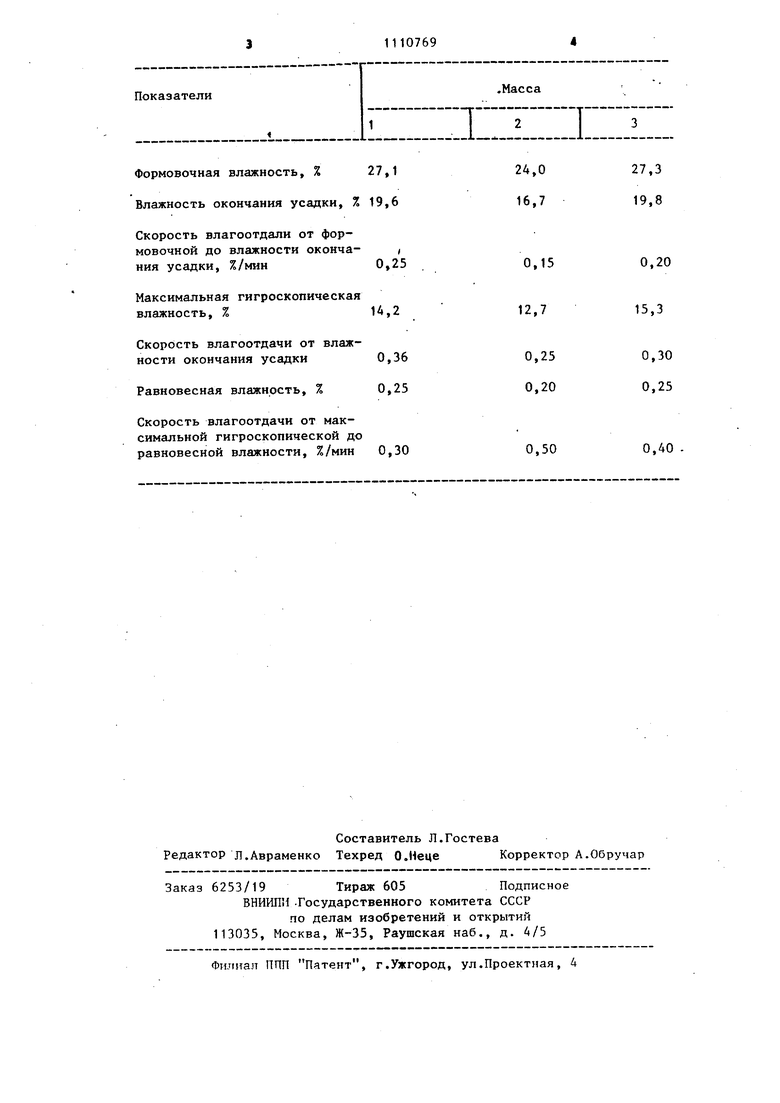
Изобретение относится к производству керамических изделий, например крупноразмерных тонкостенных плит, у которых длина по крайней мере одно из сторон превьшает толщину изделия в 30 и более раз. Известен способ термообработки керамических плит, заключающийся в сушке и обжиге плит при непрерывно движении изделий. Сушку от формовочной влажности 5-8 % до конечной влаж ности не более 0,5% осуществляют по скоростным режимам при внешнем подводе тепла при 150-300°С. Обжиг таких плит осуществляют по скоростным режимам в соответствии с максимально допустимыми скоростями нагрева и охлаждения их, условиями нагрева в период дегидратации и длительности выдержки при максимальной температуре СП. Однако существующий способ термообработки не позволяет получать крупноразмерные тонкостенные плиты с размером сторон, превьшающюс толщину изделия в 30 и более раз при фо мовочной влажности 5-8%. Максимальный размер изделий, изго товленных по зтому способу, составляет 300 150/11 мм и 255-145ЧО мм. Наиболее близким к изобретению является способ термообработки керам ческих изделий, преимущественно плит включающий сушку электрическим током и теплоносителем, последующий обжиг и охлаждение 2 , Недостатком этого способа является невозможность получения крупнораз мерных тонкостенньсх плит с отношение одной или более сторон плиты к ее толщине более 30. Цель изобретения - получение круп норазмерных тонкостенных плит с отно шением одной или более сторон к ее толщине более 30. Указанная цель достигается тем, что согласно способу термообработки керамических плит, включающему сушку электрическим током и теплоносителем сушку от формовочной влажности до влажности окончания усадки проводят электрическим током, от влажности окончания усадки до максимальной гигроскопической влажности при одновременном воздействии электрического тока и теплоносителя, от максимальной г-игроскопической влажности до равновесной влажности при воздействии одного теплоносителя, причем скорость влагоотдачи на всех этапах сушки составляет 0,15-0,50% в мин, а охлаждение от 600 до 400°С проводят с перепадом температур на одной плите 18-60°С на 1 м плиты. Пример. Методом пластического формования на ленточном вакуумном прессе изготовлялись плиты размером 800)550х10 мм. Изделия после пресса подвергались сушке при непрерывном движении по рольгангу. Плиты, изготовленные методом пластического формования, от формовочной влажности до влажности окончания усадки сущат электрическим током промьшшенной частоты со скоростью влагоотдачи 0,15-0,30% в мин, затем до максимальной гигроскопической влажности при одновременном воздействии электрического тока промьшшенной частоты и теплоносителя - конвективного или радиационного со скоростью влагоотдачи 0,25-0,36 % в мин, и до равновесия влажности только при воздействии одного теплоносителя со скоростью влагоотдачи 0,30-0,50 % в минуту. Формовочная влажность, влажность окончания усадки, максимальная гигроскопическая и равновесная влажности, а также установленные возможные скорости влагоотдачи в интервалах этих влажностей приведены в таблице. При сушке плут с указанными -скоростями влагоотдачи деформация изделий не превьш1ает 5 мм по диагонали, трещин на изделиях нет. Затем плиты обжигают в роликовой печи. Охлаждение после завершения стадии спекания в интервале температур 600-400°С ведут при перепаде температур на 1 м длины изделия 18-60°С. При этом плиты трещин не имеьпт. а их деформация не превьш ает 1 мм. . Использование предлагаемого способа термообработки керамических; плит обеспечит по сравнению с существующими способами возможность получения нового типа крупноразмерных тонкостенных керамических плит с отношением сторон к толщине изделия более 30; расширение ассортимента изделий; сокращение затрат на укладку плит.
Скорость влагоотдали от формовочной до влажности окончания усадки, %/мин
Максимальная гигроскопическая влажность, %
Скорость влагоотдачи от влаж0,15
0,20 15,3 12,7
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2009 |
|
RU2388726C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПОРИЗОВАННЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2107050C1 |
| Способ изготовления строительных изделий и их сырьевая керамическая масса | 2003 |
|
RU2225379C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И СЫРЬЕВАЯ КЕРАМИЧЕСКАЯ МАССА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2100324C1 |
| Способ изготовления пористых керамических изделий | 1984 |
|
SU1231036A1 |
| СПОСОБ СУШКИ ОТФОРМОВАННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2010 |
|
RU2427772C1 |
| СЫРЬЕВАЯ СМЕСЬ И СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2008 |
|
RU2374206C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРЕДЕЛЬНОЙ ИНТЕНСИВНОСТИ СУШКИ ПРЕИМУЩЕСТВЕННО ИЗДЕЛИЙ СТРОИТЕЛЬНОЙ КЕРАМИКИ ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2004 |
|
RU2282803C2 |
| Способ изготовления экструзионных керамических панелей | 1987 |
|
SU1525132A1 |
| СПОСОБ СУШКИ ОТФОРМОВАННОГО КИРПИЧА-СЫРЦА | 2010 |
|
RU2433102C1 |
СПОСОБ ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ПЛИТ, включающий сушку электрическим током и теплоносителем, последующий обжиг и охлаждение. отличающийся тем, что, с целью получения крупноразмерных тонкостенных плит с отношением одной или более сторон плиты к ее толщине более 30, сушку плит от формовочной влажности до влажности окончания усадки проводят электрическим током, от влажности окончания усадки до максимальной гигроскопической влажности при одновременном воздействии электрического тока и теплоносителя, от максимальной гигроскопической влажности до равновесной влажности при воздействии одного теплоносителя, причем скорость влагоотдачи на всех этапах сушки составляет 0,15-0,50% о 9 в мин, а охлаждение от 600 до 400°С (Л проводят с перепадом температур на одной плите 18-60°С на 1 м плиты. с
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рохваргер Е.Л | |||
| Строительная керамика | |||
| Справочник | |||
| М., Стройиздат, 1976, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ СУДКИ.ИЗДЕЛШ ИЗ ШИН" | 1971 |
|
SU433325A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
