(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СОПРОВОЖДЕНИЯ СВАРНЫХ ШВОВ И ОСТАНОВА РЕВЕРСИВНОГО ПРОКАТНОГО СТАНА
1
Изобретение относится к автоматическому управлению технологическим процессом на прокатных станах.
Известно устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана, содержащее импульсные датчики длины (скорости) полосы, кнопку ручного ввода информации о прохождении шва, устройство управления приводами стана и управляющую вычислительную машину (УВМ) Уд.
Данное устройство осуществляет, начиная со второго прохода, автоматическое замедление стана при прохождении швов и точный останов в конце прохода. Запоминание координат швов по длине полосы на первом проходе производит УВМ по сигналу оператора. Она же выполняет через определенные интервалы времени расчет тормозного пути, скорости и момента гормо-jg жения.
Недостатком этого устройства является большая сложность, обусловленная применением УВМ и слежением за швом (т.е.
его сопровождением) на всей длине полосы. Кроме того, устройство недостаточно, точно и надежно из-за использования информации от датчика длины полосы при прокатке всего рулона, так как возможное проскальзьгеание фрикционного ролика, с которым соединен импульсный датчик длины, приводит к появлению накапливающейся погрешности при измерении. Погрешность можег быть вызвана и дискретным вычислением величин тормозного пути, скорости и момента торможения.
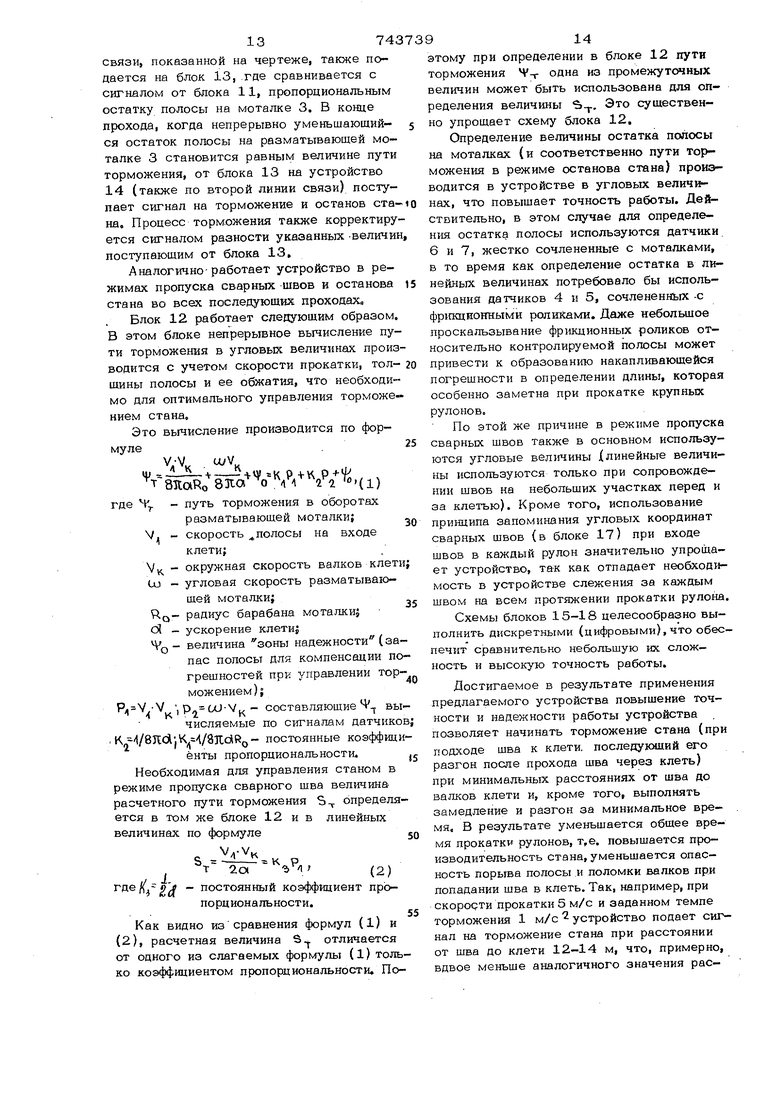
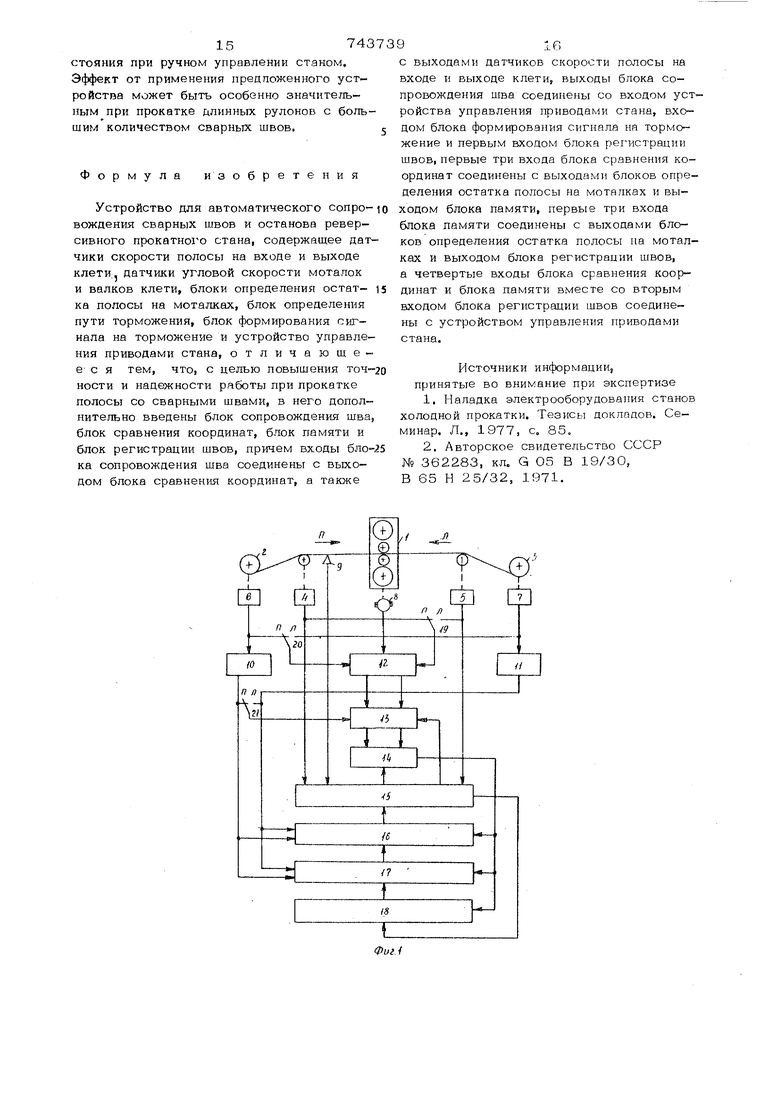
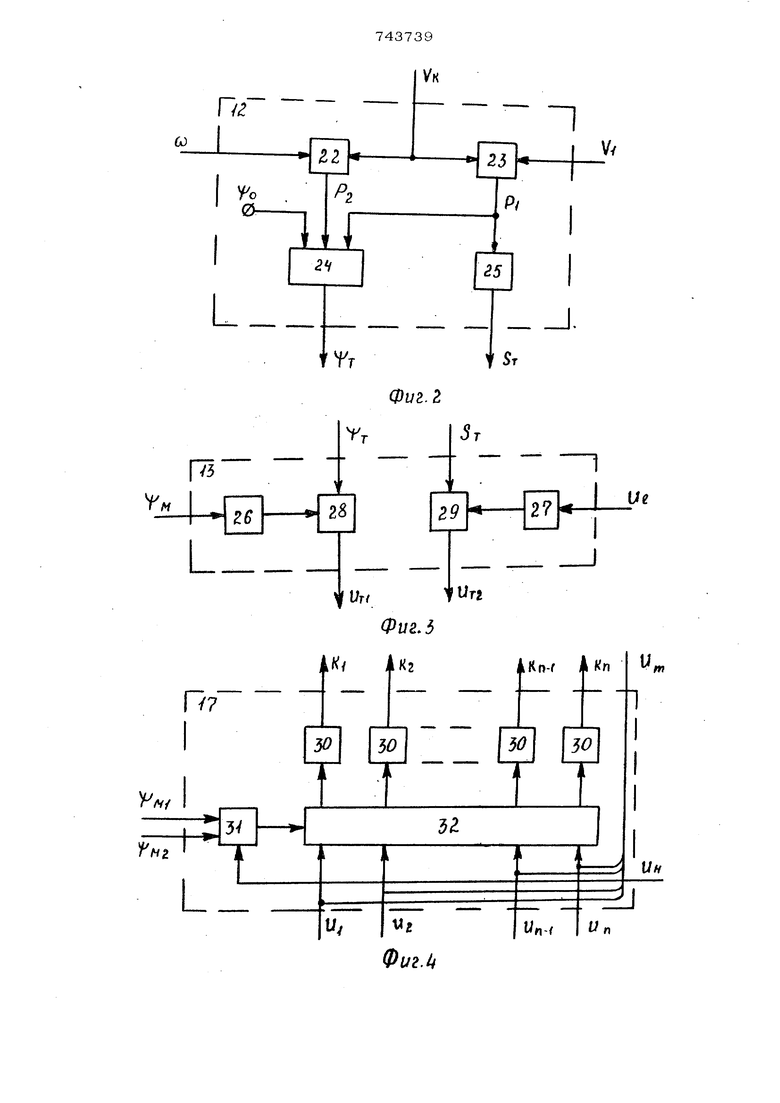
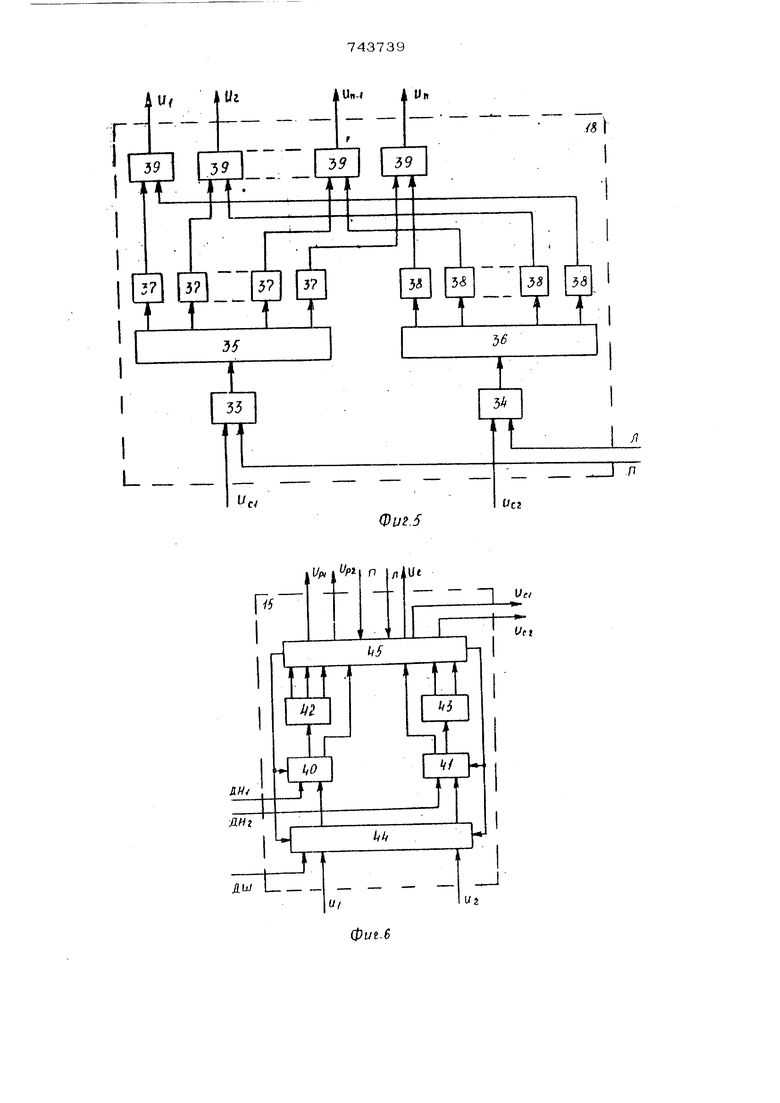
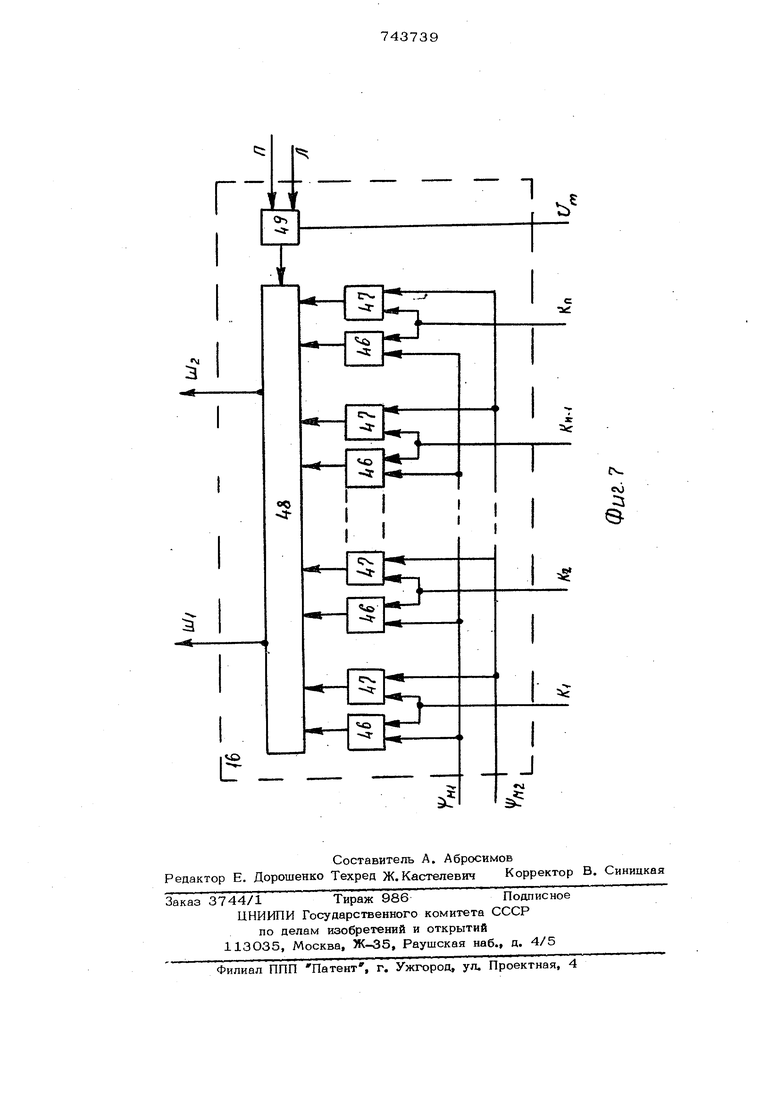
Наиболее близким к предлагаемому по технической сущности к достигаемому результату является устройство для авто матического управления торможением прокатного стана для обработки полосы, содержащее разматыватель с датчиком угловой скорости, датчики скорости полосы на входе и выходе клети, блок определения длины полосы (остатка полосы на разматывагеле), блок определения пути торможения и блок формирования сигнала на торможение 2. Входы блока определения длины (оста,тка) полосы соединены с выходами датчи,ков угловой скорости разк;атыБателя и линейной скорости полосы на входе стана, входы блока определения пути торможения соединены с выходами датчиков скорости полосы на входе и выходе стана а входы блока формирования сигнала на торможение соединены с выходами блока определения длины (остатка) полосы и блока определения пути торможения. Выходной сигнал блока формирования сигнала на тор можение подается на.устройство управления приводами стана для управления процессом торможения и останова. В процессе работы устройства по сигналам датчиков непрерывно вычисляется величина тормозного пути при данной скорости прокаткк. Эта величина сравнивается с текущей длиной (остатком) полосы на разматывателве и в момент равенства формируется сигнал на начало торможения стана. Недостатком этого устройства является отсутствие возможности точного и надежного управления торможением стана при прокатке полосы со сварными . В случае прокатки такой полосы для устранения возможных ее обрыво1з или полом ки валков клети необходимо снижать скорость прокатки, пропускать сварной шов через клеть на пониженной скорости, а за тем снова увеличивать скорость до рабочей величины, причем, с целью обеспечения максимальной производите,льности про катного стана, время выполнения всех эт оперещий должно быть минимальным. Данное устройство не обеспечивает возможности такого управления торможением стан Цель изобретения -- повышение точности и надежности работы устройства при прокатке полосы со сварными швами. Цель достигается тем, что в устройст во, содержащее датчики скорости полосы на входе и выходе клети, датчики угловой скорости моталок и валков клети, блоки определения остатка полосы на моталках, блок определения пути торможения, блок формирования сигнала на торможение и устройство управления приводами стана, дополнительно введены блок сопровождени шва, блок сравнения координат, блок пам ти и блок регистрации швов, причем вход блока сопровождения шва соединены с вы ходом блока сравнения координат, а так же с выходами датчиков скорости полосы на входе и выходе клети, выходы блока сопровождения шва соединены со входом устройства управления станом, входом бл ка формирования сигнала на торможение и первым входом блока регистрации швов; первые три входа блока сравнения координат соединены с выходами блоков определения остатка полосы на моталках и выходом блока памяти; первые три входа блока памяти соединены с выходами блоков определения остатка полосы на моталках и выходом блока регистрации швов, а четвертые входы блока сравнения координат и блока памяти вместе со вторым входом блока регистрации швов соединены с устройством управления приводами стана. Дополнительные блоки и их связи обеспечивают в процессе прокатки автоматическое сопровождение всех сварных швов (т.е„ непрерь1вное определение их координат) , выдачу команды на снижение скорости CTaiia при минимально возможном расстоянии от щва до клети и выдачу команды на разгон стана до рабочей скорости после прохождения шва через клеть. В результате повышается точность и надежность работы устройства при прокатке полосы со сварными швами. На фиг. 1 представлена схема устройства; на фиг. 2 - структурная схема блока определения пути торможения; на фиг. 3 структурная схема блока формирования сигнала на торможение; на фиг. 4 - струк- схема блока памяти; на фиг. 5 структурная схема блока регистрации швов; на фиг, 6 - структурная схема блока сопровождения шва; на фиг. 7 - структурная схема блока сравнения координат. Реверсивный прокатный стан содержит клеть 1, левую 2 и правую 3 моталки. Правое (П) и левое (Л) направления прокатки обозначены стрелками. Устройство содержит датчики 4 и 5 скорости полосы на входе и выходе клети, датчики 6 и 7 угловой скорости моталок, датчик 8 угловой скорости валков клети, датчик 9 шва (вместо датчика шва может быть использован другой источник информации о прохождении сварного шва на определенном заданном расстоянии от валков клети, например, кнопка ручного ввода информации). К роме того, устройство содержит блоки 10 и 11 определения остатка полосы на моталках, блок 12 определения пути торможения, блок 13 формирования сигнала на торможение, устройство 14 управления приводами стана, блок 15 сопровождения шва, блок 16 сравнения координат, блок 17 памяти, блок 18 регистрации швов, В устройстве имеются также коммутатор 19 выходов датчиков скорости полосы, коммутатор 20 выходов датчиков угловой ско рости моталок и коммутатор 21 выходов блоков управления остатка полосы на моталках. Переключение этих коммутаторов осуществляет устройство управления приводами стана при смене направления прокатки. При любом направлении прокатки к входам блока формирования сигнала на торможение и блока определения пути тор можения коммутаторами 19-21 подключаются те датчики и блок определения остат ка полосы, которые соответствуют -входно стороне стана для данного прохода. Между блоками 12 и 13 - два соединения, по которым в блок 13 поступают сигналы, соответствующие значениям пути торможения стана в 2-х режимах работы - останова и снижения скорости для пропуска сварного ЩВЕ. Соответственно между блоком 13 и устройством 14 также два соединения, по которым передаются управляю щие сигналы на торможение стана в указанных 2-х режимах. Соединение выхода устройства 14 с четвертыми входами блоков 16 и 17 и вторым входом блока 18 предназначено для подачи сигнала о напра лении прокатки. В соответствии с этим сигналом в блоках 16 и 17 используется сигнал от одного из подключенных к ним блоков 10 или 11, а в блоке 18 регистрируются швы, переходящие в данном проходе с одной моталки на другую. Датчики 4-7 - импульсного типа, частота выходных импульсов этих датчиков пропорциональна измеряемой скорости. В качестве датчика 8 использован тахогенератор, выходное напряжение которого пропорциональ но скорости валков клети. Блок 12 определения пути торможения состоит из устройств 22 и 23 умножения устройства 24 суммирования с масштабированием и устройства 25 масштабирования. Один из входов устройства 22 через коммутатор 20 соединен с датчиками 6 или 7 угловой скорости моталок, второй вход этого устройства соединен с датчиком 8 угловой скорости валков клети. Выход устройства 22 подключен к одному из входов устройства 24. Один вход устройства 23 соединен с датчиком 8, второй - через коммутатор 19 с датчиками 4 или 5 скорости полосы на входе клети. Выход устройства 23 подключен ко второму входу устройства 24и 5 одновременно, ко входу устройства 25. Третий вход устройства 24 подключен к источнику постоянного сигнала. Выходы устройств 24 и 25 являются выходами блока 12. БЛОК 12 работает следующим образом. Устройство 22 умножения формирует сигнал, соответствующий произведению . Устройство 23 умножения формирует сигнал, соответствующий произведению ,, Устройство 24 осуществляет суммирование и масщтабирование сигналов Р. , PI и оТаким образом, сигнал на выходе устройства 24 соответствует левой части формулы (1), т.е. в блоке осуществляется вычисление пути торможения в оборотах разматывающей моталки. Устройство 25 масщтабирует величину Р- т.е. умножает ее на постоянный коэффициент К. Таким образом, на втором выходе блока 12 формируется сигнал, реализующий формулу (2) и соответствующий расчетному пути торможения S. БЛОК 13 формировани.я сигнала на торможения состоит из двух устройств 26 и 27 преобразования код-аналог и двух устройств 28 и 29 сравнения. Вход устройства 26 соединен через ,,, 21 с вьосодами блоков 10 и 11 определения остатка полось на моталке. Выход устройства 26 подключен к одному из входов устройства 28. Второй вход устройства 28 подключен к одному из входов блока 12 определения пути торможения. Выход устройства 28 является выходом блока 13. Вход устройства 27 соединен с выходом Vg блока 15 сопровождения шва. Вы устройства 27 подключен к одному из входов устройства 29. Второй вход устройства 29 подключен ко второму выходу блока 12. Выход устройства 29 является вторым выходокг блока 13. Блок 13 работает следуюшим образом. На вход устройства 26 непрерывно поступает кодовый сигнал остатка полосы РЩ входной моталке стана. С выхода устройства 26 этот сигнал, преобразованный в аналоговую форму, поступает на один из входов устройства 28, осуществляющего сравнение этого сигнала с сигналом расчетного пути торможения для остановки стана в конце прохода, поступающего из При равенстве этих сигналов а выходе устройства 28 и, следовательо, на выходе блока 13 появляется релейый сигнал-команда на торможение стана, /74 поступающая в устройство 14 управления приводами стана. На вход устройства 27 поступает кодо вый сигнал расстояния от шва, находящегося на входной стороне кпетир до зоны прокатки. С выхода устройства 27 этот сигнал, гфеобрааованный в аналоговую фор му, поступает на один из входов устройства 29, осуществляющего сравнение это го сигнала с сигналом расчетного пути торможения для замедления стана при прохождении щва через зону прокатки, по ступающего из блока 12, При равенстве этих сигналов на выходе устройства 29, и, следовательно, на втором выходе блока 13 появляется релейный сигнал-команда на торможение стана, поступающий в устройство 14 управления приводами стана, В состав блока 17 памяти входят регистры 30 памяти и коммутаторы 31и32 Входы коммутатора 31 связаны со вх дами , MJj и и„ блока. Входы коммутатора 32 связаны со вх дами U,., и р, блока. Выходы регистров 30 соединены с вы ходами К д,К...Кг1 блока. Внутренние св зи блока показаны на чертеже. Блок работает следующим образом. В зависимости от сигнала о направлении прокатки и ц коммутатор 31 подклю чает к коммутатору 32 сигналы остатка полосы на наматывающей моталке 2 или 3 - Цм . или соответственно. При П направлении прокатки подключается сиг нал Ч при Л - сигнал . На коммутатор 32 поступают импульс ные сигналы о номере шва, пршпедшего на наматывающую моталку - Uy.. А),- . По каждому из этих сигналов коммутатор 3 записывает сигнал остатка полосы на на матывающей моталке в один из регистров ЗО. В каждый регистр записывает зя координата определенного шва, С выходов регистров сигналы, соотве ствующие координатам щвов К... К по ступают в устройство 16 сравнения, Блок 18 регистрации щвов состоит и счетчиков 33 и 34, дешифраторов 35 и 36, .формирователей импульсов 37 и 38 и элементов 39 ИЛИ. Входы счетчиков 33 и 34 соединены со входами Л и П блока, а также входам Выходы и... Un блока соединены с выходами элементов 39. Блок работает следующим образом. 8 В зависимости от направления прокатки (сигналы Л или П) работает один из счетчиков 33 или 34, С приходом сигнала на ЕЯОДЫ VJc- или Uc.j о выходе шва из зоны сопровождения и поступлении его на наматьтающую моталку срабатывает счетчик 33 или 34. Код счетчика поступает на дешифратор 35 или 36, с выходов которого снимаются сигналы о наличии определенного шва на моталке 2 или 3„ Формирователи 37 или 38формируют импульсы при появлении сигнала о каждом шве. Эти импульсы поступают на элементы 39ИЛИ выходные импульсы которых U,.,Ur, подаются в устройство 17 и управляют записью координат щвов. Так как шов, который первым приходит на одну моталку, для другой является последним {г ), на элемент ИЛИ, выходной сигнал которого и д выдает команду на запись 1-го шва, поступают импульсы, сформированные по сигнала.м с первого выхода дешифратора 35 и г -го выхода дешифратора 36, на элемент ИЛИ с выходом U Q импульсы, сформированные по 2-му выходу дешифратора 35 и (п -1) выходу дешифратора 36 и т.д. Блок 15 сопровождения шва состоит из двух счетчиков 4О и 41 (например, двоичных), двух -дешифраторов 42 и 43 соответственно с тремя и двумя выходами и двух логических устройств 44 и 45. Входы Ш у( и Ш 2 блока соединены с соответствующими выходами блока 16 сравнения координат, вход ДШ соединен с датчиком 9 шва, а входы ДИ/| и датчиками 4 и 5, Выходы Uc и с блока, соединены со входами блока 18, а вы- ходыУр. и со входами устройства 14. С устройством 14 соединены и входы П и Л блока. Выход Ug соединен со входом блока 13, Внутренние связи блока изображены на чертеже. Блок работает следующим образом, При прокатке в первом проходе (направление П, фиг. 1) на вход ЦШ блока 15 поступает сигнал о прохождении шва в месте установки датчика 9. По этому сигналу устройство 44 подает сигнал на счетчик 40, который начинает считать импульсы, поступающие от датчика 4, Когда на счетчик поступит количество импульсов, соответствующее расстоянию от датчика 9 до клети, на первом выходе дешифратора 42 появляется сигнал, поступающий на устройство 45. По этому сигналу устройство 45 выдает сигнал шов в валках (на устройство 44) и сброс (на счетчик 40 и устройство 44), устройство 44 снимает сигнал разрешения со счетчика 40 и подает этот сшм-шл на счетчик 41, который начинает считать импульсы датчика 5. Когда на счетчик поступает количество импульсов, соответствующее выбранной величине зоны сопровождения шва, на первом выходе дешифратора 43 появля ется сигнал, поступающий на. устройство 45. Поэтому сигналу устройство 45 подает Сигналы выход шва из зоны (на выход UCQ блока) и сброс (на счетчик 41 и устройство 44). Устройство 44 сни мает сигнал разрешения со счетчика 41 .и подготавливает разрешающий сигнал на счетчик 40. Этот сигнал поступает на счетчик 40 после прихода сигнала о следующем шве с датчика 9. Сопровождение следующего шва осуществляется аналогич ным образом. При прокатке во втором проходе (направление Л, фиг. 1) в определяемый бло ком 16 момент выхода шва в зону сопровождения на вход Ш блока 15 поступает сигнал, по которому устройство 44 да ет разрешение на счетчик 41, начинающи считать импульсы датчика 5 (вход О. И j), В это время на выходе U и далее в блок 13 поступает информация о текущем расстоянии от шва до клети. При сравнении этой величины с расчетным значением пути торможения происходит замедление стана для прокатки шва на понюкенной скорости. После прихода на счетчик необходимого количества импульсов, соответствующего величине зоны сопровождения, на первом выходе aeLuiiCpaTopa 43 по является сигнал, по которому устройство 45 выдает сигналы шов в валках (на устройство 44) и сброс (на счетчик 41 и устройство 44). В этот момент устройство 44 снимает сигнал разрешения со счетчика 41 и подает этот сигнал на счет чик 4Os который начинает считать импульсы датчика 4. Когда на этот счетчик поступает количество импульсов, соответст вующее заданному расстоянию отхода шва от клети, на втором выходе дешифратора 42 появляется сигнал, по которому устройство 45 подает сигнал на выход блока и далее в устройство 14 для разгона стана до рабочей Скорости прокатки. После прихода на счетчик 40 количества импульсов, соответствующего величине, зоны сопровождения, на третьем выходе дешифратора 42 появляется сигнал, по ко-
горому устройство 45 подает сигналы выход шва из зоны (на выход U, блока), и сброс (на счетчик 4О и устройство 44), Устройство 44 снимает сигнал разрешения со счетчика 40 и подготавливает разрешающий сигнал на счетчик 41. Этот сигнал поступает на счетчик 41 после прихода сигнала на вход Ш блока о вхождении в зону сопровождения следуюЩ о сварного шва. Таким образом,происходит и сопровождение остальных швов, причем при подходе каждого шва к клети стан замедляется, а после отхода шва на заданное расстояние от валков снова разгоняется, Aнaлoг гчным образом работает блок 15 на третьем и последующих проходах. На третьем проходе сигнал о вхождении шва в зону сопровождения поступает на вход Ш блока. Блок 16 сравнения координат состоит из двух групп, логических устройств 46 и 47 равнозначности, коммутатора 48 и логического устройства 49. Входы и М2. блока соединены с выходами блоков 10 и 11, входы выходами блока 17, входы П и Л - с устройством 14, Выходы Ш, и Ш„ соединены со входами блока 15. Внутренние Связи блока изображены на чертеже. Блок работает следующим образом. , Во время каждого прохода группы 46 и 47 производят сравнение кодов, поступающих от регистров блока 17 по входам Кд,,, К п ; с кодами, поступающими от блоков 1О и 11 по входам Ч ,у( и Ч Сигналы о равнозначпостт кодов поступа- ют на коммутатор 48, который производит переключение одного из этих сигналов на выход Ш д или Ш по команде устройства 49, Устройство 49 получает сигналы о направлении прокатки (П и Л) и о порядке записи информации в регистры блока 17 (сигналы U На этой основе осуществляется выбор одной из групп 46 или 47 и одного из устройств каждой группы (соответственно входам Кд...К), таким образом, чтобы производилось сравнение кода от блока определения остатка, полосы на входной стороне стана для данного прохода) с кодами, соответтвующими швам на той же стороне стана занесенными в регистры блока 17. При том сравнение с кодами швов производит я в порядке, обратном их занесению в егистры памяти. Таким образом, моменты равнения соответствуют выходу каждоо щва из рулона на разматывающей моталк.е и входа его в зону сопровождения, В эти моменты на одном из выходов блока (Ш. или появляется сигнал, кого- рый ратем поступает в блок 15, Блок определения остатка полосы на моталках представляет собой в простейшем случае реверсивный счетчик, например, двоичный. При намотке полосы на моталку соответствующий этой моташсе блок определения остатка производит суммирова ние импульсов соединенного с ним датчика, а при смотке полосы вычитание импульсов из занесенного в счетчик числа. Устройство работает следующим обра зом. При прокатке полосы в первом проходе (направление П) от датчика 9 на блок 15 подается сигнал о прохождений сварного шва в месте установки датчика, т.е на определенном расстоянии от валков клети (при отсутствии датчика шва сигна- лы о прохождении швов в, заданном месте могут вводиться от кнопки ручного ввода информации) о После получения сигнала начинается сопровождение шва, т,е, непрерывное определение и регистрация его рас стояния до валков клети (на входной стороне по сигналу датчика 4, на выходной по сигналу датчика 5). Величина зоны сопровождения на входе и на выходе клети выбрана равной максимально возможной длине пути торможения. При прохождении швом гран1щы зоны сопровождения от блока 15 на блок 18 подается сигнал для регистрации шва в рулоне на моталке 3. После этого по сигналу, поступающему от блока 18 на блок 17, в последнем происходит запоминание угловой координаты данного шва в оборотах моталки 3. Значе ние этой координаты поступает в блок 17 от блока 11 (в соответствии с информацией о направлении прокатки, которая поступает на четвертый вход блока 17 от устройства 14, при направлении П в память записываются данные от блока 11 при направлении Л - данные от блока 10 На этом сопровождение шва в данном про ходе прекрашается. Аналогично осуществляется сопровождение остальных, швов и занесение их угловых координат в память блока 17. В конце первого прохода в блоке 18 зарегистрированы все швы в рулоне на правой моталке, в блок 17 занесены угловые координаты этих швов, а в блоке 11 зафиксировано обшее количество витков полосы на моталке 3 (в угловых единицах). При изменении направления прокатки на Л устройство 14 переключает коммут 743 торы 19 и 21 в положение Л и подает соответствующий сигнал на блоки 16, 17 и 18. В процессе прокатки в блоке 16 происходит непрерывное сравнение угловых координат сварных швов, занесенных в схему запоминания блока 17, с текущей угловой координатной полосы, поступающей от блока 11, В моменты равенства этих координат от блока 16 на блок 15 подаются сигналы, по Которым осуществляется сопровождение каждого из швов аналогич- . но описанному выше (до клети - по сигналу датчика 5, после клети - по сигналу датчика 4). Этот процесс продолжается до момента выхода каждого шва из зоны сопровождения, причем в эти моменты по сигналам блока 15 блок 18 регистрирует шов в рулоне на моталке 2, после чего по сигналам блока 18 в схему запоминания блока 17 заносятся из блока 1О новые угловые координаты швов (в оборотах моталки 2). В процессе сопровождения каждого шва (при его приближении к клети) в блоке 15 непрерывно определяется текущее расстояние от шва до валков клети, а в блоке 12 по сигналам датчиков скорости непрерывно рассчитывается величина пути торможения от данной скорости прокатки до заданной скорости пропуска сварного шва (в рассматриваемом проходе при направлении прокатки Л к блоку 12 подключены датчики 5, 7 и 8). Оба эти сигнала от блоков 12 и 15 подаются на блок 13, где происходит их сравнение. Когда текущее расстояние от шва до кле ти становится равным величине пути торможения, от блока 13 на устройство 14 поступает сигнал на начало торможения, а сам процесс торможения, управляемый устройством 13, непрерывно корректируется сигналом разности указанных двух величин (этот сигнал продолжает поступать от блока 13), Сварной шов проходит через клеть на пониженной скорости, при этом продолжается его сопровождение блоком 15. После удаления шва от клети на заданное расстояние от блока 15 на устройство 14 подается сигнал на разгон стана до рабочей скорости прокатки Таким образом, осуществляется пропуск всех швов рулона. В режиме пропуска сварного шва вычисление пути торможения производится блоком 12 в линейных величинах. Одновременно блок 12 произЕюдит вычисление пути торможения и в угловых величинах (при направлении прокатки Л - в оборотах моталки З). Этот сигнал по второй линии
Связи, показанной на чертеже, также подается на блок 13, .где сравнивается с сигналом от блока 11, пропорциональным остатку полосы на моталке 3. В конце прохода, когда непрерывно уменьшающийся остаток полосы на разматывающей моталке 3 становится равным величине пути торможения, от блока 13 на устройство 14 (также по второй линии связи) посту- пает сигнал на торможение и останов ста-io на, Процесс торможения также корректиру ется сигналом разности указанных -величи поступающим от блока 13. Аналогично-работает устройство в режимах пропуска сварных швов и останова стана во всех последующих проходах. БЛОК 12 работает следующим образом В этом блоке непрерывное вычисление пути торможения в угловых величинах произ водится с учетом скорости прокатки, толщины полосы и ее обжатия, что необходиМО для оптимального управления торможением стана. Это вычисление производится по формулеV.-V.. cuV ш ... л ---vMi к о 4-к о il т STtaRo о УА Va (i} где -И - путь торможения в оборотах разматывающей моталки; Скорость полосы на входе клети; окружная скорость валков клет угловая скорость разматывающей моталки; UQ- радиус барабана моталки; C5l - ускорение клети; VQ - величина зоны надежности(за пас полосы для компенсации по грешностей при управлении торможением); -;) - V , р, СО V j - составляющие V вы P.V/V. числяемые по сигналам датчико KJ t/8KdjK -V8jCdRQ- постоянные коэффици енты пропорциональности. Необходимая для управления станом в режиме пропуска сварного шва величинарасчетного пути торможения S определяется в том же блоке 12 и в линейных величинах по формуле -NP.; , J- -v - .-(2) где/(| - постоянный коэффициент пропорциональности. Как видно изсравнения формул (1) и (2), расчетная величина S отличается от одного из слагаемых формулы (1) только коэффициентом пропорциональности. Поэтому при определении в блоке 12 пути торможения Ч-г одна из промежуточных величин может быть использована для определения величины , Это существенно упрощает схему блока 12.
Определение величины остатка полосы на моталках {и соответственно пути торможения в режиме останова стана) производится в устройстве в угловых величинах, что повышает точность работы. ДвистБИтельно, в этом случае для определения остатка полосы используются датчики 6 и 7, жестко сочлененные с моталками, в то время как определение остатка в ли- нейньггс величинах потребовало бы использования датчиков 4 и 5, сочлененных -с фрикционными роликами. Даже неболыиое проскальзывание фрикционных роликов относительно контролируемой полосы может привести к образованто накапливающейся погрешности в определении длины, которая особенно заметна при прокатке крупных рулонов. По этой же причине в режиме пропуска сварных швов также в основном используются угловые величины {линейные величины используются только при сопровождении швов на небольших участках перед и за клетью). Кроме того, использование принципа запоминания угловых координат сварных ЩБОВ (в блоке 17) при входе швов в каждый рулон значительно упрощает устройство, тек как отпадает необходимость в устройстве слежения за каждым швом на всем протяжении прокатки рулона. Схемы блоков 15-18 целесообразно выполнить дискретными (цифровыми), что обеспечит сравнительно небольшую их. сложность и высокую точность работы. Достигаемое в результате применения предлагаемого устройства повышение точности и надежности работы устройства позволяет начинать торможение стана (при подходе шва к клети, последующий его разгон после прохода шва через клеть) при минимальных расстояниях от щва до валков клети и, кроме того, выполнять замедление и разгон за минимальное вре- . мя, В результате уменьшается общее время прокатки рулонов, т,е. повышается производительность стана, уменьшается опасность порыва полосы и поломки валков при попадании шва в клеть. Так, например, при скорости прокатки 5 м/с и заданном темпе торможения 1 м/с устройство подает сигнал на торможение стана при расстоянии от шва до клети 12-14 м, что, примерно, вдвое меньше аналогичного значения рас- стояния при ручном управлении станом. Эффект от применения предпоженного устройства может быть особенно значительным при прокатке длинньгх рулонов с шим количеством сварных швов. изобретения о р м у л а Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатно1о стана, содержащее датчики скорости полосы на входе и выходе клети, датчики угловой скорости моталок и валков клети, блоки определения остат- is ка полосы на моталках, блок определения пути торможения, блок формирования сигнала на торможение и устройство управления приводами стана, отличающееся тем, что, с целью повышения точ-2о ности и надежности работы при прокатке полосы со сварными швами, в него дополнительно введены блок сопровождения шва, блок сравнения координат, блок памяти и блок регистрации швов, причем входы бло-25 ка сопровождения шва соединены с выходом блока сравнения координат, а также
блока памяти соединены с выходами блоков определения остатка полосы на моталках и выходом блока регистрации швов, а четвертые входы блока сравнения координат и блока памяти вместе со вторым входом блока регистрации швов соединены с устройством управления приводами стана.
Источники информации, принятые во внимание при экспертизе
1.Наладка электрооборудования стано холодной прокатки. Тезисы докладов. Семинар. Л., 1977, с, 85.
2,Авторское свидетельство СССР № 362283, кл. G 05 В 19/30,
В 65 Н 25/32, 1971. с выходами датчиков скорости полосы на входе и выходе клети, вьгходы блока сопровождения шва соединены со входом устройства управления приводами стана, входом блока формирования сигнала на торможение и первым входом блока регистрации швов, первые три входа блока сравнения координат соединены с выходами блоков определения остатка полосы на моталках и выходом блока памяти, первые три входа
Г//
О)
W
А
УО
Р/
г/
Гт
5
.
ST
Ф1/2.2
Зт


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для торможения реверсивного стана холодной прокатки | 1977 |
|
SU929260A1 |
| Устройство для автоматического замедления и точного останова реверсивного стана холодной прокатки | 1976 |
|
SU713629A1 |
| Устройство для автоматической точной остановки реверсивного прокатного стана с моталками | 1977 |
|
SU692648A1 |
| Устройство для регистрации сварных швов | 1981 |
|
SU984531A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2011 |
|
RU2463115C1 |
| Устройство для регистрации сварных швов | 1977 |
|
SU670353A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1980 |
|
SU937070A1 |
| Устройство для управления непрерывным станом холодной прокатки | 1977 |
|
SU679271A1 |
| Устройство для повышения проходимости сварных швов при прокатке | 1982 |
|
SU1044361A1 |
Уд/
Ur/l n
Фиг. 5
Фиг.
иг
4u
.. i|
I
4
I .
Un-iA UH
й1
3
r т 1
L
33
I
и
c
ды
п
Uci
Фиг.5
П Uf/
J
evj
cs
e
