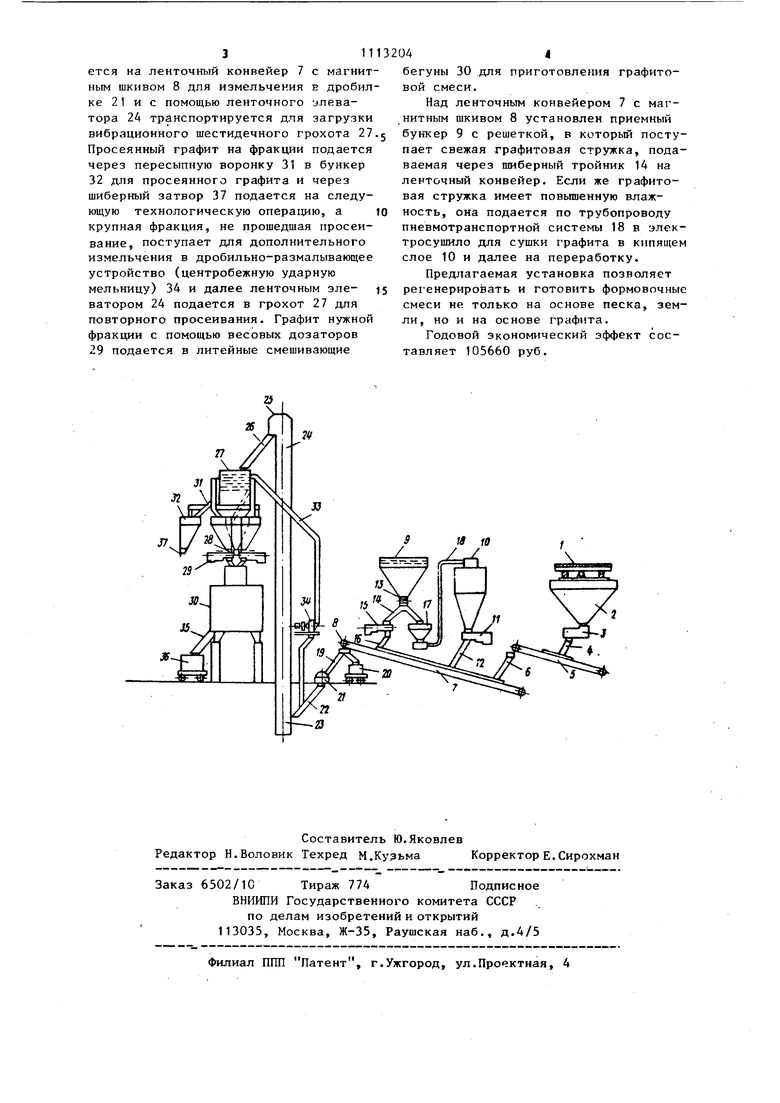
со to Изобретение относится к машиностр ению, а именно к литейному производству. Известна комплексная механизированная система лриготовления формовочных смесей, содержащая установлен ные в технологической последовательности выбивную решетку с приемным бункером, сито, элеватор, связанные между собой ленточным конвейером, бункер,дозатор с бегунами 1. Наиболее близкой к изобретению является комплексная механизированна линия приготовления формовочных смесей, содержащая установленные в технологической последовательности выбивную решетку с бункером, питатели, ленточные конвейеры, лотки для уборк просьти, магнитный железоотделитель, магнитный шкив, короб для магнитных отходов, полигональное сито, короб для немагнитных отходов, дробильноразмалывающее устройство, элеваторы, бункера над бегунами, бегуны С2К Однако линии данного типа не позволяют регенерировать и готовить фор мовочные смеси на базе графита. Цель изобретения - расширение тех нологических возможностей линии. Поставленная цель достигается тем что комплексная механизированная линия приготовления формовочных смесей содержащая установленные в технологической последовательности выбивную решетку с бункером, питатели, ленточ ные конвейеры, лотки для уборки просыпи, магнитный железоотделитель, магнитный шкив, короб для магнитных отходов, полигональное сито, короб для немагнитных отходов, дробильноразмалывакнцее устройство, элеваторы, бункера над бегунами, снабжена бункером с тройником для свежего графита, электросушилом для сушки графита в кипящем слое, расположенными над ленточным конвейером для отработанной смеси и соединенными между собой пневмотранспортной системой, вибрационным шестидечным грохотом, расположенным над бегунами и распределяющим графит на три потока - для приготовления формовочной смеси, отсева и переработки крупных фракций. На чертеже изображена схема предлагаемой линии. Комплексная механизированная линия Д.ПЯ приготовления формовочных смесей содержит установленные в технологической последовательности выбивную решетку 1, под которой располагается приемный бункер 2, в нижней части которого установлен качающийся питатель 3, который при пересыпной воронки А взаимодействует с ленточным конвейером 5. При помощи пересыпной воронки 6 конвейер 5 соединен с ленточным конвейером 7, на котором установлен магнитный шкив 8. Над ленточным конвейером 7 установлен приемный бункер 9 с решеткор для свежего графита и электросушило для сушки графита в кипящем слое 10, в нижней части которого установлен весовой дозатор 11, связанный с пересыпной воронкой 12 и с ленточным конвейером 7. Приемный бункер 9 с решеткой для свежего графита имеет шиберный затвор 13, из которого выходит шиберный тройник 14 с двумя отверстиями. Одна ветвь через весовой дозатор 15 и пересыпную воронку 16 сообщается с ленточным конвейером 7. Вторая ветвь через дополнительный бункер 17 и трубопровод пневмотранспортной системы 18 сообщается с электросуши-лом для сушки графита в кипящем слое 10. Под магнитньм барабаном 8 установлен пшберный тройник 19, одна ветвь которого связана с тележкой 20, а другая - с дробилкой 21, которая через пересыпную воронку 22 связана с входом 23 ленточного элеватора 24, .выход 25 которого через пересыпную воронку 26 сообщается с вибрационным шестидечным грохотом 27, в нижней части которого установлен ошберный затвор 28 и весовой дозатор 29, связанный с литейными смешивающими бегунами 30. С помощью пересыпной воронки 31 с одной стороны вибрационный шестидечный грохот 27 соединен с бункером 32 просеянной формовочной смеси, а с другой - с пересыпной воронкой 33 с дробильио-размалывающим устройством (мельницей центробежной ударной) 34 и входом 23 элеватора 24. Литейные смешивающие бегуны 30 через пересыпную воронку 35 связаны с тележкой 36. Дополнительный бункер 32 снабжен шиберным затвором 37. Линия работает следующим образом. Отработанные графитовые смеси через выбивную решетку собираются в приемный бункер 2 и с помощью качающегося питателя 3 передаются по пересыпной воронке 4 на ленточный конвейер 5. Далее графитовая смесь переда311
ется на ленточный конвейер 7 с магнитным шкивом 8 для измельчения Е дробил ке 21 и с помощью ленточного элеватора 2А транспортируется для загрузки вибрационного шестидечного грохота 27 Просеянный графит на фракции подается через пересыпную воронку 31 в бункер 32 для просеянного графита и через шиберный затвор 37 подается на следующую технологическую операдаю, а крупная фракция, не прошедшая просеивание, поступает для дополнительного измельчения в дробильно-размалывающее устройство (центробежную ударную мельницу) 34 и далее ленточным элеватором 24 подается в грохот 27 для повторного просеивания. Графит нужной фракции с помощью весовых дозаторов 29 подается в литейные смешивающие
044
бегуны 30 .для приготовления графитовой смеси.
Над ленточным конвейером 7 с магнитным шкивом 8 установлен приемный
бункер 9 с решеткой, в который поступает свежая графитовая стружка, подаваемая через шиберный тройник 14 на ленточный конвейер. Если же графитовая стружка имеет повышенную влажность, она подается по трубопроводу пневмотранспортной системы 18 в электросушило для сушки графита в кипящем слое 10 и далее на переработку.
Предлагаемая установка позволяет
регенерировать и готовить формовочные смеси не только на основе песка, земли, но и на основе графита.
Годовой экономический эффект составляет 105660 руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия регистрации формовочных холоднотвердеющих смесей | 1982 |
|
SU1163962A1 |
| Линия изготовления фасонных отливок в оболочковых формах | 1983 |
|
SU1253713A1 |
| ЛИНИЯ ДЛЯ ПРИГОТОВЛЕНИЯ МИНЕРАЛЬНЫХ КОРМОВЫХ ДОБАВОК | 1992 |
|
RU2035233C1 |
| СПОСОБ ПОДГОТОВКИ ВАНАДИЙСОДЕРЖАЩЕЙ ШЛАКОСОДОВОЙ ШИХТЫ К ОКИСЛИТЕЛЬНОМУ ОБЖИГУ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2365650C1 |
| Линия подготовки оборотного формовочного ферромагнитного материала | 1984 |
|
SU1242288A1 |
| СПОСОБ СУХОГО ОБОГАЩЕНИЯ КВАРЦЕВЫХ ПЕСКОВ | 2011 |
|
RU2486969C2 |
| СПОСОБ СУХОГО ОБОГАЩЕНИЯ СТЕКОЛЬНЫХ ПЕСКОВ ДЛЯ ПОЛУЧЕНИЯ КВАРЦЕВОГО КОНЦЕНТРАТА | 2010 |
|
RU2456101C1 |
| Поточная линия для переработки алюминиевых шлаков | 2017 |
|
RU2660432C1 |
| ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ОБОГАЩЕНИЯ ФОРМОВОЧНЫХ ПЕСКОВ МЕТОДОМ ГИДРООТТИРКИ С ПОСЛЕДУЮЩЕЙ КЛАССИФИКАЦИЕЙ И СУХИМ ГРОХОЧЕНИЕМ | 2008 |
|
RU2403979C2 |
| СПОСОБ СУХОГО ОБОГАЩЕНИЯ КВАРЦЕВЫХ ПЕСКОВ ДЛЯ ПОЛУЧЕНИЯ СТЕКОЛЬНОГО КОНЦЕНТРАТА | 2009 |
|
RU2387491C1 |
КОМПЛЕКСНАЯ МЕХАНИЗИРОВАННАЯ ЛИ15НЯ ПРИГОТОВЛЕНИЯ ФОРМОВОЧНЫХ СМЕСЕЙ, содержащая установленные в технологической последовательности выбивную решетку с бункером, питатели, ленточные конвейеры, лотки для уборки просыпи, магнитный железоотделитель, магнитный шкив, короб для магнитных отходов, полигональное ,, короб для немагнитных отходов, дробильноразмалывающее устройство, элеваторы, бункера над бегунами, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена бункером с тройником для свежего графита, электросушилом для сушки графита в кипящем слое, расположенными над ленточным конвейером для отработанной смеси и соединенными между собой пневмотранспортной системой, вибрационным шестидечным гро(Л хотом, расположенным над бегунами и с распределяющим графит на три потока для приготовления формовочной смеси, отсева и переработки крупных фр акций.
Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Фанталов Л.И | |||
| Основы проектирования литейных цехов | |||
| М., Йашгиз, 1940, с | |||
| ПАРОПЕРЕГРЕВАТЕЛЬ ДЛЯ ЛОКОМОБИЛЬНЫХ КОТЛОВ | 1912 |
|
SU277A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Основы проектирования литейных цехов и заводов | |||
| Под ред.Б.В.Кнорре | |||
| М., Машиностроение, 1979, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |
