Изобретение относится к устр(;нствам для стабилизации количества тексгильного материала и может быть использовано в автоматизированных системах упрап.чения технологическими процессами.
Известно устройство для стабилизации количества текстильного материала в зоне обработки, содержащее связанный регулирующим выходом с приводом одной из тянульных пар блок управления, первый вход которого связан с датчиком шва, установленным на входе зоны обработки, а второй и третий входы через счетчики длины -с соответствующими датчиками длины, установленными на входе и выходе зоны обработки, и датчик щва, установленный на выходе зоны обработки (I.
Недостатком известного устройства является невысокая точность стабилизации при работе с материалами различных артикулов, имеющих различную усадку.
Цель изобретения - повышение точности стабилизации количества материала в зоне обработки.
Поставленная цель достигается тем, что устройство, содержащее связанный регулирующим выходом с приводом одной из тянульных пар блок управления, первый вход которого связан с датчиком uiea, установленным на входе зоны обработки, а второй и третий входы через счетчики длины - с оответствующими датчиками длины, установленными на входе и выходе зоны обработки, и датчик щва, установленный на выходе зоны обработки, имеет блок ввода ожидаемой усадки, блок контроля текущей скоростн и триггер, причем блок ввода ожидаемой усадки подключен к четвертому входу блока управления, пятый вход которого через триггер подсоединен к датчику шва на выходе зоны обработки, а щестой его вход подключен к блоку контроля текущей скорости, вход которого связан с приводом тянульной пары на выходе зоны обработки, при этом регулирующий выход блока управления связан с приводом тянульной пары на входе зоны обработки, а два других его выхода связаны со сбросовыми входами соответствующих счетчиков длины.
На чертеже приведена функциональная схем предлагаемого устройства.
Текстильный материал 1 подается в зону обработки тянульной парой 2, приводимой в движение приводом 3, сигнал задания скорости на который подается с блока 4 преобразователя. Прохождение щвов регистрируется с помощью датчиков 5 и 6 щва. Измерение длины кусков материала производится датчиком 7 длины и счетчиком 8 длины, а также датчиком 9 длины и счетчиком 10 длины. Информация о прохождерин щва сохраняется с помощью триггера II. Выборка материала из зоны обработки производится тянульной парой 12. приводимон в движение приводом 13, скорость кото
рого регистрируется посредством блска 14 контроля текущей скорости. 311ачеиие ожидаемой усадки вводитСЯ помощью блока 15 ввода ожидаемой усад(и. Обработку информации и выдачу упран.1яюи1их сигналов производит блок 16 управления.
Устройство работает следующим образом. Исходя из условий оптимизации технологического процесса по экономи1 ескому кри терию, позволяющему при его реализации увеличить выпуск г(яовой ткани требуемого качества, задается скорость Vj выборки текстильного материала. В зону обработки вводится желаемое количество материала, после чего данное устройство начинает функционировать. При прохождении шва через тянульную пару 2 срабатывает датчик 5 шва, на блок 16 управления поступает запрос на прерывание, по которому производится сброс показаний счетчика 8 импульсов. Датчик 7 длины вырабатывает импульсы, регистрируемые счтетчиком 8 длины. При следующем срабатывании датчика 5 шва блок 16 управления считывает содержимое счетчика 8 длины и обнуляет его. Длина куска l-B.i nределяется по формуле
L&x.i - К П
где К - масцпабный коэффициент;
П; - содержимое счетчика 8 длины, накопленное между двумя срабатываниями датчика 5 .
Аналогичным образом измеряется и запоминается длина всех кусков, входящих в зону обработки. Посредством блока 15 ввода ожидаемой усадки устройству задается ожидаемое значение усадки обрабатываемого материала ожР-ток 16 управления считывает с выхода блока 14 контроля теекущей скорости значение скорости YE выборки материала из зоны обработки. Требуемая скорость Vj подачи материала в зону обработки определяется как
V, V, (1+6.J,
юсле чего блок 16 управления выдает на блок 4 преобразователя числовой код, соответствующий требуемому значению скорости Vi . Блок 4 преобразователя преобразует сигнал из цифровой формы в аналоговую. При срабатывании датчика 6 щва триггер 11 переходит в противоположное состояние, по которому блок 16 управления определяет необходимость считывания содержимого счетчика Ь длины. Затем рассчитывается длина выщедщего куска формуле
1-М1Х1 . ,
где Hi - содержимое счетчика 10 длины, накопленное между двумя ератываниями датчика 6 щва.
триггер 1 служит для пре|датвращсния потери информации о прошедшем мимо датчика 6 шве при однов|)еменном срабатывании датчиков 5 и 6 шва.
Действительиая усадка СдМатериала оп ределяется по формуле
6 L Bsr.i - L ьы. i я LM.I
гдeLвlJ, i-ro куска, измеренные на входе и выходе зоны обработки. Затем находится разность АЕ которая определяется по формуле
А« д-е
OtK .
Вычисляется ошибка по длине aL По формуле
лЬ- а6 - ц,д
Рассчитывается время отрлботки ошибки Тотр , при увеличении или уменып мин скорости V, на величину и V, по формуле
&L
Т
отр /TV
После чего скорость тянульной пары 2 изменяется ло значения
V, V (1+С„(± aV .
и выдерживается такой в течение времени Татр Если , д V берется со знаком плюс, в противном случае - со знаком минус. Аналогичным образом отрабатывается ошибка для всех выходящих из зоны обработки кусков.
Предлагаемое устройство позволяет повысить точность стабилизации количества 70 текстильного материала в зоне обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации количества текстильного материала в зоне обработки | 1977 |
|
SU770978A1 |
| СПОСОБ УПРАВЛЕНИЯ КОЛИЧЕСТВОМ ТРАНСПОРТИРУЕМОГО В СВОБОДНОМ СОСТОЯНИИ ТЕКСТИЛЬНОГО МАТЕРИАЛА В ТЕХНОЛОГИЧЕСКОЙ МАШИНЕ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2014 |
|
RU2578532C2 |
| Самонастраивающаяся система управления количеством ткани в технологической машине | 1979 |
|
SU867830A1 |
| Устройство для поддержания определенного количества текстильного материала в технологической емкости | 1975 |
|
SU590226A1 |
| Устройство для регулирования времени обработки ткани в технологической машине | 1980 |
|
SU896117A1 |
| СПОСОБ АДАПТИВНОГО УПРАВЛЕНИЯ КОЛИЧЕСТВОМ ТРАНСПОРТИРУЕМОГО В СВОБОДНОМ СОСТОЯНИИ ТЕКСТИЛЬНОГО МАТЕРИАЛА В ТЕХНОЛОГИЧЕСКОЙ МАШИНЕ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2014 |
|
RU2573368C1 |
| СПОСОБ УПРАВЛЕНИЯ КОЛИЧЕСТВОМ ТРАНСПОРТИРУЕМОГО В СВОБОДНОМ СОСТОЯНИИ ТЕКСТИЛЬНОГО МАТЕРИАЛА В ТЕХНОЛОГИЧЕСКОЙ МАШИНЕ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2014 |
|
RU2564880C1 |
| Система управления количеством ткани в технологической машине | 1980 |
|
SU895867A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| СПОСОБ УПРАВЛЕНИЯ КОЛИЧЕСТВОМ ТРАНСПОРТИРУЕМОГО В СВОБОДНОМ СОСТОЯНИИ ТЕКСТИЛЬНОГО МАТЕРИАЛА В ТЕХНОЛОГИЧЕСКОЙ МАШИНЕ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2013 |
|
RU2552373C1 |
УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ КОЛИЧЕСТВА ТЕКСТИЛЬНОГО МАТЕРИАЛА В ЗОНЕ ОБРАБОТКИ, содержащее связанный регулирующим выходом с приводом одной из тянульных пар блок управления, первый вход которого связан с датчиком шва, установленным на входе зоны обработки, а второй и третий входы через счетчики длины - с соответствующи2 У1 ми датчиками длины, установленными на входе и выходе зоны обработки, и датчик щва, установленный на выходе зоны обработки, отличающееся тем, что, с целью по-, вьииения точности стабилизации, оно имеет блок ввода ожидаемой усадки, блок контроля текущей скорости и триггер, причем блок ввода ожидаемой усадки подключен к четвертому входу блока управления, пятый вход которого через триггер подсоединен к датчику шва на выходе зоны обработки, а П1естой его вход подключен к блоку контроля текущей скорости, вход которого связан с приводом тянульной пары на выходе зоны обработки, при этом регулирующий выход блока управления связан с приводом тянульной пары на входе зоны обработки, а два других его выхода связаны со сбросовыми входами соответствующих счетчиков длины.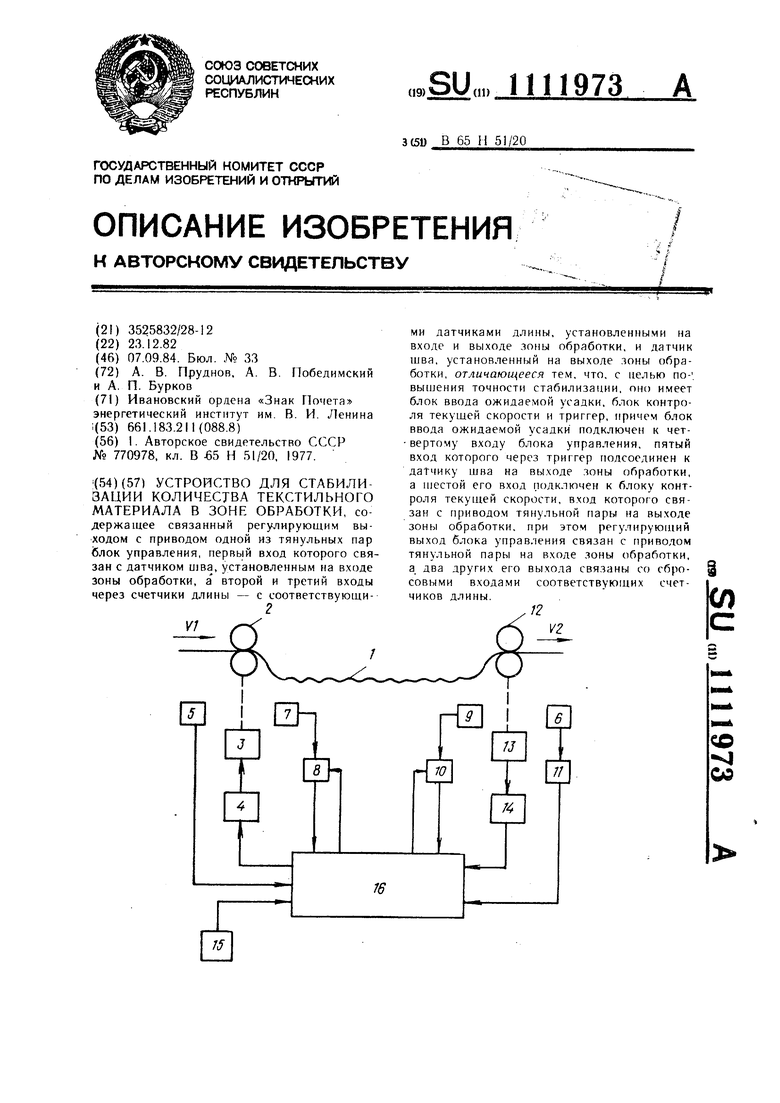
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для стабилизации количества текстильного материала в зоне обработки | 1977 |
|
SU770978A1 |
| кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
