Изобре- ение относится к устройствам для заготовки арматурных пакетов, используемых для изготовления струнобетонных шпал.
По основному авт. св. № 581221 известна установка для заготовки арматурных пакетов, содержащая установленную на роликовых опорах раму с приводом ее возвратно-поступательного перемещения, смонтированные на раме и выполненные с тормозами катушки с арматурной проволокой и механизмы протягивания и опрессовки 1.
Недостатками известной установки являются ее громоздкость, неудобство в обслужи вании, малая степень механизации и связанная с этим трудность обеспечения безопасных условий труда. Это выражается в том, что смена катушек в нижнем ярусе затруднена, а учитывая возможный обрыв проволоки на других катушках и связанную с этим возможность травматизма во время смены катушек, смена последних без останова работы установки, а следовательно, и работы всей технологической цепочки, невозможна. В свою очередь, это ведет к простоям оборудования, которые могут быть очень длительными
Кроме того, в известной установке после смены каждой катушки необходимо вручную протягивать свободный конец проволоки от катушки до захвата механизма протягивания (вытяжщика), что является трудоемкой операцией. При выполнении этой операции трудно обеспечить безопасные условия труда.
Целью изобретения является повышение технологичности работы установки путем обеспечения непрерывности процесса заготовки пакета арматуры при одновременном обеспечении безопасности работы.
Эта цель достигается тем, что установка для заготовки арматурных пакетов железобетонных изделий снабжена размещенной над рамой эстакадой с рельсовыми путями и установленной на них самоходной площадкой с грузоподъемным механизмом, ложементом под запасные катущки и зажимами концов проволоки, а также расположенным между механизмом опрессовки и рамой зажимом-накопителем концов арматурных проволок и накопителем катушек, размещенным под эстакадой за рамой.
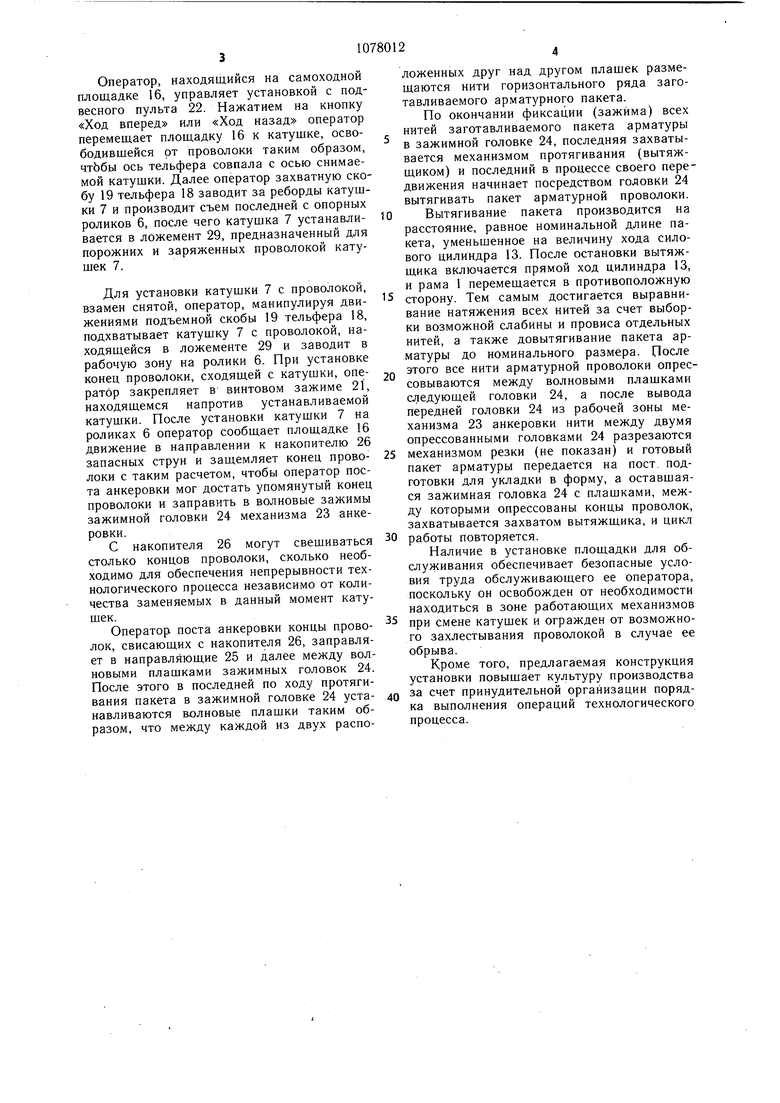
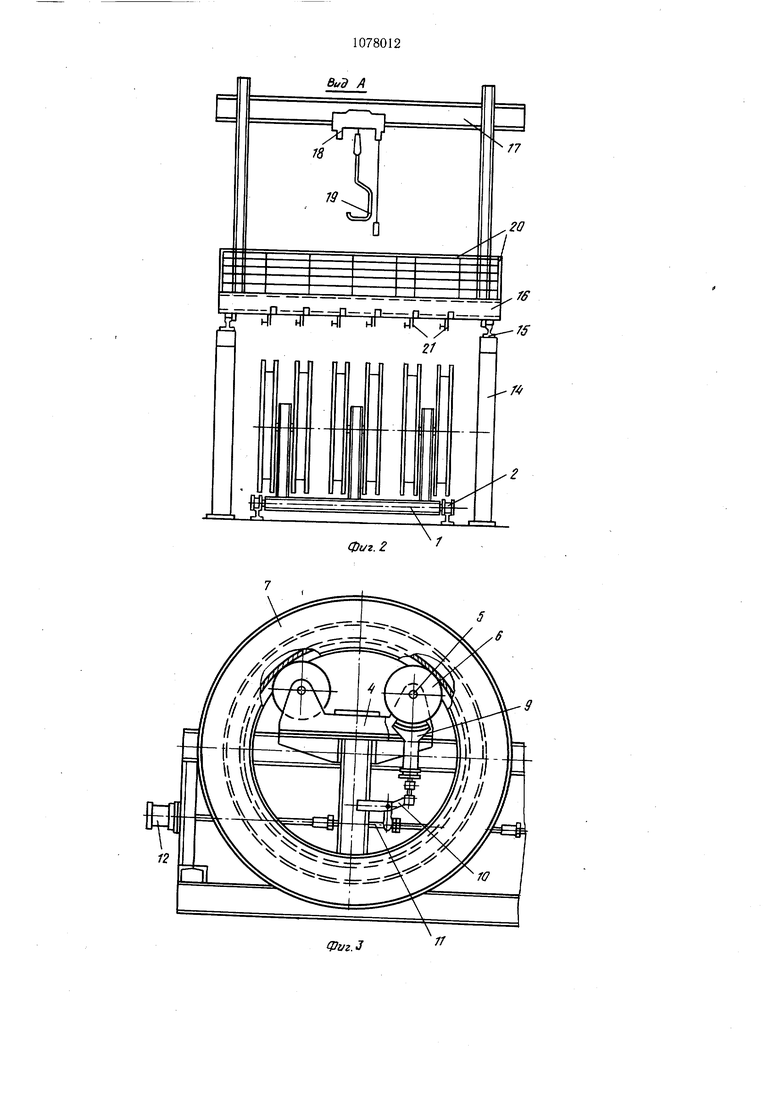
На фиг. 1 схематически изображена предлагаемая установка, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел крепления катушки на раме установки; на фиг. 4 - вид В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 4.
Установка содержит раму 1, установленную на колесах 2, с возможностью перемещения по рельсовым путям 3. На раме 1 закреплены кронштейны 4, несущие оси 5 с вращающимися на них роликами 6, на которые одеваются катущки 7 с проволокои, выполненные с двумя внутренними ребордами.
Расстояние между катушками 7 в каждом ряду выбирается с таким расчетом, чтобы обеспечить свободное прохождение снимаемой или одеваемой катущки. Сматываемая с катушек проволока идет на отклоняющие ролики 8, установленные выше уровня катушек с таким расчетом, чтобы снимаемая катушка 7 своими ребордами не задевала при подъеме над роликами 6 за нить проволоки, идущей к механизму анкеровки.
Один из пары роликов 6, на которые навешивается катушка 7, может подтормаживаться колодкой 9, которая через систему рычагов 10 и тяг И соединена с приводным пневмоцилиндром 12.
Перемещение рамы с одетыми на нее катущками с проволокой производится с помощью силового цилиндра 13, смонтированного на фундаментной стойке.- Рама 1 смонтирована внутри эстакады 14, на которой расположен рельсовый путь 15. На пути 15 с возможностью перемещения установлена самоходная площадка 16 для обслуживающего персонала, которая защищает оператора от захлестывания концами арматурной проволоки по окончании сматывания ее, а также при возможном обрыве последней. На площадке 16 закреплен монорельс 17, по которому перемещается тельфер 18, имеющий скобу 19 для захвата катушек 7 с проволокой. Рабочее место оператора дополнительно защищено ограждением 20. Для закрепления концов проволоки площадка 16 снабжена специальными винтовыми зажимами 21. Управление площадкой 16 осуществляется посредством пульта 22 управления.
По ходу протягивания проволоки установлен механизм 23 анкеровки (опрессовки) с зажимной головкой 24 и направляющими 25. Между механизмом 23 анкеровки и отодвижной рамой 1 смонтирован накопитель 26 запасных струн от катушек, концы арматурных проволок с которых подготовлены к заправке в захватную головку вытяжщика (не показано). Накопитель 26 выполнен в виде стационарно установленного портала, на верхней балке которого смонтированы зажимы в виде попарно расположенных гребенок 27 и 28 с направленными встречно друг другу зубьями.
На самоходной тележке 16 установлены ложементы 29 для хранения свободных и заряженньц; проволокой катущек. Под эстакадой 14 в хвостовой части отодвижной рамы 1 в зоне, доступной для работы тельфера 18 подвижной площадки 16, устанавливается контейнер-накопитель 30, также предназначенный для свободных и заряженных проволокой катушек.
Управление установкой производится следующим образом.
Оператор, находящийся на самоходной площадке 16, управляет установкой с подвесного пульта 22. Нажатием на кнопку «Ход вперед или «Ход назад оператор перемещает площадку 16 к катущке, освободивщейся от проволоки таким образом, чтЬбы ось тельфера совпала с осью снимаемой катущки. Далее оператор захватную скобу 19 тельфера 18 заводит за реборды катущки 7 и производит съем последней с опорных роликов 6, после чего катущка 7 устанавливается в ложемент 29, предназначенный для порожних и заряженных проволокой катущек 7.
Для установки катущки 7 с проволокой, взамен снятой, оператор, манипулируя движениями подъемной скобы 19 тельфера 18, подхватывает катущку 7 с проволокой, находящейся в ложементе 29 и заводит в рабочую зону на ролики 6. При установке конец проволоки, сходящей с катущки, оператОр закрепляет в винтовом зажиме 21, находящемся напротив устанавливаемой катущки. После установки катущки 7 на роликах 6 оператор сообщает площадке 16 движение в направлении к накопителю 26 запасных струн и защемляет конец проволоки с таким расчетом, чтобы оператор поста анкеровки мог достать упомянутый конец проволоки и заправить в волновые зажимы зажимной головки 24 механизма 23 анкеровки.
С накопителя 26 могут свещиваться столько концов проволоки, сколько необходимо для обеспечения непрерывности технологического процесса независимо от количества заменяемых в данный момент катущек.
Оператор поста анкеровки концы проволок, свисающих с накопителя 26, заправляет в направляющие 25 и далее между волновыми плащками зажимных головок 24. После этого в последней по ходу протягивания пакета в зажимной головке 24 устанавливаются волновые плащки таким образом, что между каждой из двух расположенных друг над другом плащек размещаются нити горизонтального ряда заготавливаемого арматурного пакета.
По окончании фиксации (зажима) всех нитей заготавливаемого пакета арматуры в зажимной головке 24, последняя захватывается механизмом протягивания (вытяжщиком) и последний в процессе своего передвижения начинает посредством головки 24 вытягивать пакет арматурной проволоки.
0 Вытягивание пакета производится на расстояние, равное номинальной длине пакета, уменьщенное на величину хода силового цилиндра 13. После остановки вытяжщика включается прямой ход цилиндра 13, и рама 1 перемещается в противоположную
5 сторону. Тем самым достигается выравнивание натяжения всех нитей за счет выборки возможной слабины и провиса отдельных нитей, а также довытягивание пакета арматуры до номинального размера. После
Q этого все нити арматурной проволоки опрессовываются между волновыми плащками следующей головки 24, а после вывода передней головки 24 из рабочей зоны механизма 23 анкеровки нити между двумя опрессованными головками 24 разрезаются
5 механизмом резки (не показан) и готовый пакет арматуры передается на пост подготовки для укладки в форму, а оставщаяся зажимная головка 24 с плащками, между которыми опрессованы концы проволок, захватывается захватом вытяжщика, и цикл
0 работы повторяется.
Наличие в установке площадки для обслуживания обеспечивает безопасные условия труда обслуживающего ее оператора, поскольку он освобожден от необходимости находиться в зоне работающих механизмов
5 при смене катущек и огражден от возможного захлестывания проволокой в случае ее обрыва.
Кроме того, предлагаемая конструкция установки повыщает культуру производства
0 за счет принудительной организации порядка выполнения операций технологического процесса.
ВиЭ А
2 %г
21
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для заготовки арматурных пакетов | 1976 |
|
SU581221A1 |
| Установка для непрерывного стыкования,анкеровки и резки арматурных стержней | 1983 |
|
SU1107969A2 |
| Установка для непрерывного стыкования, анкеровки и резки арматурных стержней | 1974 |
|
SU574281A1 |
| Установка для изготовления арматурных пакетов | 1982 |
|
SU1040094A1 |
| Накопительное устройство к разматывателям проволоки | 1976 |
|
SU650687A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ЗАМЕНЫ КАТУШЕК НАМОТОЧНОГО АППАРАТА | 1972 |
|
SU331835A1 |
| Устройство для замены катушек | 1979 |
|
SU820967A1 |
| Машина для навивки арматурной проволоки на упоры форм | 1991 |
|
SU1795047A1 |
| Технологическая линия для виброэлектробетонирования изделий | 1985 |
|
SU1588552A1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
УСТАНОВКА ДЛЯ ЗАГОТОВКИ АРМАТУРНЫХ ПАКЕТОВ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ по авт. св. № 581221. отличающаяся тем, что, с целью повышения технологичности работы установки , путем обеспечения непрерывности процесса заготовки пакета арматуры при одновременном обеспечении безопасности работы, она снабжена размещенной над рамой эстакадой с рельсовыми путями и установленной на них самоходной площадкой с грузоподъемным механизмом, -ложементом под запасные катущки и зажимами концов проволоки, а также расположенным Между механизмом опрессовки и рамой зажимомнакопителем концов арматурных проволок и накопителем катушек, размещенным под эстакадой за рамой. i (Л
фиг. 2
Вид В
26
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для заготовки арматурных пакетов | 1976 |
|
SU581221A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
