Известны станки для непрерывно намотки проволочных пакетов, используемых при изготовлении предварительно напряженных железобетонных изделий. Они состоят из станины с бг1бка и. магазина барабанного типа, подвижной каретки, бухтодержателя. шаблонов компенсатора и механизма поворота. Однако они имеют недостатки, которые создают очень низкую производительность, как, например, остановка станка для намотки очередного проволочного пакета и др.
В предложенной конструкции станка подвижная каретка снабжена устройством для раскладки, введены механическ} е ножницы и прижимы, а компенсатор выполнен в виде блока, закреп.ченного на двух параллельно установленных пружинах. Эти особенности устройства станка позволяют автоматически переходить при окончании намотки одного пучка проволоки к следующему без остановки станка, чем значительно повышается его производительность, и освободиться от ряда других недостатков известных аналогичных конструкций.
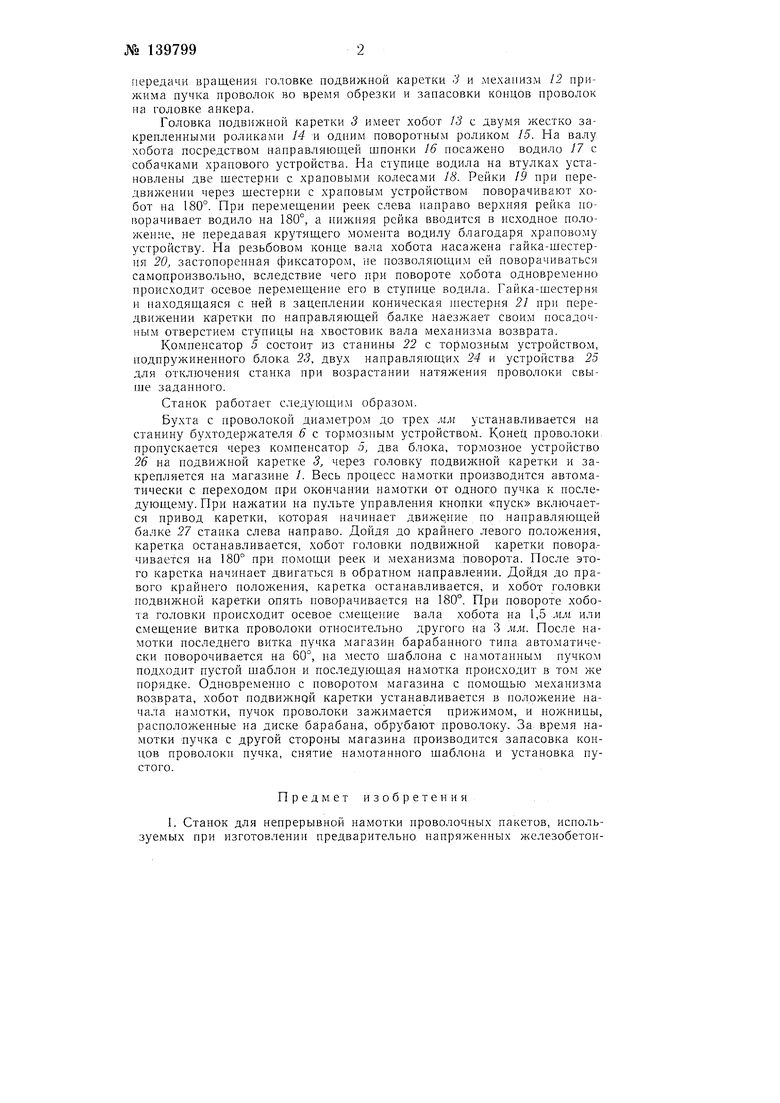
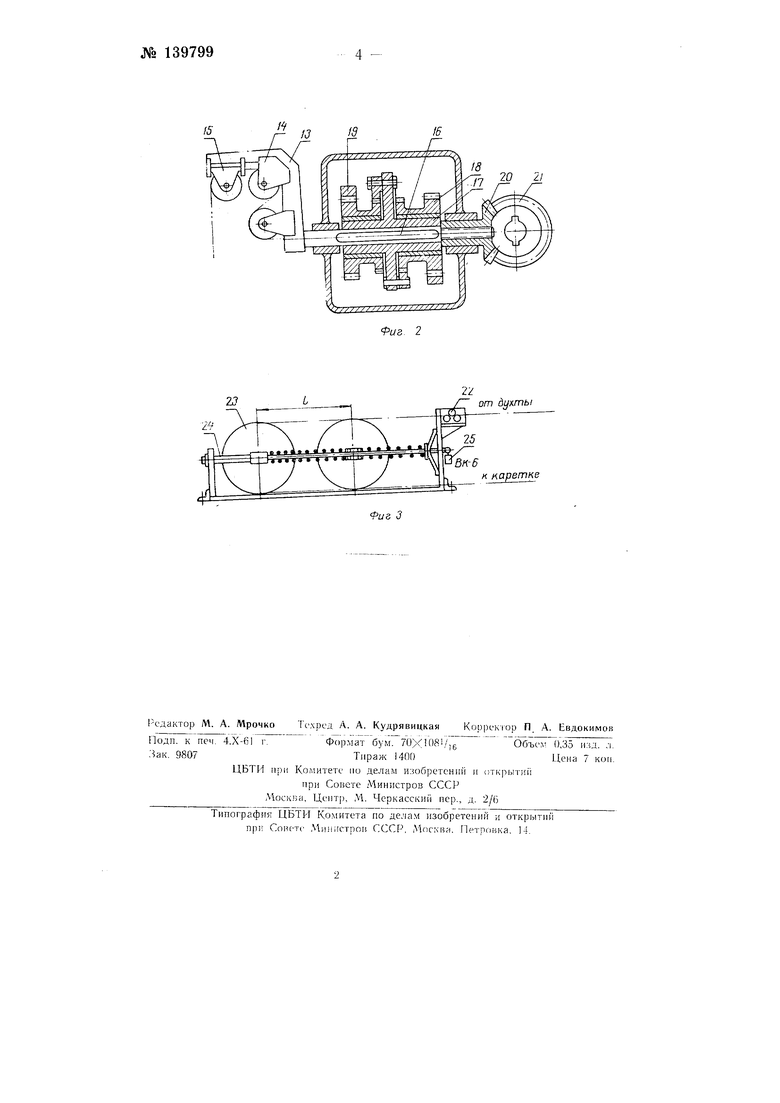
На фиг. 1 изображена кинематическая схема станка; на фиг. 2 схема подвижной каретки; на фиг. 3 - схема ко.мпенсатора.
Станок состоит из следующих узлов: магазина / барабанного типа с приводом 2, подвижной каретки 3 с приводом 4. компенсатора 5. бухтодержателя 6 и механизма поворота и возврата хобота 7 головки каретки в исходное положение.
.Магазин / барабанного типа предназначен д.чя крепления шаблонов с анкерными головками, на которые наматываются пучки проволоки. Он состоит из трубы с дисками, один из которых (S может иередвигаться вдоль трубы, что позволяет производить намотку пакетов проволоки различной длины. Привод магазина осуществляется от электродвигателя 2 через редуктор .9 с тормозом 10. На другом конце трубы имеются ножницы 11 для обрубки проволоки, привод для № 1397992 передачи вращения головке подвижной каретки 3 и механизм 12 прижима пучка проволок во время обрезки и запасовки концов проволок на головке анкера. Головка подвижной каретки 3 имеет хобот 13 с двумя жестко закрепленными роликами 14 и одним поворотным роликом 15. На валу хобота посредством ваправляюодей шпонки 16 посажено водило 17 с собачками храпового устройства. На ступице водила на втулках установлены две шестерни с храповыми колесами 18. Рейки 19 при передвижении через шестерни с храповым устройством поворачивают хобот на 180°. При перемещении реек слева направо верхняя рейка поворачивает водило на 180°, а нижняя рейка вводится в исходное положение, не передавая крутящего момента водилу благодаря храповому устройству. На резьбовом конце вала хобота насажена гайка-шестерня 20, застопоренная фиксатором, не позволяющим ей поворачиваться самопроизвольно, вследствие чего при повороте хобота одновременно происходит осевое перемещение его в ступице водила. Гайка-щестерня и находящаяся с ней в зацеплении коническая шестерня 21 при передвижепии каретки по направляющей балке наезжает своим посадочным отверстием ступицы на хвостовик вала механизма возврата. Компенсатор 5 состоит из станины 22 с тормозным устройством, подпружиненного блока 23, двух направляющих 24 и устройства 25 для отключения станка при возрастании натяжения проволоки свыгле заданного. Станок работает следующим образом. Бухта с проволокой диаметром до трех мм устанавливается на станину бухтодержателя 6 с тормозным устройством. Конец проволоки пропускается через компенсатор 5, два блока, тормозное устройство 26 на подвил :ной каретке 3, через головку подвижной каретки и закрепляется на магазине /. Весь процесс намотки производится автоматически с переходом при окончании намотки от одного пучка к последующему. При нажатии на пульте управления кнопки «пуск включается привод каретки, которая начинает движе,ние по направляющей балке 27 станка слева направо. Дойдя до крайнего левого положения, каретка останавливается, хобот головки подвижной каретки повора.чивается на 180° при помощи реек и механизма поворота. После этого каретка начинает двигаться в обратном направлении. Дойдя до правого крайнего положения, каретка останавливается, и хобот головки подвижной каретки опять поворачивается на 180°. При повороте хобота головки происходит осевое смещение вала хобота на 1,5 мм или смещение витка проволоки относительно другого на 3 мм. После намотки последнего витка пучка магазин барабанного типа автоматически поворочивается на 60°, на место шаблона с намотанным пучком подходит пустой шаблон и последующая на.мотка происходит в том же порядке. Одновременно с поворотом магазина с помощью механизма возврата, хобот подвижной каретки устанавливается в положение начала намотки, пучок проволоки зажимается прижимом, и ножницы, расположенные на диске барабана, обрубают проволоку. За время намотки пучка с другой стороны магазина производится запасовка концов проволоки пучка, снятие намотанного шаблона и установка пустого. Предмет изобретения 1. Станок для непрерывной намотки проволочных пакетов, используемых при изготовлении предварительно напряженных железобетонных изделий, состоящий из станины с двумя бабками, магазина барабанного типа, подвижной каретки, бухтодерм ателя, набора шаблонов компенсатора и механизма поворота и отличающийся тем, что, с целью обеспечения возможности съеАга пакета с барабана, он снабжен механическими ножницами и прижилгами.
2.Станок по п. 1, отличающийся тем, что, с целью укладки проволок пакета в ряд на анкере шаблона, подвижная каретка снабжена устройством для раскладки.
3.Станок по п. 1, о т л ir ч а ю щ и и с я тем, что, с целью обеспечения равномерной выдачи проволоки с бухты, компенсатор выполнен в виде блока, закрепленного на двух параллельно установленных пружинах.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный трубогибочный станок | 1979 |
|
SU772649A1 |
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2083332C1 |
| СТАНОК ПЛОСКОШЛИФОВАЛЬНЫЙ ЭЛЕКТРОМЕХАНИЧЕСКИЙ | 1994 |
|
RU2080237C1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Устройство для формирования и обвязки пучков бревен | 1981 |
|
SU984965A2 |
| СТАНОК ДЛЯ КОМПАКТИРОВАНИЯ ИЗНОШЕННЫХ ПОКРЫШЕК | 2003 |
|
RU2252870C1 |
| Станок для пробивки отверстий в пластинах и сборки их со стержнями в пакет | 1982 |
|
SU1201163A1 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |

10 ПнеВноиилинЗр i 1 бКпои,ипин8 } 7ФЛ; т дг licmpoucmoo, f Отключающее МЩРойстбо
