(54) САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА УПРАВЛЕНИЯ КОЛИЧЕСТВОМ ТКАНИ В ТЕХНОЛОГИЧЕСКОЙ МАШИНЕ
1
Изобретение относится к отделочйому производству текстильной промышленности, а именно к устройствам для стабилизации количества транспортируемой в процессе обработки ткани в технологической машине.
И:звестна самонастраивающаяся система управления количеством ткани в технологической машине, содержащая подающие и выбирающие ткань приводы с блоками управления, два импульсных датчика количества ткани, установленные саответственно на входе и выходе технологической машины и соединенные с элементом сравнения, и логический блок l. ,
Недостатком известного устройства является его невысокая точность,что обусловлено применением двухпозицирнногр регулятора, в самом принципе действия koTOporo заложена ошибка определяющая возможность его функционирования. Ограничены также и технологические возможности устройства.
поскольку оно рассчитано на ткани с близкими по величине значениями изменения линейных размеров (усадки) в процессе обработки, что может при- вести к неустойчивой работе устройства и к значительному отклонению от заданного значения количества ткани в технологической машине.
Цель изобретения - повьш1ение точности управления и распшрение техно10логических возможностей системы.
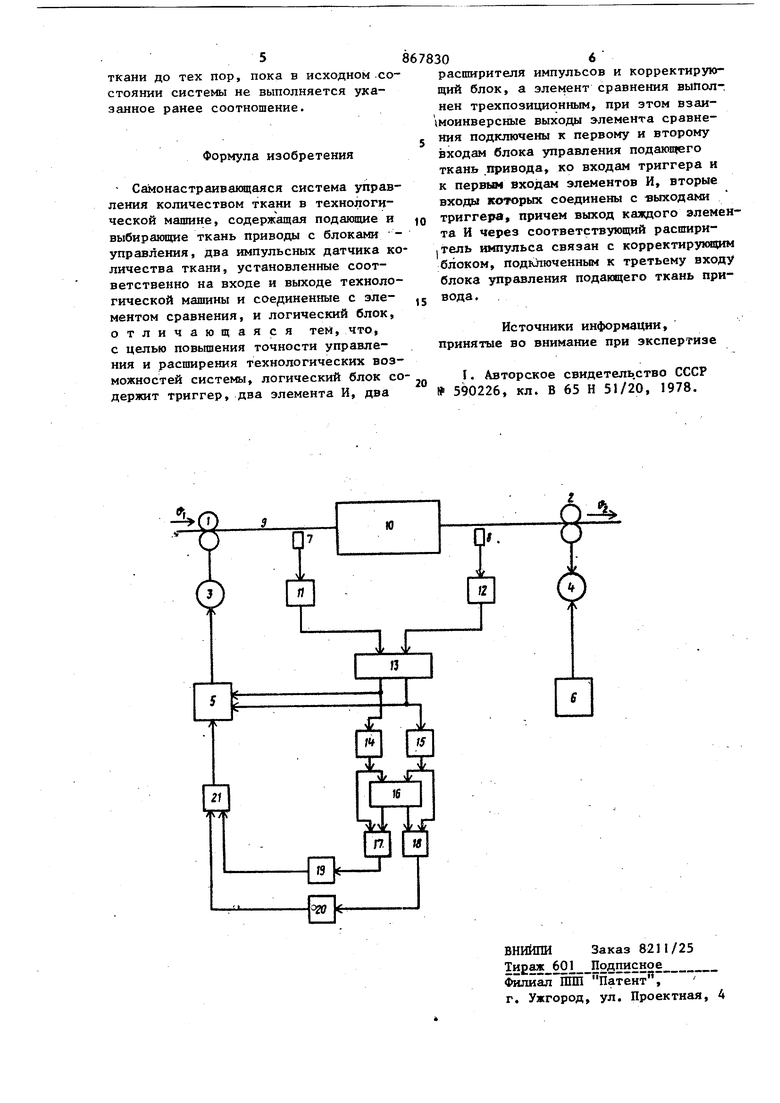
Указанная цель достигается тем, что логический блок содержит триггер, два элемента И, два расширителя импульсов и корректирующий блок, а эле15мент сравнения выполнен трехпозиционным, при этом взаимоинверсные выходы элемента сравнения подключены к первому и второму входам блока управления подающего ткань привода, ко вхо20дам триггера и к первым входам элементов И, вторые входа которых соединены с соответствующими выходами триггера, причем выход каждого элементя И 3 через соответствующий расширитель импульса связан с корректирующим блоком, подключенным к третьему входу блока управления подающего ткань привода. . На чертеже представлена блок-схема самонастраивающейся системы управления количеством ткани в технологической машине. Система содержит подающие 1 и выбираю цие 2 материал тянульные пары, входящие соответственно в состав подающего 3 и выбирающего 4 приводов, имеющих блоки 5 и 6 управления. Импульсные датчики 7 и 8 количества тка ни 9 выполнены в виде датчиков меток и установлены соответственно на входе и выходе технологической машины 10 Выходы датчиков 7 и 8 через формирователи 11 и 12 импульсов подключены к трехпозиционному элементу 13 сравнения, выходы которого связаны с бло ком 5 управления приводом 3 и через формирователи 14 и 15 с триггером 16 Кроме того, выхода формирователей 14 и 15, а также выходы триггера 16 через элементы-И 17 и 18, расширители 19 и 20 импульсов и корректирующи блок 21 подключены к блоку 5 управле ния приводом 3. Система работает следующим образом. Ткань 9 с линейной скоростью V подается в технологическую машину 10 тянульной парой 1, а выбирается из м иГины с линейной скоростью V тянульн парой 2. При чередовании сигналов с датчиков 7 и 8 количества ткани сигналы на выходе элемента 13 сравне ния равны нулю и линейная скорость V транспортирования ткани на входе в технологическую мащину равна заданно Это состояние системы условно примем исходным. В случае поступления двух (или более) сигналов подряд с датчика 7 .на первом выходе элемента 13 сравнения формируется сигнал, свидетельствующий об увеличении количества ткани в машине сверх заданного, т.е. о необходимости снижения ско- рости подачи V ткани в технологичес кую машину10, а при поступлении дву (или более) сигналов подряд с датчика 8 на втором выходе элемента 13 сравнения формируется сигнал, свидетельствующий о необходимости увеличения скорости подачи ткани в тех нологическую машину 10. Сигналы, сформированные на выходах лемента 13 сравнения, воспринимаютя блоком 5 управления, корректирую им линейную скорость у. транспортиования ткани на входе в технологиескую машину 10, и сохраняются до тех пор, пока не поступят два подряд сигнала с противоположного датчика, т.е. пока количество ткани в машине е станет равным заданному. В этом случае система возвращается в исходное состояние. Оптимальная точность стабилизации оличества ткани 9 в технологической ашине 10 обеспечивается, если в исходном состоянии системы выполняется соотношение ((), где g(,pсредняя усадка материала данного артикула в процессе обработки., . Изменение состояния элемента 13 сравнения, а следовательно, и линейскорости V транспортирования ной ткани на входе в технологическую машину 10, при равномерном нанесении меток на ткань будет вызываться отклонением от среднего значения величины усадки ткани. Учитывая, что значения усадки материала данного артикула подчиняются нормальному закону распределения , частота увеличений линейной скорости V ткани должна быть равна частоте ее уменьшений, т.е. частоты сигналов на выходах элемента 13 сравнения должны быть равны между собой. Это равенство (а значит и указанное соотношение) однако может быть нару- . шено вследствие ошибки при предварительной настройке системы, при смене артикула ткани, при колебаниях линейной скорбсти Vi транспортирования материала на выходе из технологической малшны 10. Возможно поэтому появление двух подряд сигналов на одном из выходов элемента 13 сравнения. При этом первый импульс с выхода формироэателя 14 или 15 импульса переключает триггер 16, обеспечивая прохождение через элемент И 17 или 18 второго импульса, поступающего через расширитель 19 или 20 импульса на соответствующий вход корректирукицего блока 21. Корректирующий блок 21, воздействуя в течение времени, определяемого шириной, импульса с выхода расширителя 19 или 20 импульса, на .блок 5 управления, изменяет линейную скорость V ткани до тех пор, пока в исходном .состоянии системы не выполняется указанное ранее соотношение. Формула изобретения - Самонастраивающаяся система управления количеством ткани в технологи ческой машине, содержащая подающие и выбирающие ткань приводы с блоками управления, два импульсных датчика ко личества ткани, установленные соответственно на входе и выходе технологической машины и соединенные с элементом сравнения, и логический блок, отличающаяся тем, что, с целью повьпоения точности управления и расширения технологических возможностей системы, логический блок сО держит триггер, дна элемента И, два 306 расширителя импульсов и корректирующий блок, а элемент сравнения выполнен трехпозиционным, при этом взаимоинверсные выходы элемента сравнения подключены к первому и второму входам блока управления подающего ткань .привода, ко входам триггера и к первым входам элементов И, вторые входы которых соединены с 1зыходами триггера, причем выход каждого элемента И через соответствующий расшириТель импульса связан с корректирующим блоком, подключенным к третьему входу блока управления подающего ткань привода. Источники информации, ринятые во внимание при экспертизе I. Авторское свидетельство СССР 590226, кл. В 65 Н 51/20, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления количеством ткани в технологической машине | 1980 |
|
SU895867A1 |
| САМОНАСТРАИВАЮЩЕЕСЯ УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ КОЛИЧЕСТВОМ ТРАНСПОРТИРУЕМОГО В СВОБОДНОМ СОСТОЯНИИ ТЕКСТИЛЬНОГО МАТЕРИАЛА В ТЕХНОЛОГИЧЕСКОЙ МАШИНЕ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2014 |
|
RU2578395C2 |
| Устройство для стабилизации количества текстильного материала в зоне обработки | 1982 |
|
SU1111973A1 |
| Устройство для поддержания заданногоКОличЕСТВА ТЕКСТильНОгО МАТЕРиАлАВ ТЕХНОлОгичЕСКОй ЕМКОСТи | 1979 |
|
SU821367A1 |
| САМОНАСТРАИВАЮЩЕЕСЯ УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ КОЛИЧЕСТВОМ ТРАНСПОРТИРУЕМОГО В СВОБОДНОМ СОСТОЯНИИ ТЕКСТИЛЬНОГО МАТЕРИАЛА В ТЕХНОЛОГИЧЕСКОЙ МАШИНЕ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2014 |
|
RU2559644C1 |
| Устройство для стабилизации количества текстильного материала в технологической машине | 1980 |
|
SU956403A1 |
| Устройство для стабилизации количества текстильного материала в технологической машине | 1984 |
|
SU1265129A1 |
| Устройство для поддержания определенного количества текстильного материала в технологической емкости | 1975 |
|
SU590226A1 |
| Устройство для стабилизации количества текстильного материала в зоне обработки | 1977 |
|
SU770978A1 |
| Устройство для поддержания заданного количества текстильного материала в технологической емкости | 1980 |
|
SU962163A2 |
