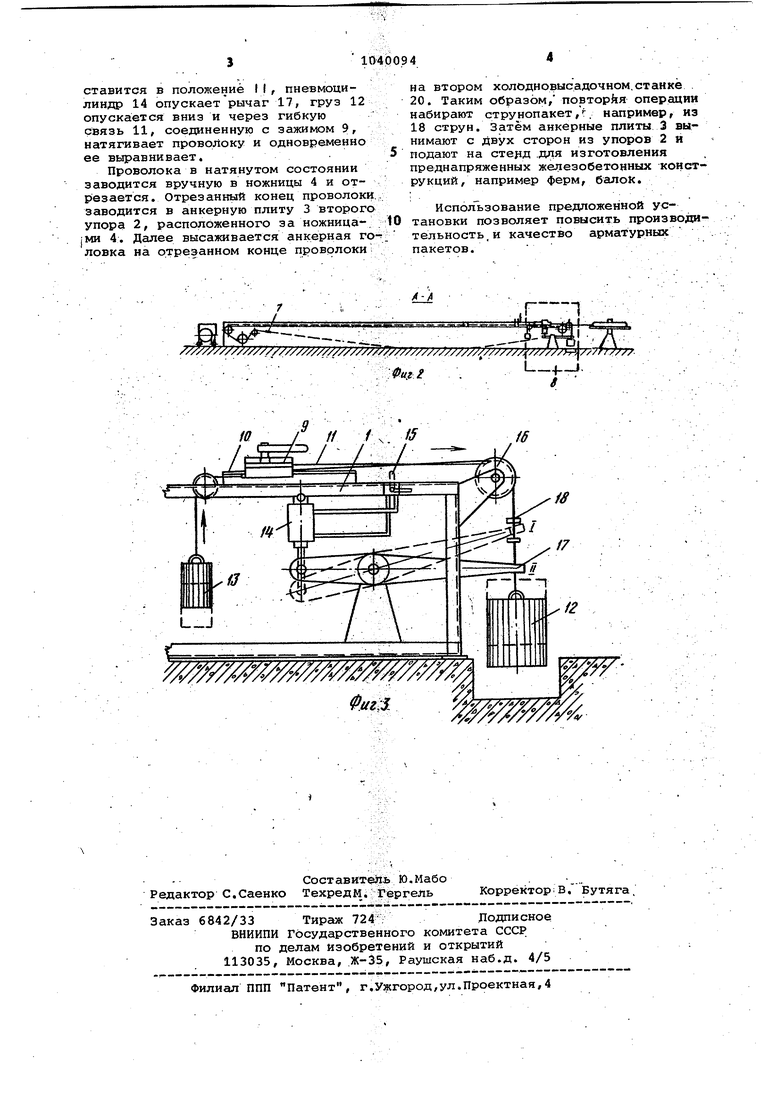
:с 4 Изобретение относится к строител ству, а именно к изготовлению арматурных пакетов из проволоки для армирования предварительно напряженных железобетонных изделий. Известна установка для заготовки арматурных пакетов, содержащая установленные на раме и выполненные с ленточными тормозами катушки с проволокой, механизли протягивания -и о рессовки, силовые цилиндры, к штока которых прикреплены тяги, соединенные с ленточными тормозами Щ Недостатком этой установки является неравномерное натяжение проволоки арматурного пакета за счет невозможности одинаковой регулировки тормозов и возможной разности количества проволоки на катушках. Известна также установка для изготовления арматурных пакетов, вклю чающая устройство для сведения проволочной арматуры в пучок, распреде лительн ю гребенку, тормозное устро ство, транспортирующий механизм в виде цепного конвейера, имеющего , направляющие, между которымираспол жены замкнутые роликовые цепи 2j . Одндко в такой установке не обес печивается равномерное натяжение проволок в пакете из-за различной степени торможения проволок в тормозном устройстве и за счет инерционных усилий, которые изменяю гся в зависимости от количества оставшейся проволоки .на катушках. Недостатком данных устройс;тв является также групповой способ набо ра арматурного пакета, при котором невозможно осуществить точную калиб ровку всех проволок по длине, что отрицательно сказывается на качестве преднапряженного железобетона. Групповой набор арматурных пакетов нельзя использовать при изготовлении преднапряженных железобетонных конструкций типа ферм, мостовых бал Наиболее близкой к изобретению является установка для изготовления .арматурных пакетовиз проволоки, содержащая раму, размещенные на ней упор, анкерные плиты и передвижные зажи1«ы з . Однако в известной установке нат жение проволоки производится вручную по показаниям индикатора и при малейшем отклонении стрелки индикатора не обеспечивается равномерное натяжение проволоки, а следовательн ухудшается качество преднапряженног железобетона. Установка контролируе натяжение проволоки, но не обеспечивает калибровки по длине. Кроме того, из-за отсутствия механизирова ной подачи проволоки и ручного натяжения установка имеет низкую производительность труда. Цель изобретения - повышение ка- . чества арматурных пакетов и увеличение производительности установки. Указанная цель достигается тем, что установка для изготовления, арматурных пакетов из проволоки, содержащая раму, размещенные на ней упор, .анкерные плиты и передвижные зажимы, снабжена смонтированным на ра-. ме устройством для калибровки проволоки пЬ длине, выполненным в виде грузового аккумулятора с приводом и сО-единенного с ним посредством гибкой связи дополнительного зажима, при этом средство для передвижения основ ных зажимов выполнено в виде, бесконечного цепного транспортера. Кроме того, с целью облегчения возврата зажима в исходное устройство для калибровки проволоки по длине снабжено противовесом. На фиг. 1 изображена предлагаемая: установка общий вид} на фиг. 2 разрез А-А на фиг. 1, на фиг. 3 устройство для калибровки проволоки по длине. Установка для изготовления арма-; турных пакетов состоит из рамы 1, на которой установлены упоры 2 для . анкерных плит 3, ножниц 4, цепного транспортера 5 с механическим приводом б, к которому прикреплены зажимы 7 подачи проволоки. . Установка имеет устройство 8 для калибровки проволоки по длине, которое включает зажим 9, установленный на направляющей 10, соединенный гибкой св.язью 11 с грузовым аккумулятором 12, и противовесом 13. На раме 1 установлены пневмощ линдр 14 с управлякяцим вентилем 15, отводной блок 16 и рычаг 17. Огарничитель 18 установлен на гибкой связи 11. Рядом с установкой расположен.бухтодержатель 19 и холодновысадочные станки анкерных головок 20, установленные в разных концах установки. Установка работает следующим образом. Бухта проволоки укладывается в бухтодержатель 19. Конец проволоки из бухтодержателя 19 вставляется в . зажим 7 подачи проволоки. Включается цепной транспортер 5 и конец проволоки подается в другой конец установки, где прволоку пропускают че- . рез анкерную плиту 3, установленную в упоре 2, на холодновысадочном станке 20 высаживается анкерная головка. Затем проволока подается назад до упора высаженной головки в анкерной плите 3 и крепится в зажиме 9, ; для чего управляющий вентиль 15 ставится в положение 1. При этом срабат тывает пневмоцилиндр 14, и грузовой аккумулятор 12 перемещает в исходно.е положение для закрепления проволоки. Далее управляющий вентиль 15
ставится в положение II, пневмоцилиндр 14 опускает рычаг 17, груз 12 опускается вниз и через гибкую связь 11, соединенную с зажимом 9, натягивает проволоку и одновременно ее выравнивает.
Проволока в натянутом состоянии заводится вручную в ножницы 4 и отрезается . Отрез анный конец проволоки. заводится в анкерную плиту 3 второго упора 2, расположенного за ножница-, jMH 4. Далее высаживается анкерная головка на отрезанном конце проволоки
7
||| 1. ... //////////////// //// // /// г).
Si-2--- Ш f k |Г
на втором холодновысадочном.станке 20. Таким образом/ повторяя операции набирают струнопакет,г. например, из 18 струн. Затем анкерные плиты 3 вынимают с двух сторон из упоров 2 и подают на стерд .для изготовления
преднапряженных железобетонных конструкций, например ферм, балок.
Использование предложенной yqтановки позволяет повысить производительность.и качество арматурных пакетов.
i
J™-1 -1Пд1гьг|А4J,
4--
Фиг I
t fe,;j w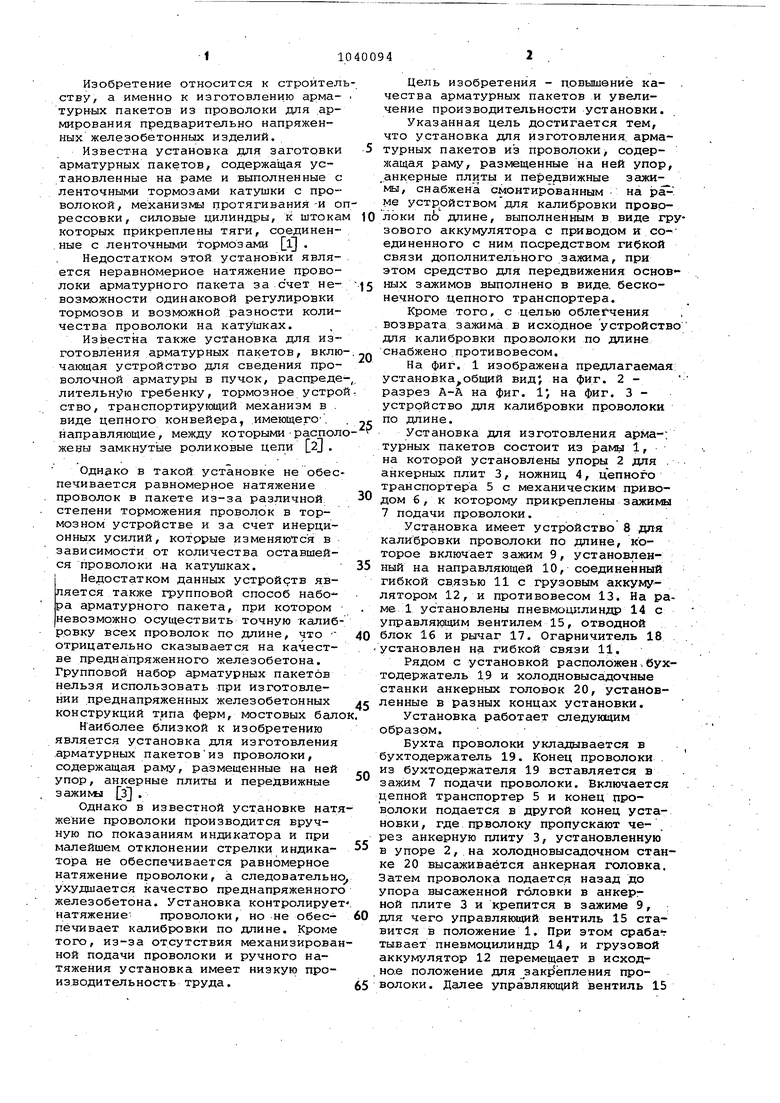
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ ЭЛЕМЕНТОВ ДЛЯ ПРЕДНАПРЯЖЕННЫХ КОНСТРУКЦИЙ | 1998 |
|
RU2149961C1 |
| Устройство для изготовления пустотелых изделий из железобетона | 1961 |
|
SU148342A1 |
| Установка для непрерывного стыкования,анкеровки и резки арматурных стержней | 1983 |
|
SU1107969A2 |
| СПОСОБ НАТЯЖЕНИЯ АРМАТУРНОГО ЭЛЕМЕНТА С АНКЕРНЫМ УСТРОЙСТВОМ | 1992 |
|
RU2037041C1 |
| СПОСОБ СКРУЧИВАНИЯ ПРУТКА, ПРОВОЛОКИ, ДРУГОГО ДЛИННОМЕРНОГО МАТЕРИАЛА И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2053036C1 |
| Стенд для образования арматурных пучков или пакетов | 1960 |
|
SU138854A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННО АРМИРОВАННЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2481946C2 |
| СПОСОБ МОНТАЖА ПЕРЕКРЫТИЙ ЗДАНИЙ И СООРУЖЕНИЙ | 2007 |
|
RU2338856C1 |
| Установка для изготовления пространственных арматурных каркасов | 1978 |
|
SU768917A1 |
| Технологическая линия для виброэлектробетонирования изделий | 1985 |
|
SU1588552A1 |
1. УСТАНОВКА ДЛИ ИЗГОТОВЛЕН НИЯ АРМАТУРНЫХ. ПАКЕТОВ, из ПрОВОЛОКИ, содержащая раму, размещенные на ней упор, анкерные плиты и передвижные эажяуа, о т л и ч а ю щ а я с ..я W./r.,..,, . v --%«: «, тем, что, с целью повышения качестваарматурных пакетов и увеличения производительн.ости установки, она снабжена скЬнтирбванным : на раме устройством для к&либроэки проволоки по длине, выполненным в виде грузового аккумулятора с приводом и соединенного с ним посредством гибкой связи дополнительного зажима, при этом средство для передвиже1Гия основных зажимов выполнено в виде бесконечного цепного транспортера. 2. Установка по п.1, о т л и ч аю щ а я с я тем, что, с целью облегчения возврата зажима в исходное положение, устройство для калибровки пррволоки по длине снабжено противовесом. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для заготовки арматурных пакетов | 1976 |
|
SU581221A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
