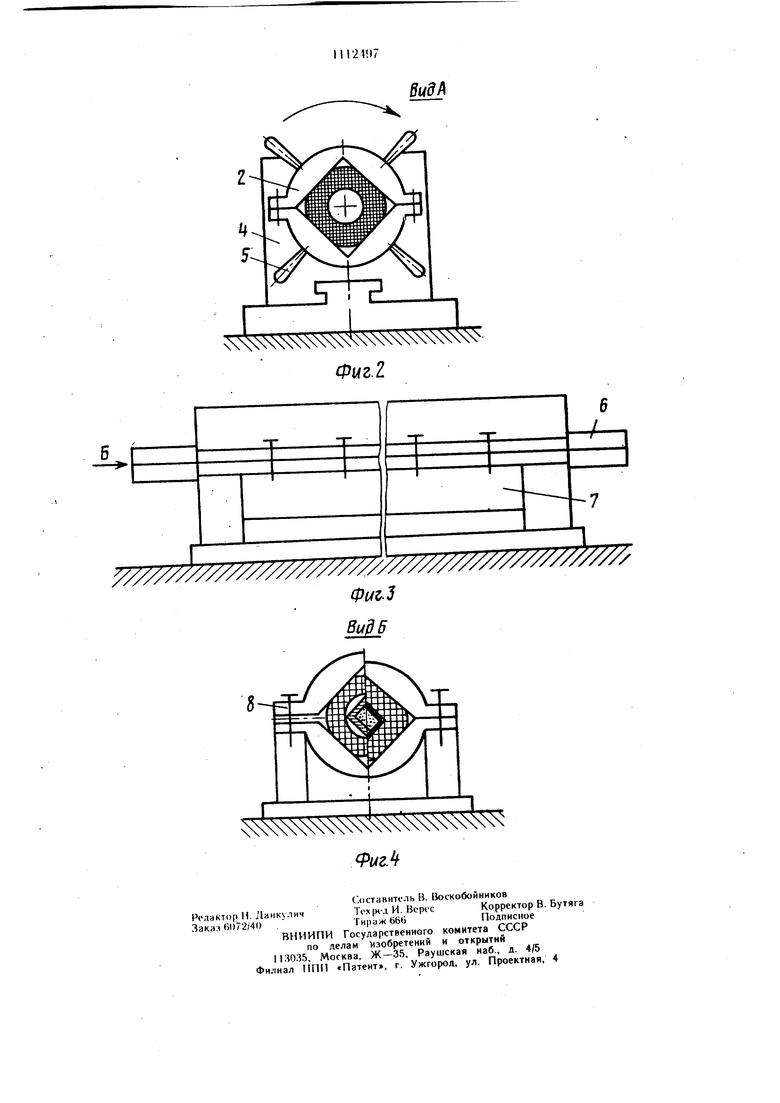
Изобретение отпосится к технологии изготовления обмоток электрических машин и может быть использовано в электротехнической промышленности. Известен способ изготовления стержня якорной обмотки, при использовании которого транспозицию проводников прямоуголь ного сечения осуществляют путем выгиба их на широкое ребро в двух или более местах 1J Однако этот способ для изготовления стержней, состоящих из множества проводНИКОВ круглого сечения, расположенных вокруг трубки для охлаждающей жидкости, является крайне трудоемким. Известен также способ изготовления стержня якорной обмотки, охлаждаемой жидкостью, заключающийся в нарезке заготовок проводников, пакетировании их с образованием полого .стержня, установке внутрь стержня трубки для охлаждающей жидкости, транспозиции проводников путем поворота концов стержня вокруг оси в разные стороны 2. Недостатком известного способа являются ограниченные технологические возможное ти, так как этот способ для изготовления стержней, состоящих из множества проводНИКОВ круглого сечения, расположенных вокруг трубки для охлаждающей жидкости, имеющей например прямоугольное или квадратное сечение, неприемлем. Цель изобретения - расширение технологических возможностей путем использования трубок для охлаждающей жидкости различной формы поперечного сечения. Поставленная цель достигается тем, что согласно способу изготовления стержня якорной обмотки, охлаждаемой жидкостью, заключающемуся в нарезке заготовок проводников, пакетировании их с образованием полого стержня, установке внутрь стержня трубки для охлаждающей жидкости, транспозиции проводников поворота концов стержня вокруг оси в разные стороны, перед транспозицией внутрь полого стержня устанавливают технологическую оправку, а после транспозиции удаляют оправку и устанавливают трубку для охлаждающей жидкости, затем обжимают стержень до получения заданной формы и размеров. Кроме того, на оправку перед установкой ее внутрь полого стержня наматывают фторопластовую ленту и закрепляют ее на концах оправки с помощью отрезков эластичной трубки. Перед вводом трубки для охлаждающей жидкости внутрь полого стержня на конец ее надевают направляющий наконечник. На фиг. 1 показан образованный из проводников полый стержень с введенной в него технологической оправкой; на фиг. 2 вид А на фиг. 1; на фиг. 3 - полый стержень г ВЕчеденной в него трубкой для охлаждающей жидкости в процессе обжатия; на фиг. 4 - вид Б на фиг. 3. Способ изготовления стержня якорной обмотки, охлаждаемой жидкостью, осуществляется следующим образом. Нарезанные заготовки проводников пакетируют, образуя полый стержень I. Концы стержня 1 закрепляют в разъемных технологических наконечниках 2, а внутрь полого стержня вставляют технологическую оправку 3, имеющую расчетный диаметр. Затем стержень устанавливают в приспособление 4. Один из наконечников жестко фиксируют в приспособлении, а другой, используя съемные рукоятки 5, поворачивают вокруг оси стержня, осуществляя тем самым транспозицию его проводников. Плетеный стержень 1 вынимают из приспособления 4, освобождают от наконечников 2 и удаляют технологическую оправку 3. В отверстие плетеного полого стержня 1 вместе технологической оправки 3 вводят трубку для охлаждающей жидкости 6, имеющую круглое, квадратное Или прямоугольное поперечное сечение. Затем плетеный стержень 1 устанавливают в приспособление 7 и обжимают пакет проводников для получения заданной формы и размеров поперечного сечения, заворачивая болты 8. Для облегчения удаления технологической оправки из пакета проводников на него наматывается фторопластовая лента в один слой по спирали с последующим закреплением ленты на концах технологической оправки с помощью отрезков эластичной трубки. При выемке 1ехнологической оправки из пакета проводников трубки, закрепляющие фторопластовую ленту, удаляются, а лента выдергивается одновременно с выемкой технологической оправки, которая скользит по слою ленты. Для обеспечения ввода охлаждающих трубок в отверстие внутри пакета проводников после удаления технологической оправки конец трубки, который вводится в пакет, снабжается направляющим наконечником, вставляемым в отверстие трубки. Свободный конец наконечника имеет форму кругового конуса. После ввода трубки в пакет наконечник удаляется, а пакет проводников обжимается в специальной оправке с целью выборки зазоров между проводниками пакета и трубкой и для по.тучения сечения стержня, имеющего окончательную форму и размеры. Для предотвращения деформации стенок Охлаждающей трубки отверстие трубки до обжимания пакета стержня заполняется песком. Изобретение позволяет расширить технологические возможности способа изготовления стержней якорных обмоток, охлаждаемых жидкостью.
Z
Фмг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стержня якорной обмотки охлаждаемой жидкостью | 1978 |
|
SU743122A1 |
| Стержень обмотки статора электрической машины | 1981 |
|
SU991913A1 |
| СПОСОБ НАМОТКИ ЭЛЕКТРОМАГНИТНОГО ЭЛЕМЕНТА (ВАРИАНТЫ) | 1991 |
|
RU2006975C1 |
| РАЗДЕЛЕННАЯ ВДОЛЬ ОСИ КОНСТРУКЦИЯ СТАТОРА ДЛЯ ЭЛЕКТРОДВИГАТЕЛЕЙ | 2008 |
|
RU2507662C2 |
| Стержень статорной обмотки электрической машины | 1979 |
|
SU858179A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Стержень обмотки статора электрической машины | 1982 |
|
SU1064380A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНОЙ КАТУШКИ ИНДУКТИВНОСТИ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605769C1 |
| Стержень обмотки статора электрической машины | 1981 |
|
SU961049A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯКОРЯ ДЛЯ ЭЛЕКТРОМАГНИТНОГО ПРЕОБРАЗОВАТЕЛЯ (ВАРИАНТЫ) | 1991 |
|
RU2111598C1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЯ ЯКОРНОЙ ОБМОТКИ, ОХЛАЖДАЕМОЙ ЖИДКОСТЬЮ, заключающийся в нарезке заготовок проводников, пакетировании их с образованием полого стержня, установке внутрь стержня трубки для о.члаждающей жидкости, транспозиции проводников путем поворота концов стержня I itfCi flOJi m f вокруг оси в разные стороны, отличающийся тем, что, с целью расширения те.чнологических возможностей путем использования трубок для охлаждающей жидкости различной формы поперечного сечения, перед транспозицией внутрь полого стержня устанавливают технологическую оправку, а после транспозиции удаляют оправку и устанавливают трубку для охлаждающей жидкости, затем обжимают стержень до получения заданной формы и размеров. 2.Способ по п. 1, отличающийся тем, что на оправку перед установкой ее внутрь полого стержня наматывают фторопластовую ленту и закрепляют ее на концах оправки с помощью отрезков эластичной трубки. 3.Способ по п 1, отличающийся тем, что перед .вводом трубки для охлаждающей жидкости внутрь полого стержня на конец (Л ее надевают Направляющий наконечник. ю 4i CD Фмг./
| Г | |||
| Титов В | |||
| В | |||
| и др | |||
| Турбогенераторы | |||
| Расчет и конструкция | |||
| Л., «Энергия, 1967, с | |||
| Паровозный золотник (байпас) | 1921 |
|
SU153A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления стержня якорной обмотки охлаждаемой жидкостью | 1978 |
|
SU743122A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
