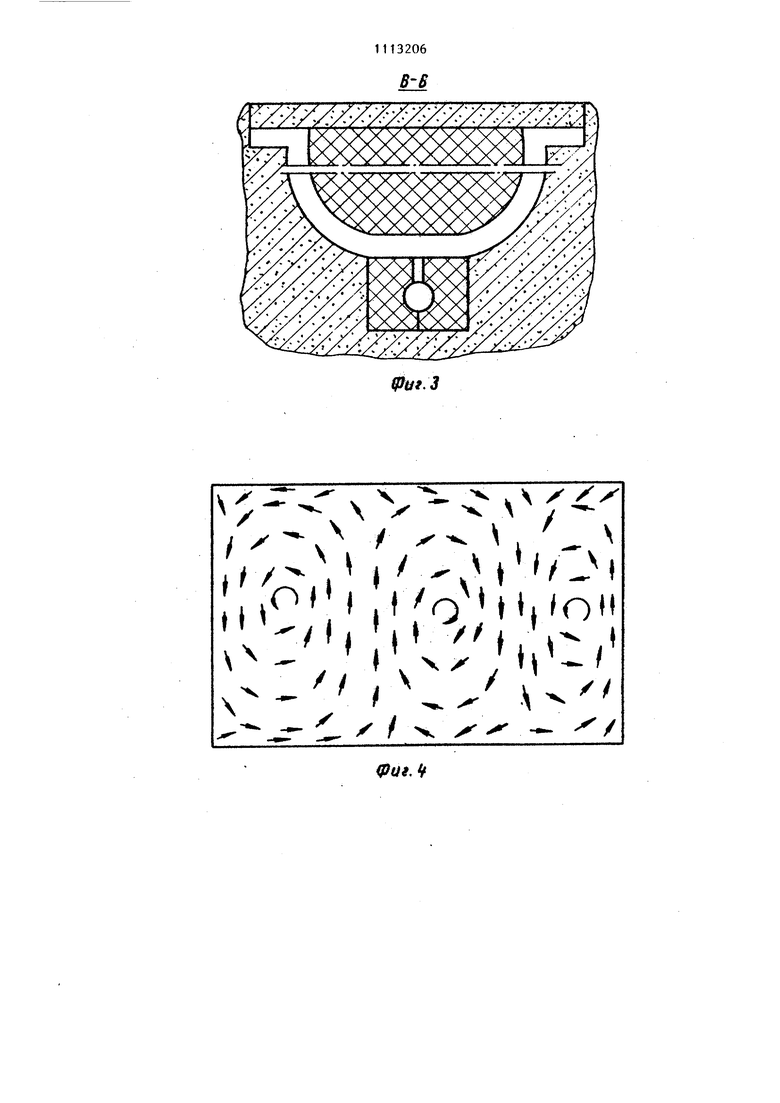
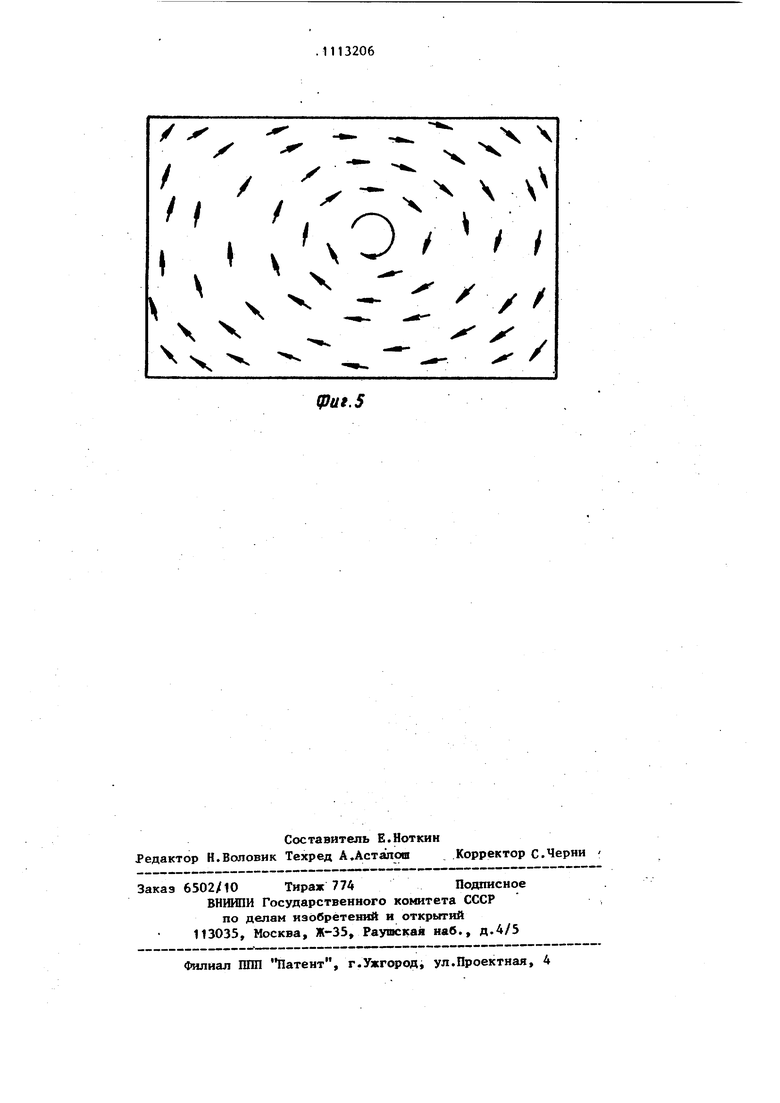
Изобретение относится к металлургии и литейному производству и может быть использовано преимущественно для получения крупногабаритных стальных отливок. Известны вертикально-щелевые и ярусные литниковые системы для стального литья (13. При использовании таких литниковых систем жидкий металл поступает в полость формы через вертикальный щелевой питатель либо через два и более ярусных питателя, установленных в торцовой части формы. В этом случае при заливке форм протяженных отливок j ухудшается качество готовых изделий по поверхностным и внутренним дефектам из-за значительного падения температуры на фронте движущегося расплава в полости формы и образова- ,,, ния заворотов, неспаев. Наиболее близкой к изобретению является литниковая система, используемая для изготовления крупных корпусных деталей для энергомашиностро ения, содержащая стояк, горизонтальный литниковый ход, симметрично расположенный относительно отливки, два последовательно расположенных питателя 12 . При отливке деталей по такой схеме в полости формы с каждой стороны от литникового хода образуется единый вихревой поток с большой интенсивностью вращения, что приводит к снижению качества литья из-за большого количества поверхностных и внут ренних дефектов (засоры, газовые раковины и др.). Цель изобретения - повьш1ение качества отливок путем уменьшения интенсивности вихревых потоков в полос ти отливки. Поставленная цель достигается тем что в литниковой системе, включающей стояк, горизонтальный литниковый ход и два последовательно расположен ных питателя, площадь выходного сечения первого по направлению течения расплава питателя в 2,0-4,5 раза больше площади сечения второго питателя, а расстояние между вертикальными осями сомметрии питателей составляет 0,50-0,85 длилы отливки. На фиг. изображена предлагаемая литниковая система, вертикальный разрез; на фиг.2 - сечение А-А на фиг. Г, на фиг.З - сечение-Б-Б на фиг.1, (литникового хода и щелевого 1 6 питателя); на фиг.А - распределение вихревых потоков при использовании предлагаемой литниковой системы; на фиг.5 - распределение вихревых потоков в форме при заливке жидкого металла с использованием известной литниковой системы. Форма 1 имеет полость 2 отливки, соединенную двумя питателями 3 и 4 с горизонтальным литниковым ходом 5 и стояком 6, в верхней части которого установлена литниковая чаша 7. Площадь выходного сечения первого питателя по направлению течения расплава в литниковом ходе в 2,0-4,5 раза больше площади выходного сечения второго, а расстояние между вертикальными осями симметрии питателей составляет 0,50-0,85 длины отливки. При заливке жидкий металл через литниковую чащу 7 и стояк 6 поступает в горизонтальный литниковый ход 5, а затем через питатели 3 и 4 в полость 2 отливки. Так как площадь первого питателя по направлению течения расплава в литниковом ходе в 2,04,5 раза больше площади выходного сечения второго, то, соответственно, по данным моделирования, расход жидкого металла в первом питателе в 1,22,4 раза больше, чем во втором. В том случае, когда расстояние между вертикальными осями симметрии равно 0,50-0,85 длины отливки, реализуется вихревая структура течения в полости формы, содержащая по три вихря с каждой стороны литникового хода (фиг.4), притом при равенстве интегральных параметров заливки их интенсивность вращения меньше, чем в случае применения иных известных конструкций литниковых систем, в частности прототипа, когда образуется один вихрь с большей интенсивностью (фиг.5). Использование предлагаемой конструкции литниковой системы улучшает гидродинамические и тепловые условия формирования отливки, уменьшает размыв формы, способствует удалению земляных и газовых засоров, улучшает качество литья. Отклонение от предлагаемых параметров литниковой системы приводит к большему количеству дефектов в отливке. В таблице приведена характеристика качества литья при изменен:: параметров предлагаемой конструкции литниковой системы. Характ Отношение Отношение площадей ка кач расстояния литья между нервыходноготикальными сечения питателей осями симметрии питателей к длине отливки2,0-4,5 0,5-0,85 Качест отливк ответс 2,0-А,5 Меньше 0,5, Увелич Больше 0,85 личест ляных вых за неспап роты Меньше 2,0 Больше 0,5-0,85 То же Меньше 0,5, Больше 0,85 Отклонение качества литья нических условий объясняется 64 интенсивностью вихревых потоков, если число питателей больше двух, либо указанные в таблице параметры литниковой системы отличаются от предложенных, но выдерживаются необходимые интегральные характеристики заливки. С использованием предложенной конструкции литниковой системы и базового объекта (прототип) изготовили отливку корпуса турбины ГТН-25. Масса отливки 3,2 т, толщина стенки 0,035 м, длина 2,0 м. В предложенной конструкции литниковой системы площадь первого питателя по направлению течения расплава в литниковом ходе (0,012 м) больше площади входного сечения второго (0,0045 м) в 2,9 раза, а расстояние между их вертикальными осями симметрии составляет 0,7 длины отливки. Известная лт1тниковая система состоит из двух питателей 2)0,80-, подведенных в торец формы. Обе литниковые системы включают два стояка 2x0,80 и два подводящих канала 2«0,80. Время запивки в обоих случаях одинаково (50-60 с). Качество изготовленных опытных отливок соответствует требованиям технических условий на их изготовление. За счет создания более благоприятных гидродинамических и тепловых условий заливки повышается размерная точность отливки, уменьшается количество исправляемых дефектов в 1,52,0 раза по сравнению с известной системой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Литниковая система керамической формы для центробежного литья с вертикальной осью вращения | 1983 |
|
SU1161225A1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2014 |
|
RU2570138C1 |
| КОКИЛЬ ДЛЯ ПОЛУЧЕНИЯ ПЛОСКИХ ОБРАЗЦОВ | 2003 |
|
RU2260496C2 |
| Литниковая система для модифицирования металла в форме | 1984 |
|
SU1178532A1 |
| ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 2007 |
|
RU2341351C2 |
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1338967A1 |
| Литниковая система | 1984 |
|
SU1306646A1 |
ЛИТНИКОВАЯ СИСТЕМА, включающая стояк, горизонтальный литниковый ход и два последовательно расположенных питателя, отличающаяся тем, что, с целью повышения качества отливок путем уменьшения интенсивности вихревых потоков в полости отливки, площадь выходного сечения первого по направлению течения расплава питателя в 2,0-4,5 раза больше площади сечения второго питателя, а расстояние между вертикальными осями симметрии питателей составляет 0,500,85 длины отливки. СО ГС о а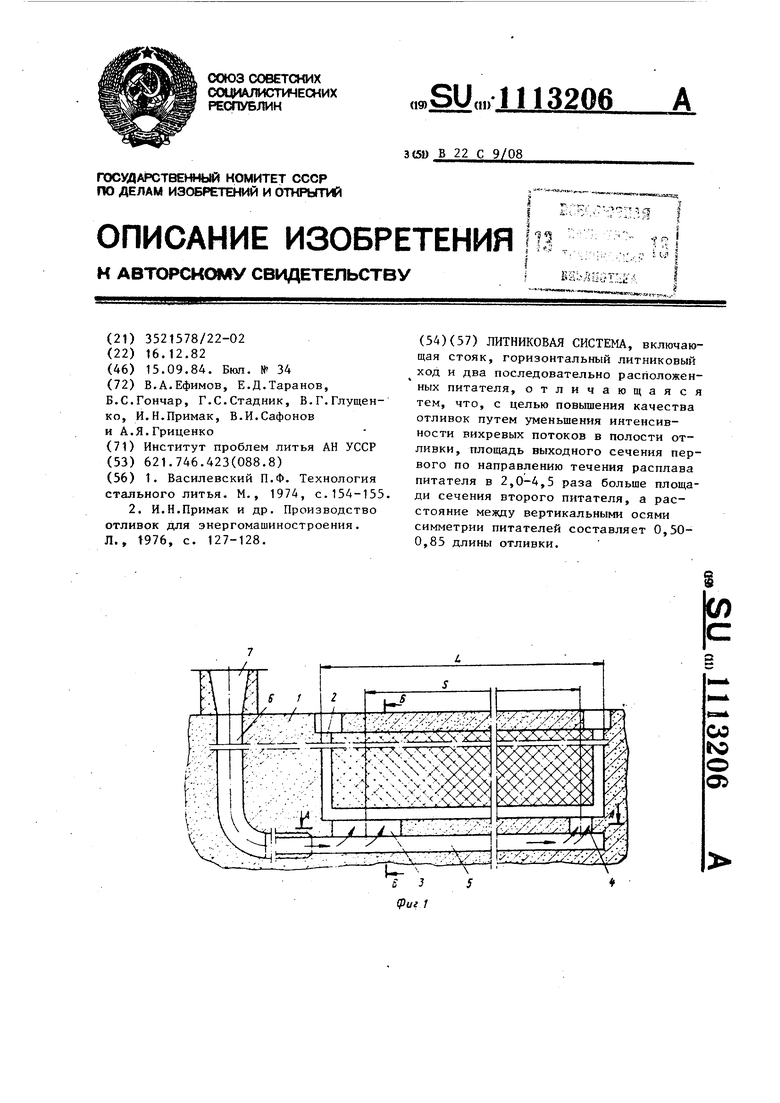
;v / x / /
i / Л 4
1// 1 I k f --- т
:.e,;,;:o;;,,;o.
-- r
Г / -- /
ПО|
0af,
/- - - Х X X
. X
iv-:
I.
V .,
х
V у Хх - /
(Put. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Василевский П.Ф | |||
| Технология стального литья | |||
| М., 1974, с.154-155 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| И.Н.Примак и др | |||
| Производство отливок для энергомашиностроения | |||
| Л., 1976, с | |||
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
