Изобретение относится к технологии изготовления древесностружечных плит и других изделий, которые используются как облицовочно-декоративный, теплоизоляционный и конструкционный материал в промышленном, гражданском и сельскохозяйственном строительстве, мебельной промышленности и т.п.
Известен способ изготовления древесностружечных плит со связующим (а.с. СССР №1771967, кл. В27N 3/02). В соответствии с ним предварительно подготовленную древесную стружку смешивают со связующим, в качестве которого используют карбамидоформальдегидную смолу, и отвердителем - хлоридом аммония, затем формируют ковер, который после холодной подпрессовки подвергают горячему прессованию при температуре 205-215°С с применением продувки ковра теплоносителем, состоящим из сжатого воздуха и диоксида углерода. Недостатками этого способа являются большие затраты дорогостоящего синтетического связующего, высокая температура и сложность технологического процесса, невысокая экологическая чистота полученного материала, поскольку изготовленные плиты содержат летучее токсичное вещество - свободный формальдегид.
Известен также способ получения плит из древесных частиц с использованием связующего - карбамидоформальдегидной смолы, к которой для повышения прочности плиты добавляют технический аэросил (а.с. СССР №1771968, кл. В27N 3/02), а горячее прессование проводят при температуре 160-165°С и давлении 2,0 МПа. Его существенным недостатком является то, что расходуется дорогостоящее связующее, а полученные плиты имеют невысокую экологическую чистоту из-за высокого содержания свободного формальдегида.
Наиболее близким по технической сущности и достигаемому эффекту является выбранный в качестве прототипа способ изготовления плит (патент РФ на изобретение №2048289, кл. B27N 3/06). Суть изобретения состоит в том, что способ изготовления древесностружечных плит с двусторонней облицовкой включает обработку древесных частиц связующим, формирование ковра и горячее прессование вместе с наложенной на него облицовкой в виде бумаги или пленки с нанесенным на нее слоем клея. Прессование осуществляют с одновременным выдавливанием рисунка в виде выступов и впадин в облицовке и теле плиты с одной или двух сторон.
Недостатком этого способа является то, что полученная плита имеет недостаточную прочность и может деформироваться после извлечения из пресса.
Целью изобретения является получение экологически чистой прочной плиты.
Поставленная цель достигается тем, что способ изготовления плит из отходов деревообработки заключается в укладке на дно пресс-формы ламинированной декоративной бумаги, добавлении смеси отходов со связующим, которую сверху накрывают бумагой, после чего осуществляют горячее прессование. В качестве связующего используют ржаную муку или отруби, которые смешивают с отходами деревообработки в отношении 1:10. Влажность пресс-массы доводят до 20-25%. Горячее прессование осуществляют под давлением 1,0-1,5 МПа при температуре нагрева пресс-формы 200-250°С в течение 4-5 минут. Затем пресс-форму охлаждают в конвективно-контактном холодильнике до температуры 70-75°С, после чего из нее вынимают готовое изделие и устанавливают в подпрессовочное устройство, где выдерживают в течение 6-7 часов.
Использование в качестве связующего ржаной муки или отрубей делает получаемые плиты экологически чистыми, т.к. применяется экологически чистый природный продукт. Соотношение связующего и отходов деревообработки в отношении 1:10 при влажности пресс-массы 20-25% позволяет надежно связать отходы процессе изготовления плиты и придать плите высокую прочность.
Прессование под давлением 1,0-1,5 Мпа и при температуре 200-250°С в течение 4-5 минут позволяет получить высококачественную прочную плиту.
Охлаждение пресс-формы в конвективно-контактном холодильнике до температуры 70-75°С позволяет извлечь готовое изделие. Установка в подпрессовочное устройство, где изделие выдерживают в течение 6-7 часов, способствует стабилизации плиты и предотвращает возможные деформации.
Фигура иллюстрирует способ изготовления плит.
Способ изготовления плит заключается в следующем. Отходы деревообработки - древесные опилки - смешивают со связующим. В качестве связующего используют ржаную муку. Для улучшения декоративных свойств плиты используют облицовочную бумагу. Бумагу подвергают ламинированию с наружной стороны. В качестве ламината используют лавсановую пленку. В пресс-форму 1 укладывают бумагу 2 ламинированной стороной вниз. Затем ее с внутренней стороны промазывают крахмалом, разведенным в воде. После этого в пресс-форму 1 помещают необходимое количество смеси опилок со связующим 3. Объем навески определяют откалиброванным сосудом. Смесь опилок со связующим разравнивают. Лист бумаги 4, предназначенный для покрытия внутренней поверхности плиты, с одной стороны промазывают раствором крахмала в воде и промазанной стороной помещают в пресс-форму поверх смеси опилок со связующим. Заполненную пресс-форму устанавливают на плиту пресса и выдерживают под давлением при температуре 200-250°С.
Внешняя декоративная сторона плиты может иметь гладкую поверхность или может иметь тиснение, что повышает ее декоративные свойства.
Пример выполнения способа. Отходы деревообработки, а именно древесные опилки хвойных и лиственных пород смешивают со связующим - ржаной мукой в соотношении 10: 1 соответственно. В смесь добавляют воду до влажности пресс-массы 20-25%. Опилки после пилорамы обычно имеют влажность более 20%, поэтому добавлять воду в пресс-массу не требуется. Облицовочную бумагу 2 подвергают ламинированию лавсановой пленкой с наружной стороны. В пресс-форму 1 укладывают бумагу ламинированной стороной вниз. Затем ее с внутренней стороны промазывают крахмалом, разведенным в воде. После этого в пресс-форму помещают необходимое количество смеси опилок со связующим 3. Объем навески определяют откалиброванным сосудом. Смесь опилок со связующим разравнивают. Лист бумаги 4, предназначенный для покрытия внутренней поверхности плиты, промазывают раствором крахмала в воде и помещают в пресс-форму поверх смеси опилок со связующим промазанной стороной вниз. Сверху устанавливают нажимную плиту 5. Заполненную пресс-форму устанавливают на плиту пресса и выдерживают под давлением 1,0-1,5 МПа при температуре 200-250°С в течение 4-5 минут. Затем пресс-форму охлаждают в конвективно-контактном холодильнике до температуры 70-50°С. После этого изделие из нее вынимают и устанавливают в подпрессовочное устройство, где оно выдерживается в течение шести-семи часов.
Таким образом, реализация предлагаемого изобретения позволяет утилизировать отходы многотоннажных производств с получением экологически чистых дешевых прочных плит.
Заявляемый способ может быть осуществлен на имеющемся оборудовании имеющимися техническими средствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ | 2003 |
|
RU2266816C2 |
| СПОСОБ ОБЛИЦОВКИ КОРКОВЫМ ПОКРЫТИЕМ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ ПО МЕТОДУ ХОХЛОВА | 1995 |
|
RU2120373C1 |
| Способ изготовления древопластика | 1991 |
|
SU1801745A1 |
| Способ изготовления строительных плит | 2018 |
|
RU2682450C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ | 2001 |
|
RU2214329C2 |
| Способ изготовления слоистого плиточного материала | 1990 |
|
SU1774922A3 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕСС-МАССЫ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОГО СЛОЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1996 |
|
RU2132769C1 |
| ДРЕВЕСНО-ПЛИТНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2021 |
|
RU2766898C1 |
| Пресс-масса для изготовления облицовочного слоя древесно-стружечных плит | 1982 |
|
SU1065450A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ С ДВУХСТОРОННЕЙ ОБЛИЦОВКОЙ | 1994 |
|
RU2048289C1 |
Изобретение относится к технологии изготовления древесностружечных плит и других изделий, которые используются как облицовочно-декоративный, теплоизоляционный и конструкционный материал в промышленном, гражданском и сельскохозяйственном строительстве, мебельной промышленности и т.п. Способ заключается в укладке на дно пресс-формы ламинированной декоративной бумаги, добавлении смеси отходов со связующим, которую сверху накрывают бумагой, после чего осуществляют горячее прессование. В качестве связующего используют ржаную муку или отруби, которые смешивают с отходами деревообработки в отношении 1:10. Влажность пресс-массы доводят до 20-25%. Горячее прессование осуществляют под давлением 1,0-1,5 МПа и выдерживают при температуре нагрева пресс-формы 200-250°С в течение 4-5 минут. Затем пресс-форму охлаждают в конвективно-контактном холодильнике до температуры 70-75°С, после чего из нее вынимают готовое изделие и устанавливают в подпрессовочное устройство, где выдерживают в течение 6-7 часов. Изобретение позволяет получить экологически чистые прочные плиты. 1 ил.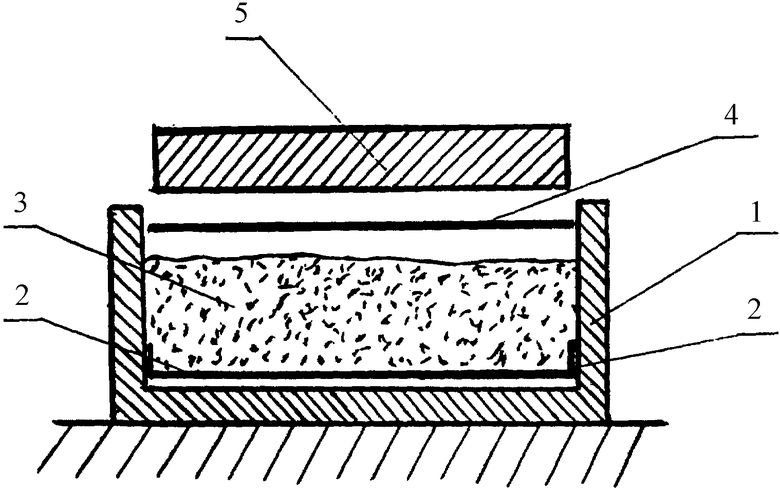
Способ изготовления плит из отходов деревообработки, включающий укладку на дно пресс-формы ламинированной декоративной бумаги, добавление смеси отходов со связующим, которую сверху накрывают бумагой, после чего осуществляют горячее прессование, отличающийся тем, что в качестве связующего используют ржаную муку или отруби, которые смешивают с отходами деревообработки в отношении 1:10, а влажность пресс-массы доводят до 20-25%, при этом горячее прессование осуществляют под давлением 1,0-1,5 МПа, при температуре нагрева пресс-формы 200-250°С в течение 4-5 мин, затем пресс-форму охлаждают в конвективно-контактном холодильнике до температуры 70-75°С, после чего из нее вынимают готовое изделие и устанавливают в подпрессовочное устройство, где выдерживают в течение 6-7 ч.
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ С ДВУХСТОРОННЕЙ ОБЛИЦОВКОЙ | 1994 |
|
RU2048289C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ | 2003 |
|
RU2266816C2 |
| Способ изготовления облицованных древесностружечных плит | 1983 |
|
SU1110673A1 |
| Способ изготовления облицованных древесностружечных плит | 1991 |
|
SU1819215A3 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |

