оа «
00 Изобретение относится к технологии изготовления древесностружечных плит и может быть использовано для изготовления плит с двухсторонней оьлицовкой полимерной пленкой. Известен способ изготовления облицованных древесностружечных плит, включающий формирование ковра, его уплотнение, горячее прессование и шлифование поверхностей плит И I. Однако этот способ требует значительных затрат на калибрование и шлифование, а также больших трудозатрат при напрессовывании полимерной пленки на поверхность древесностружечной плиты. Известен также способ изготовления облицованных древесностружечных плит, вклю чающий формирование ковра, его уплотнение, горячее прессование с наложенной на него декоративной полимерной пленкой и шлифование необлицованной поверхности (2. Однако указанный способ не обеспечивает получение плит с двусторонней облицовкой, плиты имеют значительное коробление, а облицованная сторона имеет неровности, ухудшающие их внешний вид. Цель изобретения - улучшение качества облицованных плит за счет уменьшения их коробления. Поставленная цель достигается тем, что согласно способу ковер формируют трехслойным из верхнего, нижнего и среднего слоев, при расходе стружки на нижний наружный слой 4-5 кг/м и 2-3 кг/м на верхний, при этом декоративную полимерную пленку укладывают на верхний наружный слой после уплотнения ковра, горячее прессование осуществляют при. давлении 1,5- 2,0 МПа, температуре 175-185°С в течение 4-5 мин, а после шлифования необлицованной поверхности плит их укладывают попарно облицованными сторонами друг к другу, на необлицованные поверхности накладывают декоративную полимерную пленку и прессуют при давлении 1,5-1,8 МПа и температуре 180-190°С в течение 6-7 мин. Способ осуществляют следующим обраИа транспортный поддон насыпают слой стружки фракций 2/0 - пыль, имеющий процент осмоления 15 в количестве 4-5,0 кг/м. Второй слой формируют из стружки фракцией 10-3/2, содержащей 10% карбамидоформашьдегидной смолы; расход стружки 8 кг/м. Третий слой формируют из стружки фракции 2/0-пыль, имеюн.шй процент осмоления 15 при расходе стружки 2-3 кг/м. Ковер уплотняют на холодном прессе-подпрессовщике при уДельном давлении 0,8 МПа в течение 40 с, затем на него сверху укладывают лист декоративной пленки на основе бумаги, пропитанной меламиноформальдегидной смолой СПМФ-4. Подпрессованный ковер совместно с пленкой подвергают горячему прессованию при максимальном удельном давлении 1,5-2,0 МПа и температуре греющих плит ti 175-185°С в течение 4-5 мин. В процессе закрепляют латунные прокладки, поверхность которых, обращенная к пленке, -матирована или полирована. Необлицованную поверхность плит шлифуют последовательно шкурками № 40 и № 100. Затем сдвоенные плиты совместно с декоративными пленками, наложенными на необлицованные поверхности, и пресс-прокладками прессуют при давлении 1,5-1,8 МПа и температуре 180-190°С в течение 6-7 мин. Полученные образцы плит имеют размеры 1750 X 3500 мм. Таким образом, изобретение по сравнению с известным способом обеспечивает получение плит с двусторонней облицовкой при повышении производительности в два раза на участках шлифования и нанесения полимерной пленки, уменьшает покоробленность плиты и позволяет в два раза увеличить производство облицованных с двух сторон плит при соответственном снижении их стоимости. Кроме того, изобретение позволяет уменьшить припуск на шлифовку в 1,5 до 1 мм и ограничиться шлифовкой с одной стороны, что- приводит к дополнительному уменьшению себестоимости плиты на 0°/оВ целом ориентировочный экономический эффект по отрасли составляет 13,3 млн, руб в год.
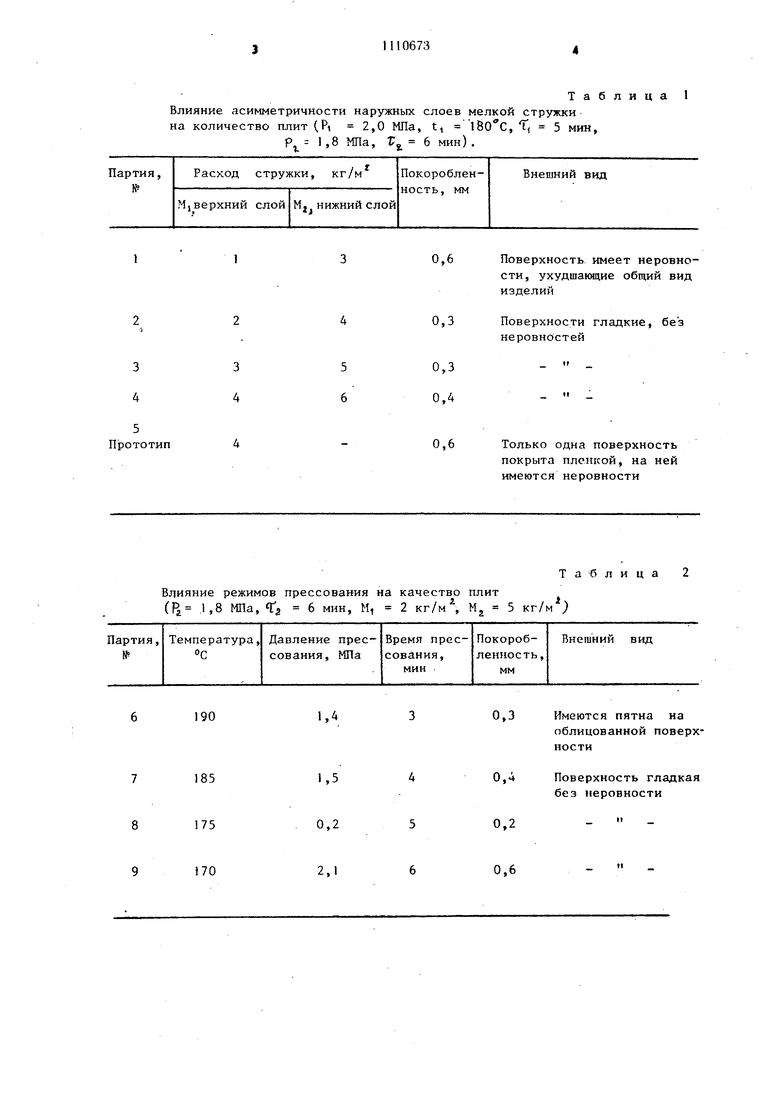
Влияние асимметричности наружных слоев мелкой стружки на количество плит (Pi 2,0 МПа, t, , Т, 5 мин, Р - 1,8 МПа, Т 6 мин).
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЛИЦОВКИ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2189320C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ С ДВУХСТОРОННЕЙ ОБЛИЦОВКОЙ | 1994 |
|
RU2048289C1 |
| Способ изготовления облицованных древесно-стружечных плит | 1984 |
|
SU1353602A1 |
| Способ изготовления облицованных древесностружечных плит | 1991 |
|
SU1819215A3 |
| Способ изготовления облицованных древесностружечных плит | 1979 |
|
SU977192A1 |
| Способ изготовления древесностружечных плит с односторонней облицовкой их полимерной пленкой | 1983 |
|
SU1247292A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ | 2006 |
|
RU2322341C2 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| СПОСОБ ОБЛИЦОВКИ КОРКОВЫМ ПОКРЫТИЕМ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ ПО МЕТОДУ ХОХЛОВА | 1995 |
|
RU2120373C1 |
| Способ изготовления многослойных древесностружечных плит | 1976 |
|
SU619355A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВАННЫХ ДРЕВЕСНОСТРУЖЕЧ. НЫХ плит, включающий формирование ковра, его уплотнение, горячее прессование с наложенной на него декоративной поли-, мерной пленкой и шлифование необлицован ной поверхности, отличающийся тем, что, с целью улучшения качества облицованных плит, ковер формируют трехслойным из верхнего, нижнего и среднего слоев, при расходе стружки на нижний наружный слой 4-5 кг/ /м, и 2-3 кг/м на верхний, при этом декоративную полимерную пленку укладывают на верхний наружный слой после уплотнения ковра, горячее прессование осуществляют при давлении 1,5-2,0 МПа, температуре175-185°С в течение 4-5 мин, а после шлифования необлицованной поверхности плит их укладывают попарно облицованными сторонами друг к другу, на иеоблицованные поS верхности накладывают декоративную поли-, мерную пленку и прессуют нри давлении 1,51,8 МПа и температуре 180-190°С в течение 6-7 мин.
Влияние режимов прессования на качество плит
(., .1,8 МПа, Та 6 мин, М, 2 кг/м М 5 кг/м)
.
1,5 0,2 2,1
Поверхность имеет неровности, ухудшающие общий вид
изделий
Поверхности гладкие, без неровностей
Таблица 2
Имеются пятна на облицованной поверхности
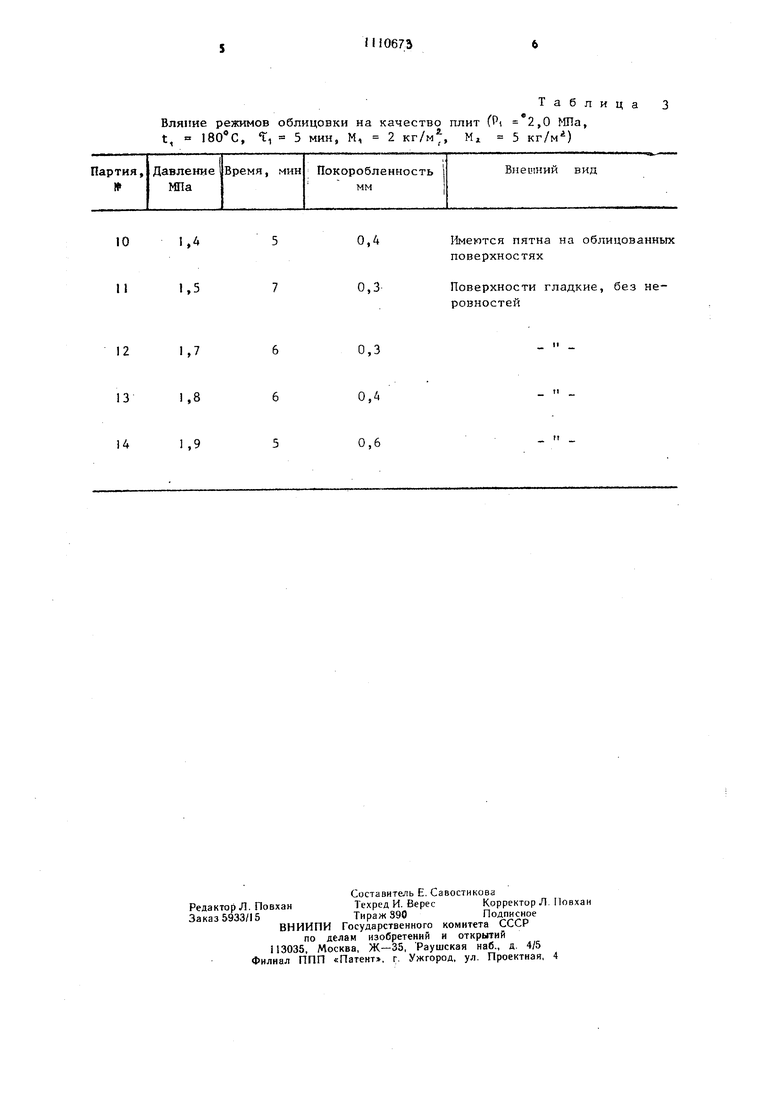
Поверхность гладкая без неровности Вляиие режимов облицовки на качество плит (Р( t, , TI 5 мин, М, 2 кг/м% М
I.A
10 1.5
11
1,9
I-lMeioTCH пятна на облицованных поверхностях
Поверхности гладкие, без неровностей
0,3 0,4 0,6 Таблица 2,0 МПа, 5 кг/м)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Баженов В | |||
| А | |||
| и др | |||
| Технология и оборудование производства древесных плит и пластиков | |||
| М., «Лесная промышленность, с | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР № 923879, кл | |||
| Солесос | 1922 |
|
SU29A1 |
