Зуборезные станки для нарезания спиральных зубьев конических колес плоским резцовым фрезером, в которых движение обкатывания осуществляется от сектора головки, заценляющегося с неподвижно закрепленной рейкой, известны.
Описываемое устройство отличается от известных тем, что позволяет осуществлять качественную нарезку спиральных зубьев конических колес не на зуборезных станках, а на универсальных токар.ных и фрезерных стайках, что является новым и полезным.
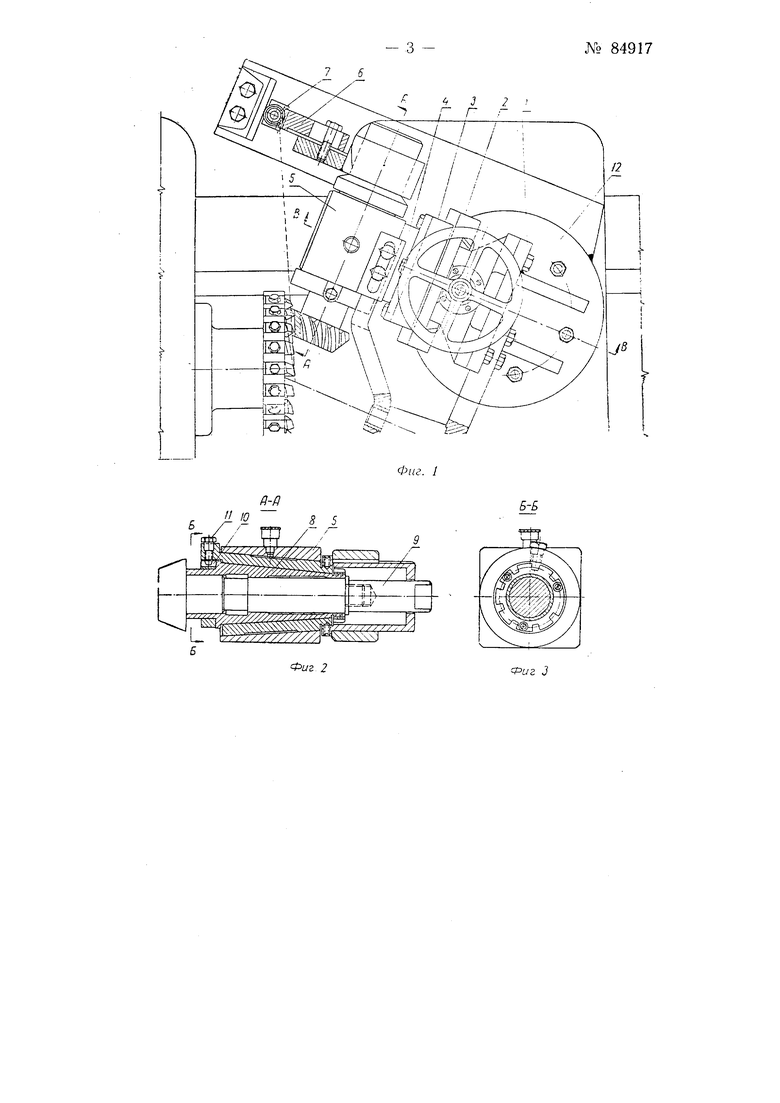
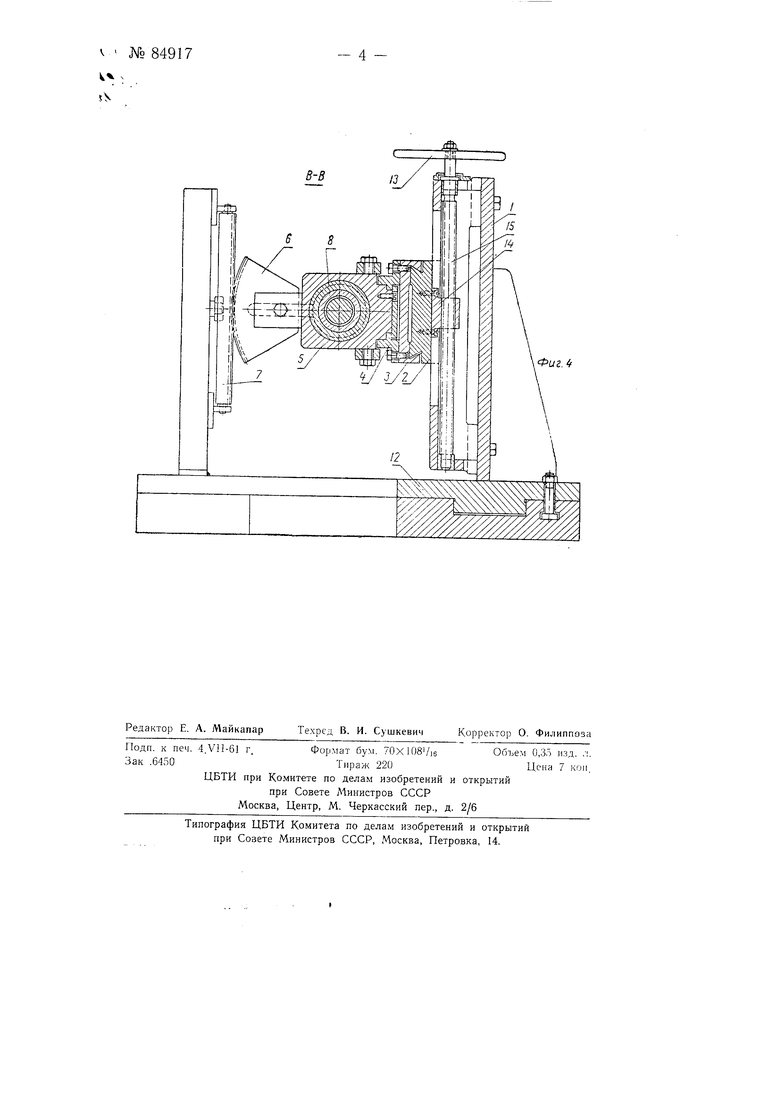
На фиг. 1 показано устройство, вид в плане; на фиг. 2 - то же, в разрезе по АА на фиг. 1; ,на фиг. 3-то же, в разрезе по ББ на фиг. 2; на фиг. 4 - то же, в разрезе по В В на фиг. 1.
В качестве инструмента для .нарезки зубьев применяется фреза с резцами, расположенными «а торце диска. Фреза устанавливается в шпинделе токарного или фрезерного станка и соверщает только рабочее движение резания. Устройство для нарезки колес крепится на каретке токарного станка или на столе фрезерного станка.
Основными частями устройства являются: стойка 1, стол 2 вертикального перемещения, каретка 3 поперечного перемещения, стол 4 кругового качания головки 5, зубчатый сектор 6, укрепленный на конце этой головки и сцепляющийся с неподвижной рейкой 7.
Заготовка колеса устанавливается в шпинделе 8, монтированном в головку 5, и закрепляется гайкой 9. К щпинделю крепится делительный диск 10, взаимодействующий с фиксатором 11. Все устройство при его установке поворачивается у основания 12 таким образом, чтобы дно впадины зуба и плоскость фрезы были параллельны.
При вращении маховика 13 гайка 14 перемещается по винту 15; одновременно перемещается в вертикальном направлении и стол 2, а связанный с ним через головку 5 сектор 6 соверщает обкатывающее движение по рейке 7, как по плоскому коническому колесу, и передает это
№ 84917- 2
движение заготовке. Таким образом головка 5 со шпинделем 8, несущим обрабатываемую заготовку, получает качательное движение вокруг оси, совпадающей с горизонтальной образующей начального кояуса колеса.
Глубина резания устанавливается перемещением каретки самого станка. После нарезания первого зуба на станке ставится упор и глубина впадин последующих зубьев нарезается по упору. Для нарезания следующего зуба освобождают фиксатор 11, поворачивают заготовку вручную вместе с делительным диском 10 и вновь закрепляют ее фиксатором. Число канавок ,на диске 10 соответствует числу нарезаемых зубьев.
Предмет изобретения
1.Устройство для нарезки спиральиы.х зубьев конических колес на токарных и фрезерных станках, отличающееся тем, что в качестве режуп его инструмента применена закрепляемая в щпинделе станка фреза с резцами, расположенными на торце диска, которая соверщает лишь рабочее движение резания, а движение обкатывания и деления осуществляется обрабатываемой заготовкой, закрепляемой в щпинделе, вмонтированном в головку, укрепляемую на столе или суппорте станка.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что головка со щпинделем, несущим обрабатываемую заготовку, имеет качательное движение вокруг оси, совпадающей с горизонтальной образующей начального конуса колеса, и соединена с сектором, находящимся в зацеплении с неподвижной зубчатой рейкой.
Л 84917
Й-Д
П to
8 5
Б-Е,
Фиг 3
- 4
V № 84917
; SN
Фиг.
