Устройство для заготовки пакетов, (или пучков) арматурной проволоки при изготовлении предварительно напряженных железобетонных изделий, включающее приспособление для закрепления проволок в зажимах и тележку, движущуюся по направляющим для сматывания проволок с бухт и растягивания их в длину, известно.
Особенностью описываемого устройства является то, что в нем применена вторая передвигающаяся вдоль растягиваемого пакета (или пучка) проволок тележка, несущая съемную катущку для наматывания на нее изготовленного пакета (или пучка).
Эта особенность позволяет механизировать процесс наматывания пакета (пучка) на катушку и упрощает последующую доставку пакета вместе с катушкой к стенду изготовления железобетонных изделий и укладку в форму путем раскатывания.
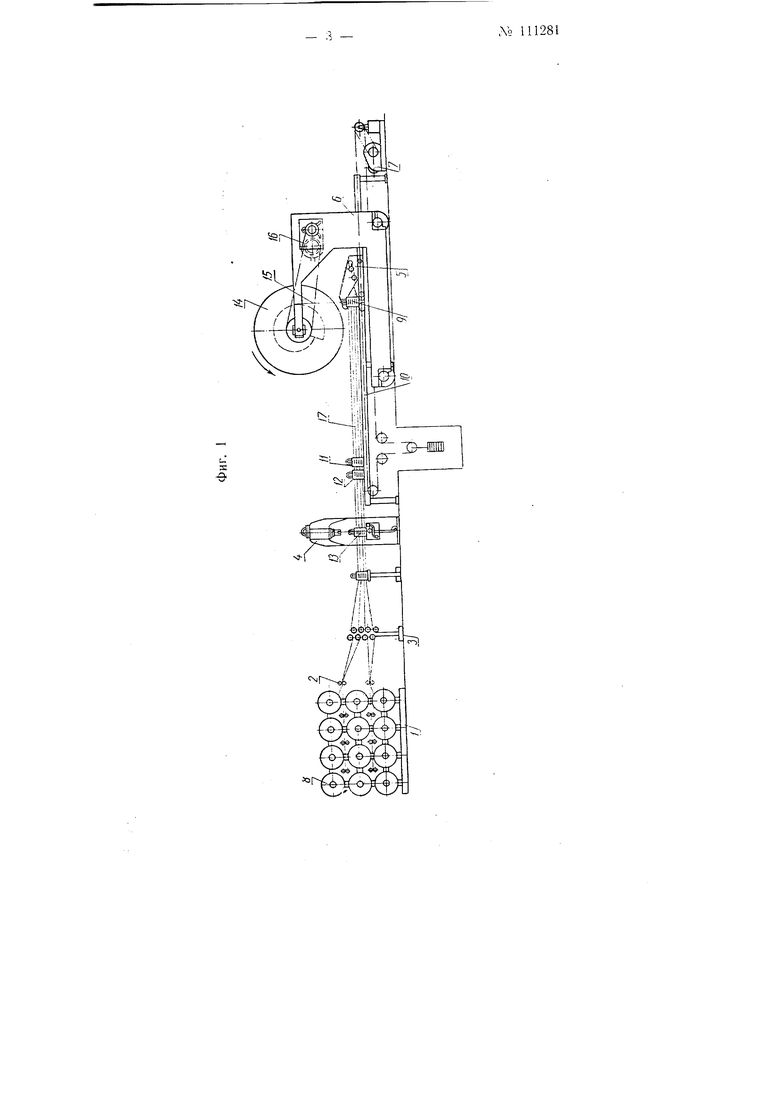
На фиг. 1 схематически изображено описываемое устройство; на фиг.
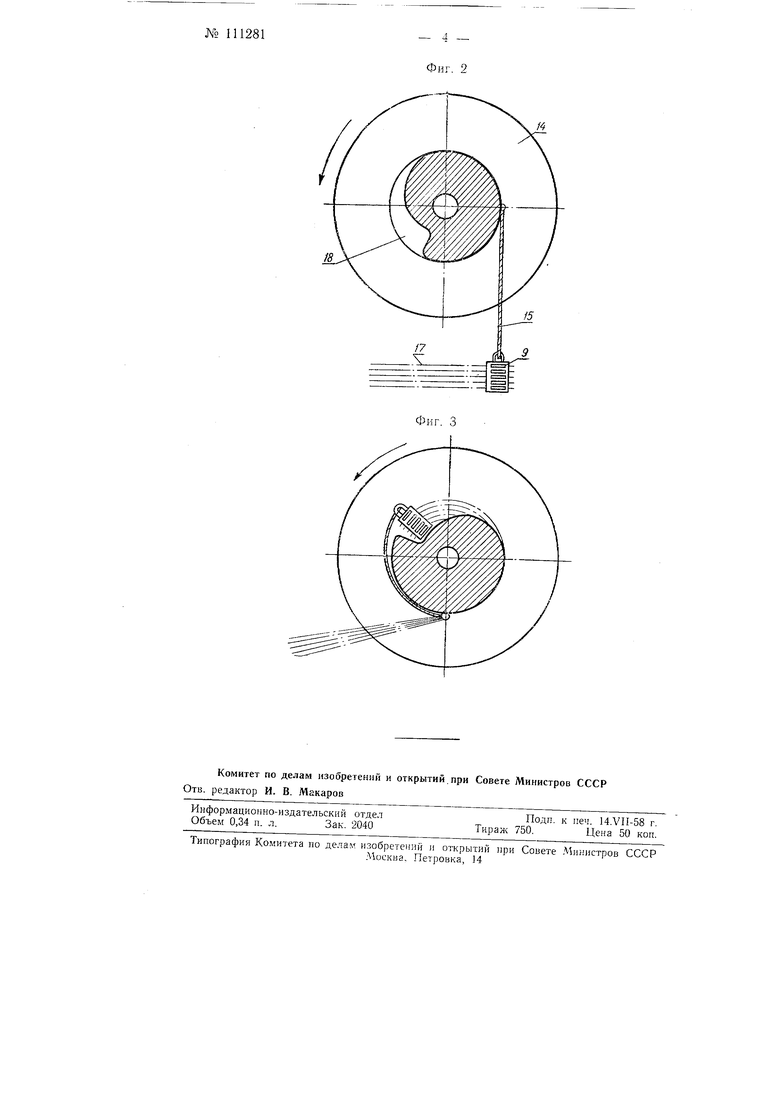
2-катушка перед намоткой на нее пакета; на фиг- 3- катушка в процессе намотки.
Устройство для заготовки пакетов состоит из бухтодержателя /, роликовых тормозов 2, направляющих роликов 3, пресса 4, тележек 5 и 6, электропривода 7.
Проволоки с бухт 8, установленных на бухтодержателе /, пропускаются через роликовые тормозы 2 и направляющие ролики 3; концы проволок вставляются в зажим 9 г закрепляются в нем прессом 4. После этого зажим 9 захватывается тележкой 5 и протаскивается посредством электропривода 7 по направляющим 10 на нужное расстояние. Второй зажим 11 остается под прессом, и через него свободно проходит проволока. После того как пакет вытянут на нужную длину, электропривод выключается. Спрессовывается второй зажим 11 и устанавливается третий 12, который служит первым зажимом второго пакета. Пакет продвигается на расстояние, позволяющее подвести зажим 12 под
Пресс; зажим J2 опрессовывается и за ним устанавливается следующий зажим J3.
Вторая те.шжка 6, с установотенной иа ней катзшкой J4, останавливается у первого протянутого по направляющим зажима 9. Тросами /5 зажим 9 подвещивается к катущке J4.
Посредством привода J6 катушка вращается против часовой стрелки. При этом происходит самоподтягивание тележки ко второму зажиму с одновременной намоткой изготовленного пакета /7 на катушку М. Тележка 6 движется по рельсам. -ложенным вдоль направляющих /Л После того, как весь пакет намота н, его разрезают между зажимами // и 12, а второй зажим закрепляется на катушке.
Одновременно с наматыванием пакета на катущку М происходит возврат тележки 5 в исходное положение (налево).
Катушка с намотанным пакетом снимается с тележки 6, а тележка 5 захватывает зажим 12, и процесс заготовки пакетов повторяется.
Передвижение тележки 6 к месту начала намотки пакетов на катушку может осуществляться как от собственного привода, так и путем прикрепления ее к тележке 5.
Устройство для заготовки пакетов может быть установлено в отдельном цехе. Катушки с намотанными на них пакетами доставляются к стенду каким-либо транспортным средством достаточной грузоподъемностиДля размотки пакета на стенде катушка устанавливается на тележку или подвешивается на крюки передвижного подъемника при помощи специальной траверсы. Для этого катушка надевается на свободно вращающуюся ось. Перемещением катушки вдоль стенда производится укладка пакета в освобождающуюся форму.
В конструкции катущки предусмотрено углубление 18, что позволяет компактно наматывать пакет вместе с зажимами.
Предмет изобретения
Усгройство для заготовки пакетов, (или пучков) армат)фной проволоки при изготовлении предварительно напряженных железобетонных изделий, включающее нриспособление для закрепления проволок в зажимах и тележку, движущуюся по направляющим для сматывания проволок с бухт и растягивания их в длину, отличающе.еся тем, что в нем применена вторая передвигающаяся вдоль растягиваемого пакета (или пучка) проволок тележка, несущая съемную катушку для наматывания на нее .изготовленного пакета (или пучка), с целью упрощения последующей доставки его к стенду изготовления железобетонных изделий вместе с катущкой и укладки в форму путем раскатывания.
ie
ctiC-l
Фиг. 2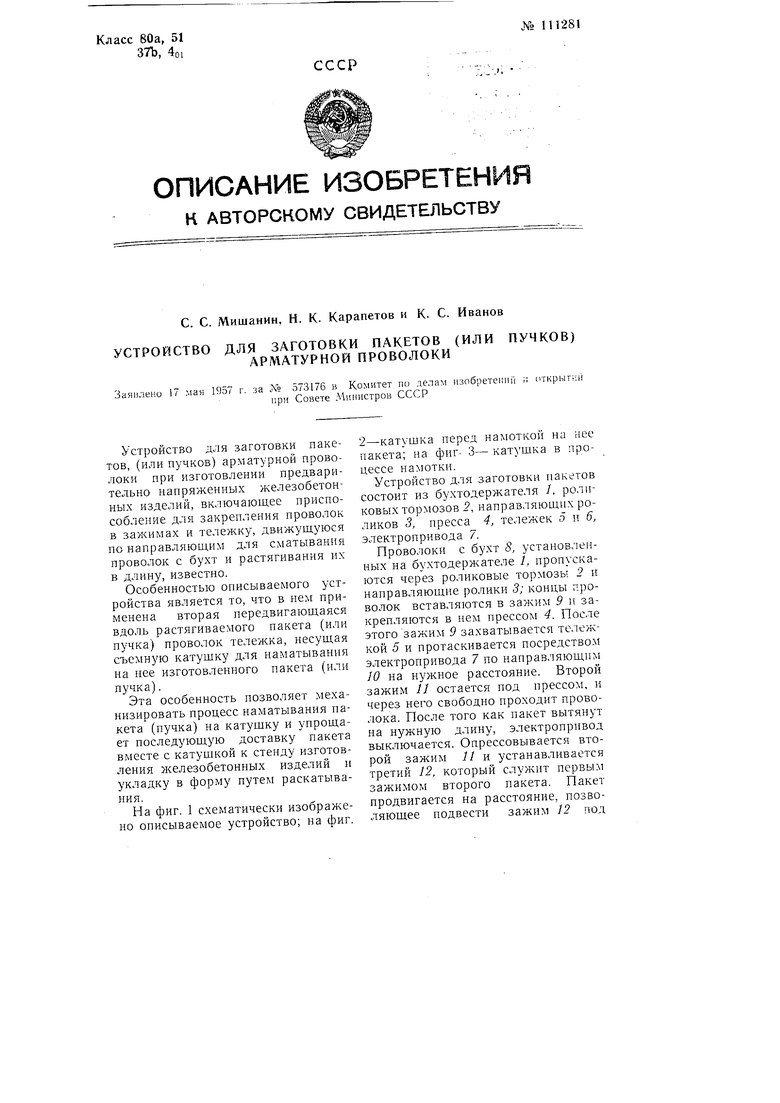
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для заготовки и натяжения арматуры | 1956 |
|
SU113397A1 |
| Установка для заготовки арматурных пакетов железобетонных изделий | 1982 |
|
SU1078012A2 |
| Установка для изготовления арматурных каркасов | 1990 |
|
SU1783098A1 |
| Установка для изготовления арматурных пакетов | 1982 |
|
SU1040094A1 |
| Станок для непрерывной намотки проволочных пакетов | 1960 |
|
SU139799A1 |
| Установка для производства предварительно напряженных железобетонных (струнобетонных) изделий | 1950 |
|
SU92061A1 |
| СПОСОБ СКРУЧИВАНИЯ ПРУТКА, ПРОВОЛОКИ, ДРУГОГО ДЛИННОМЕРНОГО МАТЕРИАЛА И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2053036C1 |
| Устройство для изготовления замкнутых арматурных пакетов | 1977 |
|
SU732475A1 |
| Устройство для изготовления арматурных проволочных каркасов на оголовках формы | 1986 |
|
SU1370208A1 |
| Устройство для натяжения арматурной проволоки при изготовлении предварительно напряженных железобетонных элементов | 1957 |
|
SU112208A2 |