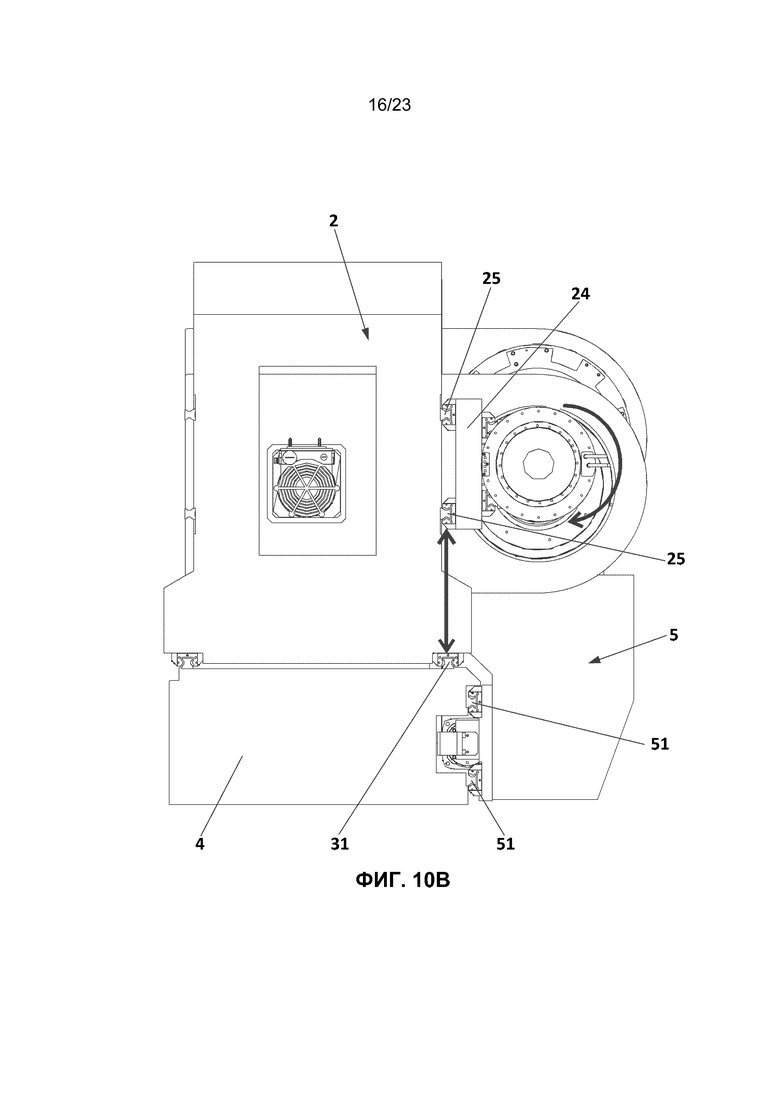
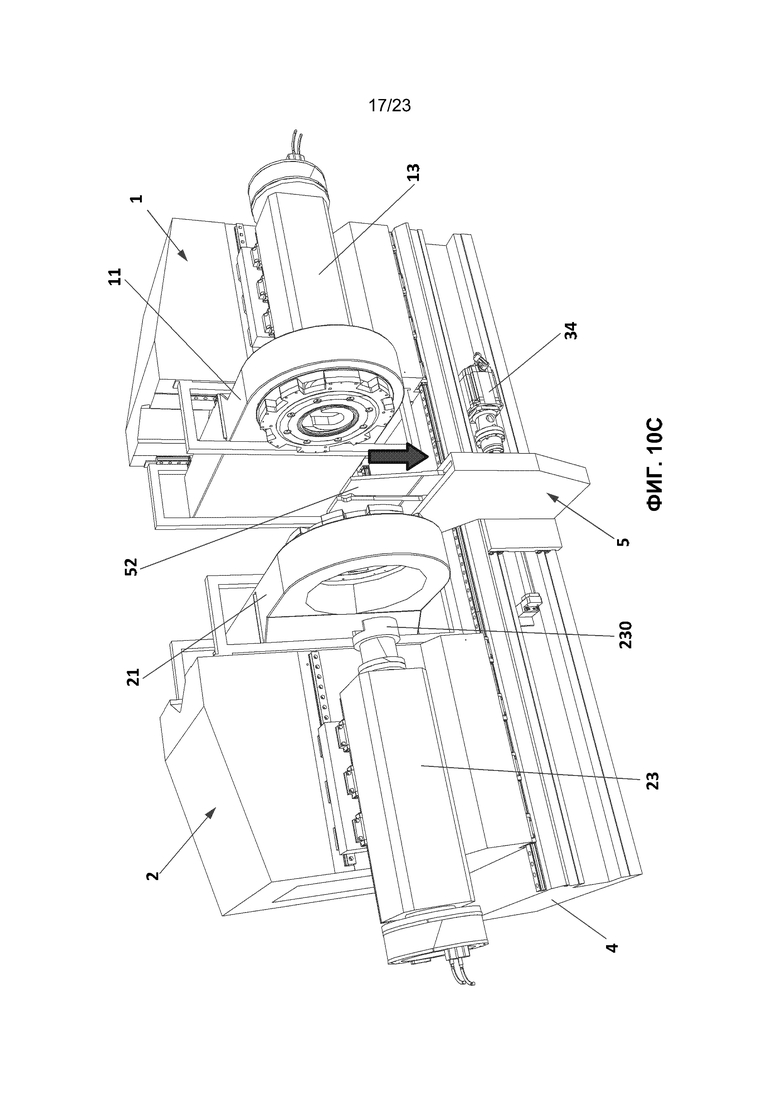

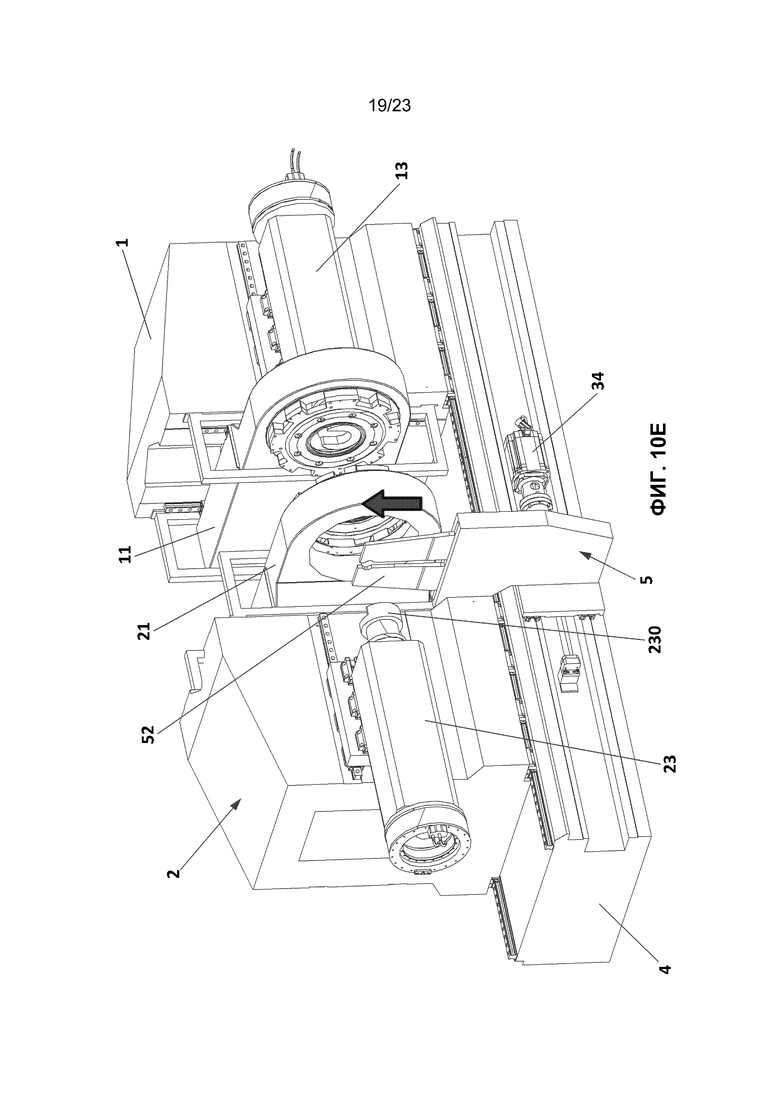


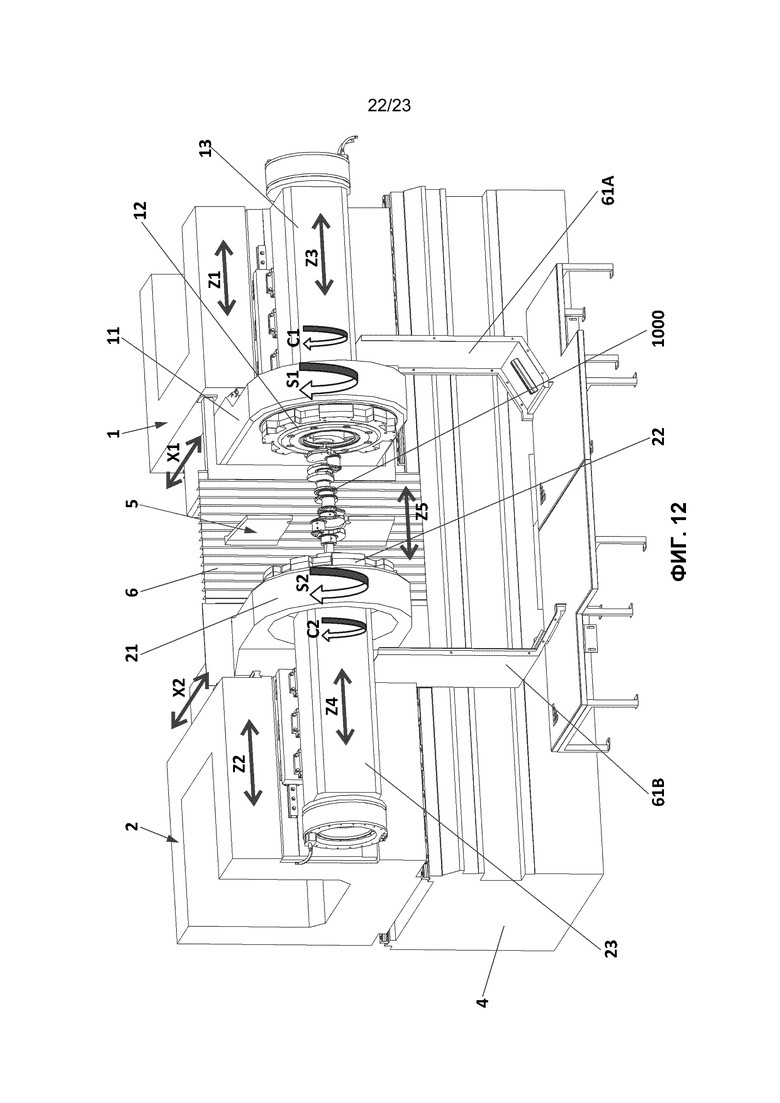

Изобретение относится к области станкостроения. Станок для механической обработки заготовок содержит первую стойку (1) и вторую стойку (2), которые обращены друг к другу по первой горизонтально оси (Z), направляющую систему (3), обеспечивающую направленное перемещение (по осям Z1, Z2) по меньшей мере одной из стоек параллельно первой горизонтальной оси, один или два резцовых суппорта (11, 12; 11А, 12А), причем каждый резцовый суппорт установлен на соответствующей стойке (1, 2) для регулируемого перемещения (по осям X; Y) перпендикулярно первой горизонтальной оси (Z), и шпиндель (13, 23) на каждой стойке. При этом по меньшей мере один из шпинделей выполнен с возможностью регулируемого перемещения (по осям Z3, Z4) параллельно первой горизонтальной оси (Z). Шпиндели выполнены с возможностью удержания между собой заготовки и обеспечения регулируемого вращения (C1, С2) заготовки вокруг своей оси, параллельной первой горизонтальной оси (Z). Изобретение относится также к способу обработки и способу адаптации компоновки станка. Использование изобретения позволяет повысить надежность работы станка и уменьшить его габариты. 3 н. и 14 з.п. ф-лы, 23 ил.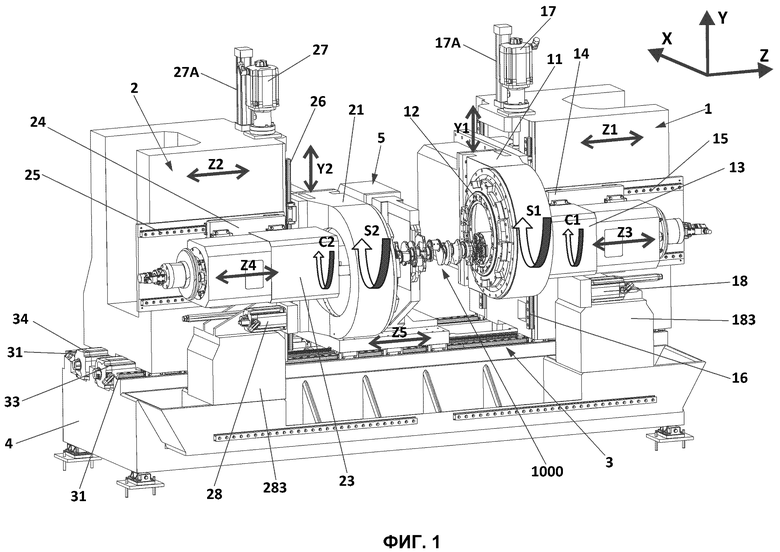
1. Станок для механической обработки заготовок, содержащий
первую стойку (1) и вторую стойку (2), причем первая стойка (1) и вторая стойка (2) расположены напротив друг друга по первой горизонтальной оси (Z),
направляющую систему (3), выполненную с возможностью обеспечения направленного перемещения по меньшей мере одной стойки из числа первой стойки (1) и второй стойки (2) по осям Z1, Z2, параллельным первой горизонтальной оси (Z),
первый резцовый суппорт (11, 11A), установленный на первой стойке (1) с возможностью регулируемого перемещения относительно нее по осям (X1, Y1), параллельным вторым осям (X, Y), расположенным перпендикулярно первой горизонтальной оси (Z), и выполненный с возможностью удержания и приведения в движение первого обрабатывающего инструмента (12; 12A),
первый шпиндель (13), установленный на первой стойке (1), причем первый шпиндель (13) выполнен с возможностью регулируемого перемещения относительно нее
по оси (Z3), параллельной первой горизонтальной оси (Z),
второй шпиндель (23), установленный на второй стойке (2), и
приводную систему (32, 33, 18), выполненную с возможностью регулируемого позиционирования первой стойки (1) относительно второй стойки (2) параллельно первой горизонтальной оси (Z), и
регулируемого позиционирования первого шпинделя (13) относительно первой стойки (1) параллельно первой горизонтальной оси (Z),
при этом первый шпиндель (13) и второй шпиндель (23) выполнены с возможностью удержания между собой заготовки и обеспечения посредством электродвигателя (138, 139) регулируемого вращения (C1, C2) заготовки вокруг своей оси, параллельной первой горизонтальной оси (Z).
2. Станок по п. 1, который дополнительно снабжен вторым резцовым суппортом (21, 21A), установленным на второй стойке (2) с возможностью регулируемого перемещения относительно нее по осям (X2, Y2), параллельным вторым осям (X, Y) и/или параллельным третьим осям (Y, X), перпендикулярным первой горизонтальной оси (Z), и выполненный с возможностью удержания и приведения в движение второго обрабатывающего инструмента (22, 22A), при этом второй шпиндель (23) выполнен с возможностью регулируемого перемещения относительно второй стойки (2) по оси (Z4), параллельной первой горизонтальной оси (Z), а приводная система (32, 33, 18, 28) дополнительно выполнена с возможностью регулируемой установки второго шпинделя (23) в заданное положение относительно второй стойки (2) параллельно первой горизонтальной оси (Z).
3. Станок по п. 1, в котором первый шпиндель (13) установлен с возможностью скольжения сбоку первой стойки (1) и/или в котором второй шпиндель (23) установлен с возможностью скольжения сбоку второй стойки (2).
4. Станок по п. 2, в котором первый шпиндель (13) установлен с возможностью скольжения сбоку первой стойки (1) и/или в котором второй шпиндель (23) установлен с возможностью скольжения сбоку второй стойки (2).
5. Станок по п. 1, в котором по меньшей мере один из шпинделей (13, 23) установлен на соответствующей стойке (1, 2) через промежуточный ползун (14, 24), который выполнен с возможностью перемещения относительно соответствующей стойки (1, 2) параллельно первой горизонтальной оси (Z), при этом соответствующий шпиндель (13, 23) выполнен с возможностью перемещения относительно соответствующего промежуточного ползуна (14, 24) параллельно первой горизонтальной оси (Z).
6. Станок по п. 2, в котором по меньшей мере один из шпинделей (13, 23) установлен на соответствующей стойке (1, 2) через промежуточный ползун (14, 24), который выполнен с возможностью перемещения относительно соответствующей стойки (1, 2) параллельно первой горизонтальной оси (Z), при этом соответствующий шпиндель (13, 23) выполнен с возможностью перемещения относительно соответствующего промежуточного ползуна (14, 24) параллельно первой горизонтальной оси (Z).
7. Станок по любому из пп. 1-6, который содержит множество направляющих (15, 25), выполненных с возможностью обеспечения скользящего перемещения по меньшей мере одного из шпинделей (13, 23) относительно соответствующей стойки (1, 2).
8. Станок по любому из пп. 1–6, в котором по меньшей мере один из шпинделей (13, 23) прикреплен к соответствующей стойке (1, 2) с возможностью скольжения по направляющим (25), расположенным по меньшей мере частично над направляющей системой (3).
9. Станок по любому из пп. 1–6, в котором вторая ось (Y) расположена вертикально.
10. Станок по любому из пп. 1-6, в котором вторая ось (X) представляет собой вторую горизонтальную ось, перпендикулярную первой горизонтальной оси (Z).
11. Станок по любому из пп. 1–6, который дополнительно содержит щит (6) для защиты от стружек, установленный по существу вертикально с возможностью предотвращения попадания стружки, снимаемой с заготовки в процессе механической обработки, в пространство между стойками (1, 2).
12. Станок по любому из пп. 1–6, который дополнительно содержит люнет (5), установленный с возможностью:
– направленного перемещения по направляющей системе (3) параллельно первой горизонтальной оси (Z) между первой стойкой (1) и второй стойкой (2); или
– направленного перемещения по дополнительной направляющей системе (51), отстоящей на заданное расстояние от упомянутой направляющей системы (3), и которая выполнена с возможностью направленного перемещения по осям (Z1, Z2) по меньшей мере одной стойки из числа первой стойки (1) и второй стойки (2) параллельно первой горизонтальной оси (Z), причем дополнительная направляющая система расположена на продольной боковой поверхности станины (4), на которую опираются стойки (1,2).
13. Станок по любому из пп. 1–6, в котором электродвигатель (138, 139) для вращения заготовки по меньшей мере одного из шпинделей (13, 23) выполнен в виде высокомоментного электродвигателя.
14. Станок по любому из пп. 1–6, в котором обрабатывающий инструмент по меньшей мере одного из резцовых суппортов выполнен в виде фрезы для обработки внутренних поверхностей и/или который выполнен с возможностью механической обработки валов с эксцентрическими участками, например, коленвалов.
15. Способ механической обработки заготовки, включающий
загрузку заготовки (1000) в станок по любому из пунктов 1- 14 с удержанием заготовки шпинделями (13, 23),
установку заготовки в требуемое положение относительно по меньшей мере одного обрабатывающего инструмента (12, 22) станка по первой горизонтальной оси (Z) путем перемещения по меньшей мере одной стойки (1, 2) по осям (Z1, Z2), параллельным первой горизонтальной оси (Z), и путем перемещения по меньшей мере одного из шпинделей (13, 23) относительно соответствующей стойки (1, 2) по осям (Z3, Z4), параллельным первой горизонтальной оси (Z),
механическую обработку заготовки (1000), включая перемещение по меньшей мере первого резцового суппорта (11, 21) по осям (X1, X2; Y1, Y2), перпендикулярным первой горизонтальной оси (Z), и вращения (C1, C2) заготовки вокруг оси, параллельной первой горизонтальной оси (Z), с обеспечением взаимодействия упомянутого инструмента (12, 22) с разными заданными окружными участками заготовки, и
извлечение заготовки (1000) из станка.
16. Способ по п. 15, в котором загрузка заготовки (1000) в станок включает в себя по меньшей мере одно перемещение шпинделя (13, 23) параллельно первой горизонтальной оси (Z) для обеспечения осевого зажатия заготовки между шпинделями (13, 23).
17. Способ адаптации компоновки станка по любому из пп. 1-14 из первой компоновки, предназначенной для фрезерования наружной поверхности и/или внутренней поверхности заготовки (1000), во вторую компоновку, предназначенную для ротационного протягивания вращающейся заготовки и/или токарной обточки заготовки, или наоборот, включающий замену электродвигателя (138, 139) для вращения (С1, С2) заготовки по меньшей мере одного шпинделя (13, 23) с изменением характеристики шпинделя по частоте вращения на заданную, и замену по меньшей мере одного обрабатывающего инструмента (12, 22) на соответствующий виду обработки инструмент.
| Установка для выращивания сельскохозяйственных культур | 1987 |
|
SU1466684A1 |
| СТАНОК И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОНЦОВ КОЛЕНЧАТЫХ ВАЛОВ | 2011 |
|
RU2560478C2 |
| СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2567636C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕКУРИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ МАХОРКИ | 2010 |
|
RU2438517C1 |
| Транспортное средство для перевозки скоропортящихся грузов | 1984 |
|
SU1193027A1 |

