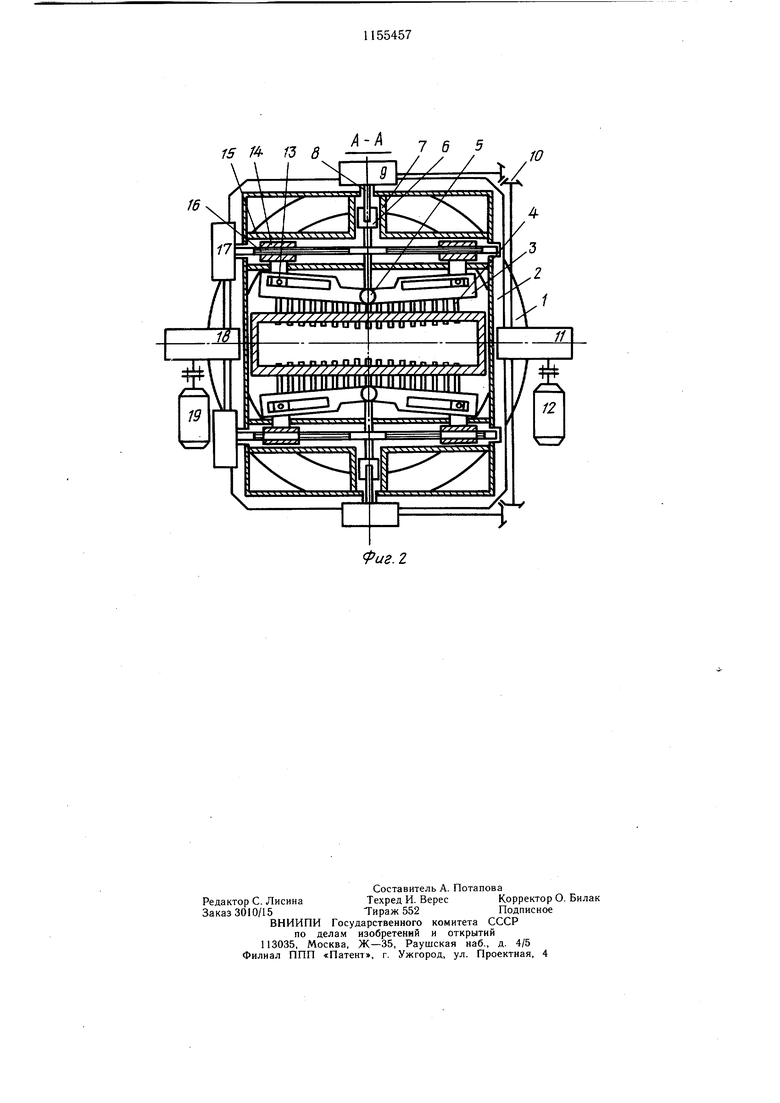
Изобретение относится к ленточным прессам, предназначенным для формования керамических масс, пластифицированных асбестоцементных смесей и других строительных материалов. Известна головка ленточного пресса, у которой по периметру выходного отверстия установлены тормозные стержни, представляющие собой болты, ввернутые в головку через отверстия в стенках 1. Наиболее близкой к предлагаемой является головка ленточного пресса, включающая корпус, шарнирно прикрепленные к нему рычаги, соединенные между собой попарно шарнирами и имеющие стабилизаторы, и передачу винт-гайка, посредством которой рычаги связаны с приводом 2. Известная конструкция позволяет выравнивать скорости экструзии по ширине мундштука путем поворота рычагов. Однако известная конструкция характеризуется тем, что она не позволяет учитывать расположение дефекта по панели, что приводит при регулировании к излищнему увеличению общего сопротивления, оказываемого стабилизаторами движенир материала в головке, увеличению времени регулирования и в конечном итоге к увеличению количества брака формования. Цель изобретения - повыщение качества изделий. Поставленная цель достигается тем, что головка ленточного пресса, включающая корпус, шарнирно прикрепленные к нему рычаги, соединенные между собой попарно шарнирами, стабилизаторы и передачу «винт-гайка, гайка которой соединена с рычагами, а винт - с приводом, головка снабжена ползунами, горизонтальными и вертикальными направляющими и двумя дополнительными передачами «винт-гайка, при этом две передачи «винт-гайка размещены в горизонтальных направляющих, гайки жестко соединены с ползунами, размещенными в выполненных в рычагах прорезях, а третья передача размещена в вертикальных направляющих, при этом гайка соединена с осью щарнира, а винт - с приводом. На фиг. 1 схематически изображена предлагаемая головка ленточного пресса; на фиг. 2 - разрез А-А на фиг. 1. Головка содержит корпус 1 с рамой 2, на которой смонтированы четыре рычага 3, Стабилизаторы 4 шарнирно прикреплены к рычагам 3 и вставлены в отверстия в корпусе головки. Рычаги 3 попарно связаны между собой щарниром 5, ось которого соединена с гайкой 6, установленной в направляющей 7 и связанной с помощью винта 8 с приводом, смонтированным на раме 2 и включающем червячный редуктор 9, коническую зубчатую передачу 10, цилиндрический редуктор 11 и двигатель 12. Свободные концы рычагов 3 выполнены с пазом, в котором размещен ползун 13, щарнирно связанный с гайкой 14, установленной в направляющей 15 на винте 16, связанным с приводом, включающем червячный редуктор 17, цилиндрический редуктор 18 и двигатель 19. Головка ленточного пресса работает следующим образом. Увеличение скоростей экструзии материала в средней части головки, вызванное случайным изменением его свойств, например увеличением влажности, приводит к разрывам .стенок изделия в местах наибольшей неравномерности деформаций, обычно на периферийных участках изделия. Оператор включением двигателя 19 добивается установки оси ползунов 13 над зонами головки, на которых наблюдается образование дефектов. При этом концы стабилизаторов располагаются в указанных зонах головки в одной плоскости с внутренней поверхностью головки. Затем включением двигателя 12 оператор перемещает ось шарнира 5 к оси головки. При этом в результате поворота рычагов 3 вокруг оси ползунов 13 стабилизаторы 4 вводятся в поток материала, причем максимальная глубина погружения наблюдается в средней части головки, т. е. там, где скорость движения массы максимальна, а мини.мальная скорость наблюдается в зоне установки оси ползуна, что приводит к плавному выравниванию скоростей и ликвидации разрывов. При появлении разрывов стенки изделий в средней части, что говорит об опережающем движении периферийных слоев, оператор реверсированием двигателя 12 выводит стабилизаторы из головки до исчезновения дефектов. Предлагаемая головка ленточного пресса позволяет оперативно устранять дефекты формования, возникающие на различных участках изделия, при минимальном увеличении общего сопротивления головки движению материала, поскольку торможение материала осуществляется лишь на тех участках, где скорость экструзии превышает скорость экструзии на участках разрывов.
15 1 1Ъ 8
W
л-л
765
Риг.2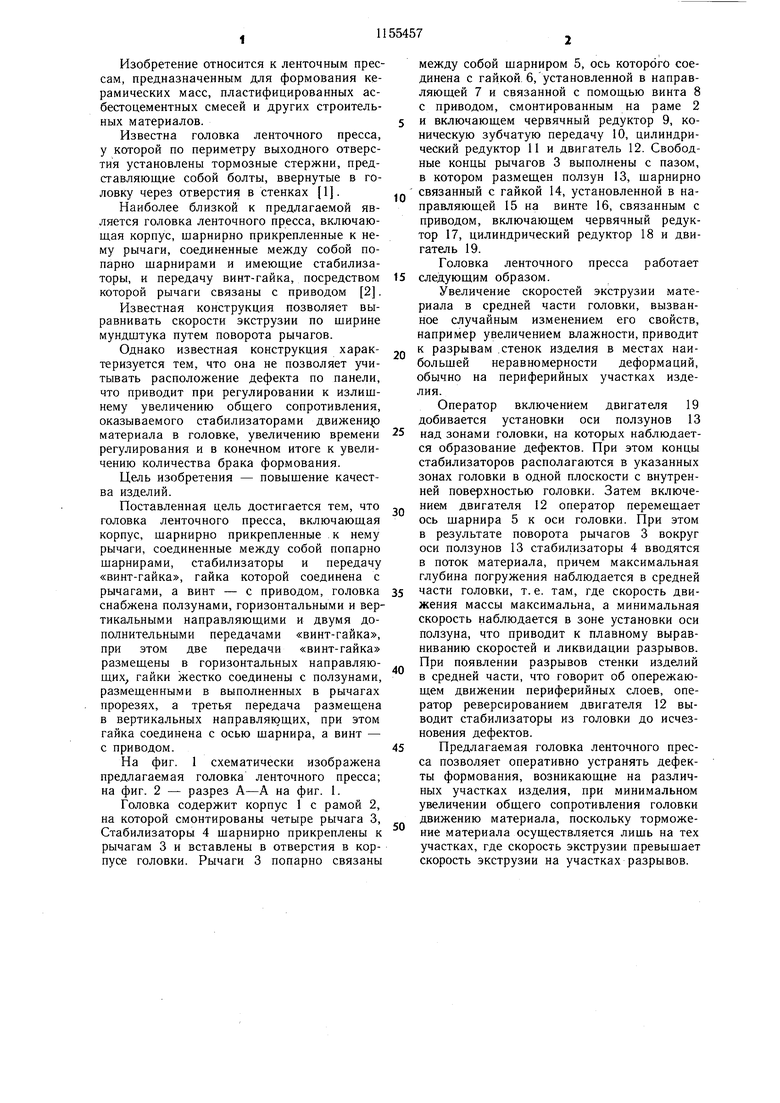
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка ленточного пресса | 1980 |
|
SU893537A1 |
| Головка ленточного пресса | 1983 |
|
SU1113253A1 |
| Установка для формования объемных элементов | 1986 |
|
SU1473951A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| КОЛЕНЧАТО-ВИНТОВОЙ ПРЕСС | 1992 |
|
RU2016769C1 |
| Гибкий производственный модуль для штамповки изделий из ленточного материала | 1989 |
|
SU1713709A1 |
| ПЕРЕНОСНОЙ РЕЛЬСОСВЕРЛИЛЬНЫЙ СТАНОК | 2016 |
|
RU2628944C1 |
| Установка для формования объемных элементов | 1989 |
|
SU1749041A1 |
| Установка для переработки отходов полимерной пленки в.и.ефимчева | 1977 |
|
SU710819A1 |
| Подъемник | 1988 |
|
SU1650569A1 |
ГОЛОВКА ЛЕНТОЧНОГО ПРЕССА, включающая корпус, шарнирно прикрепленные к нему рычаги, соединенные между собой попарно шарнирами, стабилизаторы и передачу «винт-гайка, гайка которой соединена с рычагами, а винт - с приводом, отличающаяся тем, что, с целью повышения качества изделий, головка снабжена ползунами, горизонтальными и вертикальными направляющими и двумя дополнительными передачами «винт-гайка, при этом две передачи «винт-гайка размешены в горизонтальных направляющих, гайки жестко соединены с ползунами, размещенными в выполненных в рычагах прорезях, а третья передача размещена в вертикальс ных направляющих, при этом гайка соединена с осью шарнира, а винт - с приводом. (Л 7 лу СП ел 4; сд ФигЛ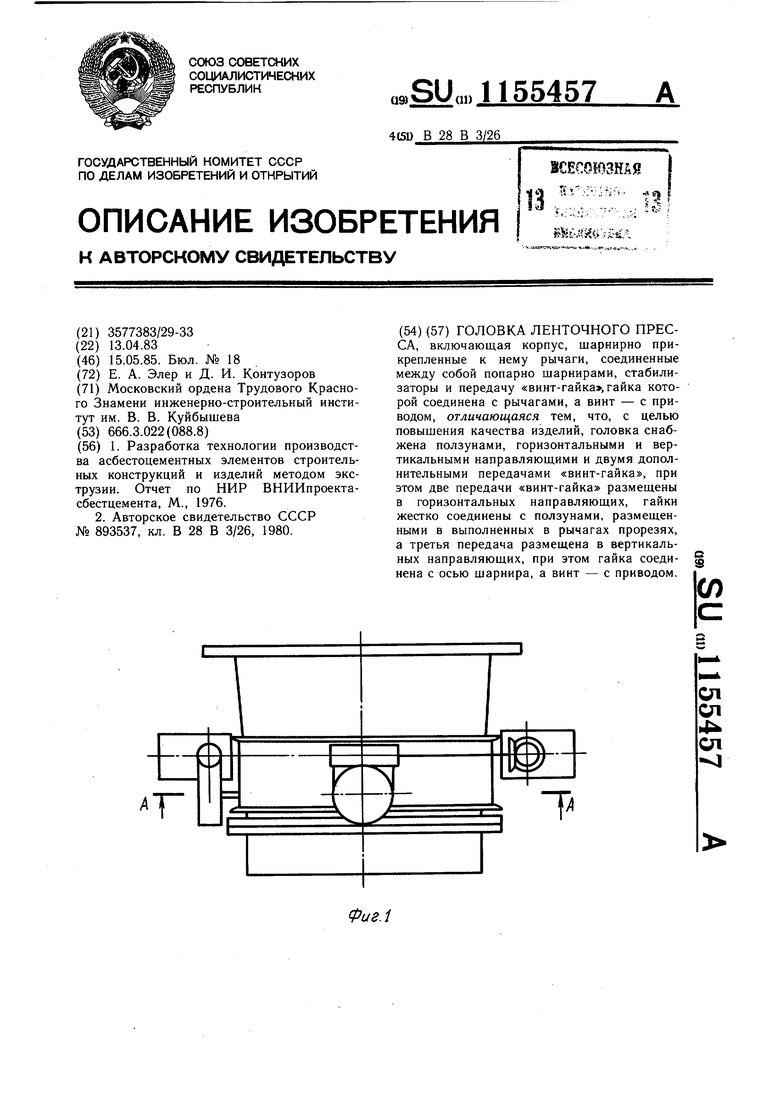
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разработка технологии производства асбестоцементных элементов строительных конструкций и изделий методом экструзии | |||
| Отчет по НИР ВНИИпроектасбестцемента, М., 1976 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Головка ленточного пресса | 1980 |
|
SU893537A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
