(54) МУНДШТУК ЛЕНТОЧНОГО ПРЕССА ДЛЯ ФОРМОВАНИЯ ПУСТОТЕЛЫХ ПАНЕЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка ленточного пресса | 1983 |
|
SU1113253A1 |
| Головка ленточного пресса | 1980 |
|
SU893537A1 |
| Головка ленточного пресса | 1983 |
|
SU1155457A1 |
| Керн к мундштуку ленточного пресса | 1978 |
|
SU779076A1 |
| УЛЬТРАЗВУКОВОЙ КЕРНОДЕРЖАТЕЛЬ ДЛЯ ЭКСТРУЗИИ КИРПИЧА | 2016 |
|
RU2667560C2 |
| Мундштук для формования пустотелых керамических изделий | 1990 |
|
SU1761487A1 |
| Мундштук для формирования керамических изделий | 1980 |
|
SU992187A1 |
| Мундштук для формования изделий из упруго-вязко-пластичных масс | 1985 |
|
SU1418048A1 |
| Устройство для экструзионного формования панелей | 1985 |
|
SU1237443A1 |
| Устройство для укладки экструдируемых панелей на поддоны | 1981 |
|
SU992207A1 |
1
Изобретение относится к оборудованию для производства стройматериалов, а именно к ленточным прессам, предназначенным для формования керамических, асбестоцементных и других смесей.
Известен мундштук ленточного пресса для формования пустотелых изделий, включающий корпус и керны, причем входное сечение мундштука увеличивается по направлению от центра к периферии 1.
Наиболее близким техническим решением к изобретению является мундштук ленточного пресса для формования пустотелых панелей, включающий корпус, установленные в нем кернодержатели с кернами 2.
Недостаткам известных мундштуков является то, что из-за неравномерного распределения скоростей экструзии по ширине мундштука качество изделий снижается.
Цель изобретения - повышение качества панелей.
Поставленная цель достигается тем, что мундштук ленточного пресса для формования пустотелых панелей, включающий корпус, установленные в нем кернодержатели с кернами, снабжен закрепленными на корпусе датчиками толщины стенок панелей, а
каждый крайний керн выполнен с полостью и снабжен установленным в ней магнитострикционным преобразователем.
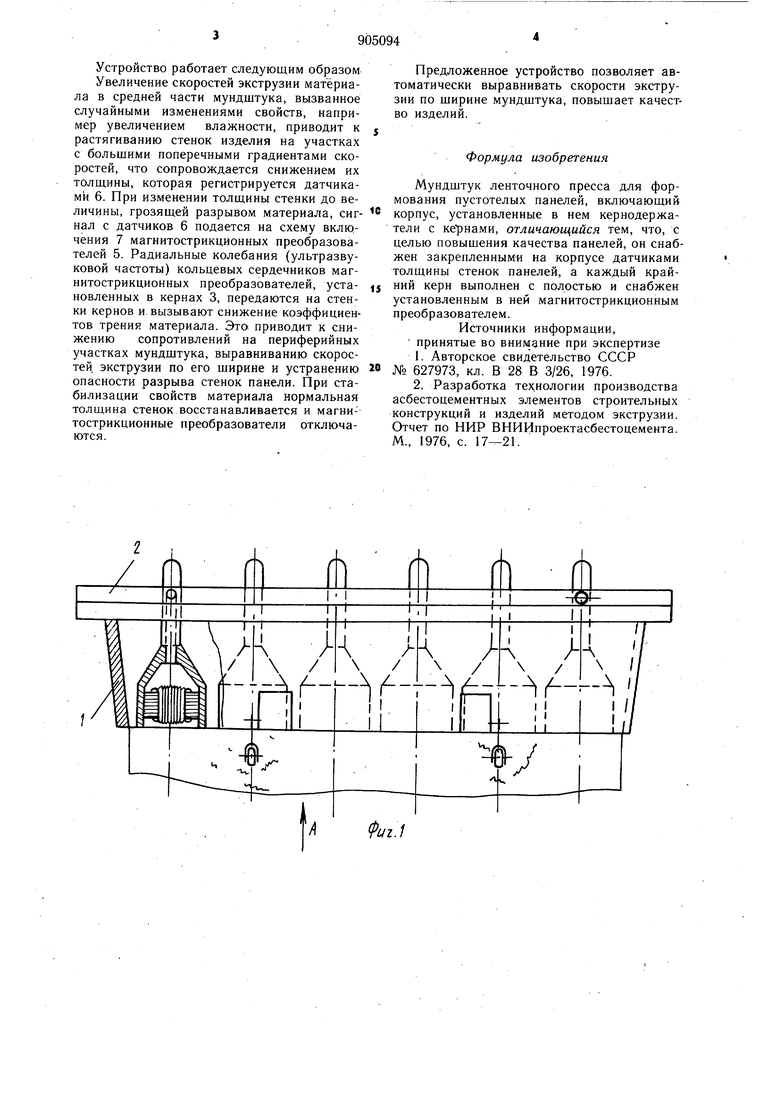
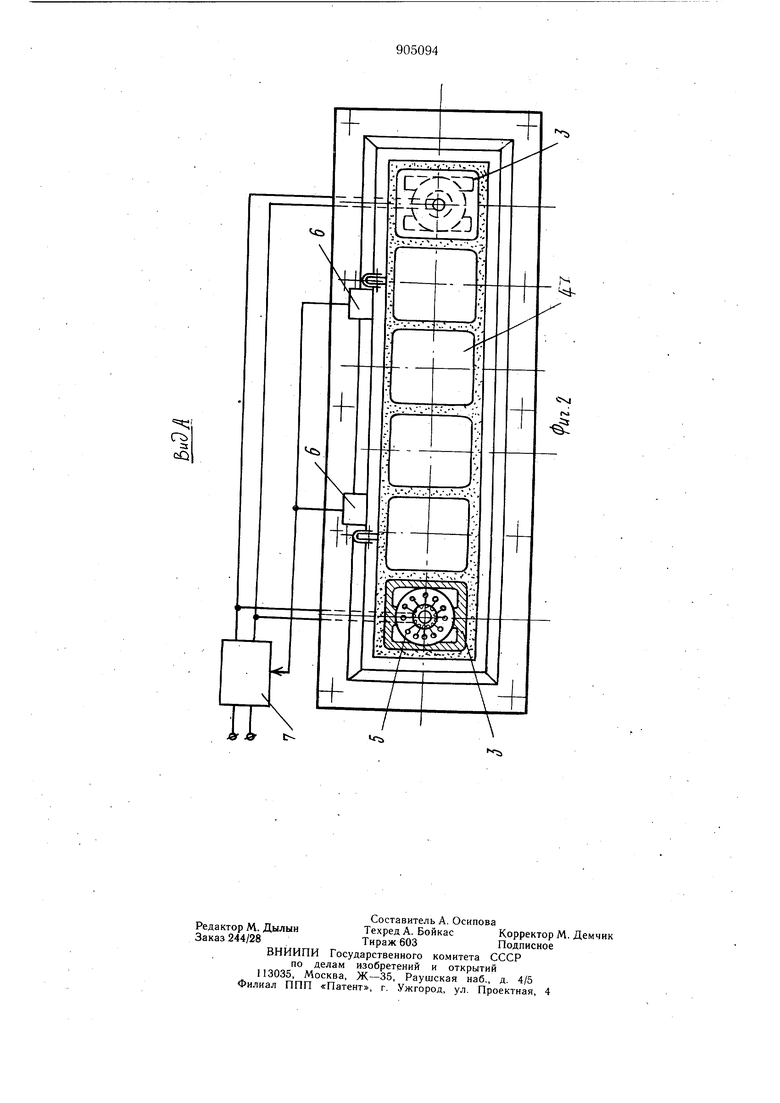
На фиг. 1 изображен предлагаемый мундщтук; на фиг. 2 - вид А на фиг. 1.
Мундштук состоит из корпуса 1, в котором с помощью кернодержателя 2 установлены керны 3 и 4. Керны 3, расположенные на периферии мундштука, выполнены с полостью и внутри их коаксиально установлены магнитострикционные преобразователи 5 кольцевой формы, так, что наружные стенки кольца преобразователя соединяются с внутренними сторонами граней кернов. На корпусе 1 установлены два датчика толVS щины 6 стенок панели, например контактные, подключенные к схеме включения 7 магнитострикционных преобразователей 5. Датчики устанавливаются на расстоянии, равном примерно 0,2-0,3 щирины мундштука от его краев, по оси кернов, т. е. там, где наблюдается максимальное значение градиентов скоростей, а стенки панели имеют небольшую толщину и поэтому наиболее вероятна опасность их разрыва.
Устройство работает следующим образом Увеличение скоростей экструзии материала в средней части мундштука, вызванное случайными изменениями свойств, например увеличением влажности, приводит к растягиванию стенок изделия на участках с большими поперечными градиентами скоростей, что сопровождается снижением их толшины, которая регистрируется датчиками 6. При изменении толщины стенки до величины, грозящей разрывом материала, сигнал с датчиков 6 подается на схему включения 7 магнитострикционных преобразователей 5. Радиальные колебания (ультразвуковой частоты) кольцевых сердечников магнитострикционных преобразователей, установленных в кернах 3, передаются на стенки кернов и вызывают снижение коэффициентов трения материала. Это приводит к снижению сопротивлений на периферийных участках мундштука, выравниванию скоростей, экструзии по его ширине и устранению опасности разрыва стенок панели. При стабилизации свойств материала нормальная толщина стенок восстанавливается и магнитострикционные преобразователи отключаются. / / , /
Предложенное устройство позволяет автоматически выравнивать скорости экструзии по ширине мундштука, повышает качество изделий.
Формула изобретения
Мундштук ленточного пресса для формования пустотелых панелей, включающий корпус, установленные в нем кернодержатели с кернами, отличающийся тем, что, с целью повышения качества панелей, он снабжен закрепленными на корпусе датчиками толщины стенок панелей, а каждый крайний керн выполнен с полостью и снабжен установленным в ней магнитострикционным преобразователем.
Источники информации, принятые во внимание при экспертизе
ГЪ
а cQ
