Отделка (обрезка) труб часто производится или на лобовом станке суппортом с резцом, прикрепляемым к патрону станка, причем питание резца производится токарем в ручную при тихом ходе; резец, вследствие неравномерной подачи, часто ломается или сбивает с места проверенную трубу; установка трубы на простом суппорте при помощи разных прокладок и подкладочек отнимает много времени и представляет сложную, ненадежную и неточную работу, вследствие чего трубу после обреза приходится часто еще рубить и припиливать.
Предлагаемое фрезерное приспособление имеет целью производить всю работу быстро, в один прием, и точно, в связи с экономией в труде и материале, с устранением возможности несчастных случаев и с увеличением производительности.
На фиг. 1 изображен вид токарного станка и приспособления сбоку, на фиг. 2 - вид спереди приспособления, на фиг. 3 - вид спереди части приспособления и на фиг. 4 - разрез - по АВ фиг. 3.
Приспособление может быть приспособлено к обыкновенному лобовому станку (фиг. 1). Действие прибора состоит в следующем: шпиндель станка просверлен и в него проходит валик а, на одном конце которого, со стороны патрона, насаживается на-мертво шестерня В (фиг. 2, 3 и 4), а на другом ключ с, не позволяющий валику а и шестерне В вращаться вместе с патроном станка; с шестерней В сцепляется вторая шестерня D, свободно одетая на палец Е, закрепленный на патроне станка; шестерня D, вращаясь на своей оси, описывает путь вокруг шестерни В и совершает, так называемое, планетное движение; с шестерней D сцепляется третья шестерня ƒ, а на наружный конец оси шестерни ƒ надевается дисковый фрезер g. Шестерни D и ƒ устанавливаются между планками h и i (для ясности, режущий прибор в несколько увеличенном виде изображен на фиг. 3 и 4). Для питания фрезера служит трещетка j, работающая винтом и гайкой K в подшипниках  и m, укрепленных на патроне станка. При вращении станка, рукоятка трещетки j, роликом n, при каждом обороте патрона, наталкивается на упор О (фиг. 1) на станине, перевертывает винт K и, таким образом, поступательное движение (питание) режущего дискового фрезера производится автоматически.
и m, укрепленных на патроне станка. При вращении станка, рукоятка трещетки j, роликом n, при каждом обороте патрона, наталкивается на упор О (фиг. 1) на станине, перевертывает винт K и, таким образом, поступательное движение (питание) режущего дискового фрезера производится автоматически.
Паровая или ресиверная и, вообще, труба, которая по своей форме не может быть обрезана простым способом, зажимается между полушаровыми вкладышами р (фиг. 1): в подшипнике q, установленном на суппорте r; так как шаровые вкладыши легко повертываются во всех направлениях, то линия отреза должна устанавливаться быстро и точно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для обработки квадратных валов | 1940 |
|
SU61230A1 |
| Способ изготовления фасонных резцов для зуборезных фрез | 1921 |
|
SU318A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| УСТРОЙСТВО ДЛЯ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334595C1 |
| Устройство для обработки радиусных поверхностей на токарном станке | 1988 |
|
SU1668050A1 |
| СПОСОБ ПЛАНЕТАРНОГО ИГЛОФРЕЗЕРОВАНИЯ ВИНТОВ | 2007 |
|
RU2334596C1 |
| ТОКАРНО-ЗАТЫЛОВОЧНЫЙ СТАНОК | 1992 |
|
RU2026160C1 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ НАРЕЗАНИЯ ЧЕРВЯЧНЫХ КОЛЕС | 1923 |
|
SU7809A1 |
| Устройство для нарезки спиральных зубьев конических колес на токарных или фрезерных станках | 1948 |
|
SU84917A1 |
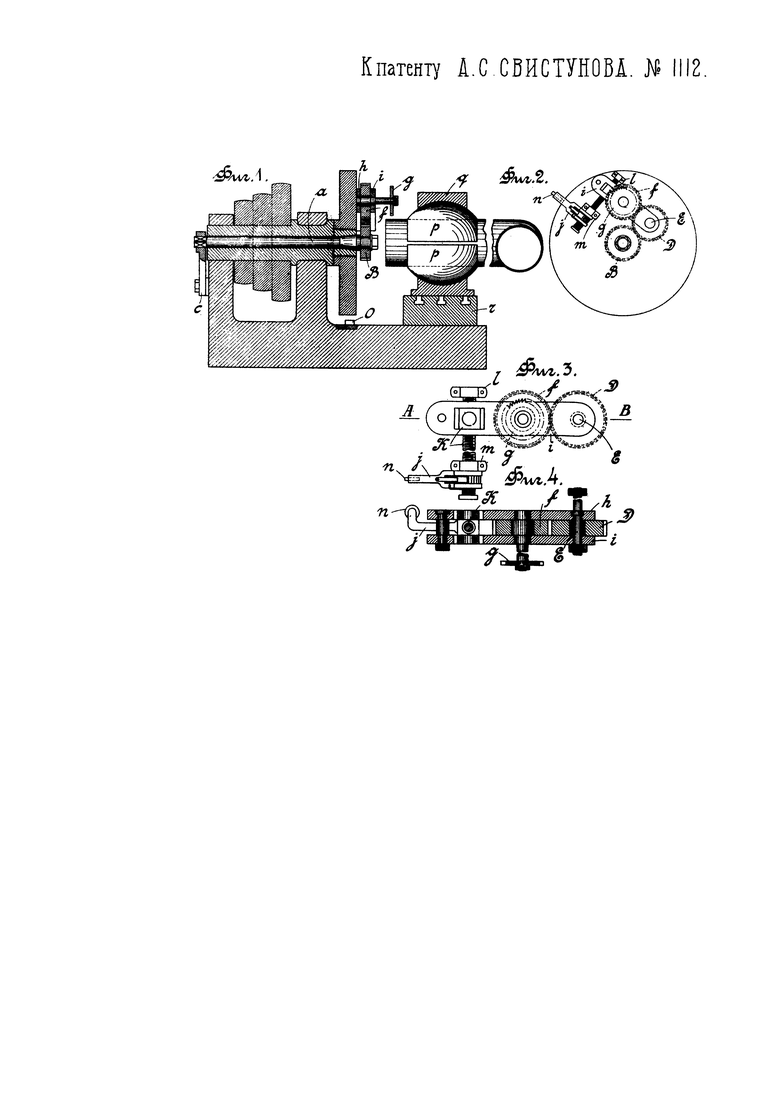
Фрезерное приспособление к токарному патронному станку для отделки флянцев паровых паровозных труб и т.п. работ (фиг. 1-4), характеризующееся применением пропущенного сквозь шпиндель станка валика а, удерживаемого от вращения ключем с и несущего на своем переднем конце шестерню В, по которой, при вращении шпинделя станка, перекатывается шестерня D на укрепленном на патроне пальце Е, передающая вращение шестерне ƒ и сидящей на одном валике с последней фрезе g, которая получает движение подачи от действия трещетки, ролик n которой встречается при каждом обороте патрона с упором О на станине, чем вызывается поворачивание винта  и перемещение планок i, h, поддерживающих валик фрезы.
и перемещение планок i, h, поддерживающих валик фрезы.
