Особенностью предлагаемого станка для доводки притирочных плит с использованием совершающего сложное движение притирочного инструмента является расположение плоского притирочного инструмента между двумя одновременно обрабатываемыми плитами, получающими периодические повороты на одинаковые углы в разные стороны вокруг оси, перпендикулярной к плоскости притирочного инструмента. Такое выполнение предлагаемого станка обеспечивает высокое качество доводки притирочных плит.
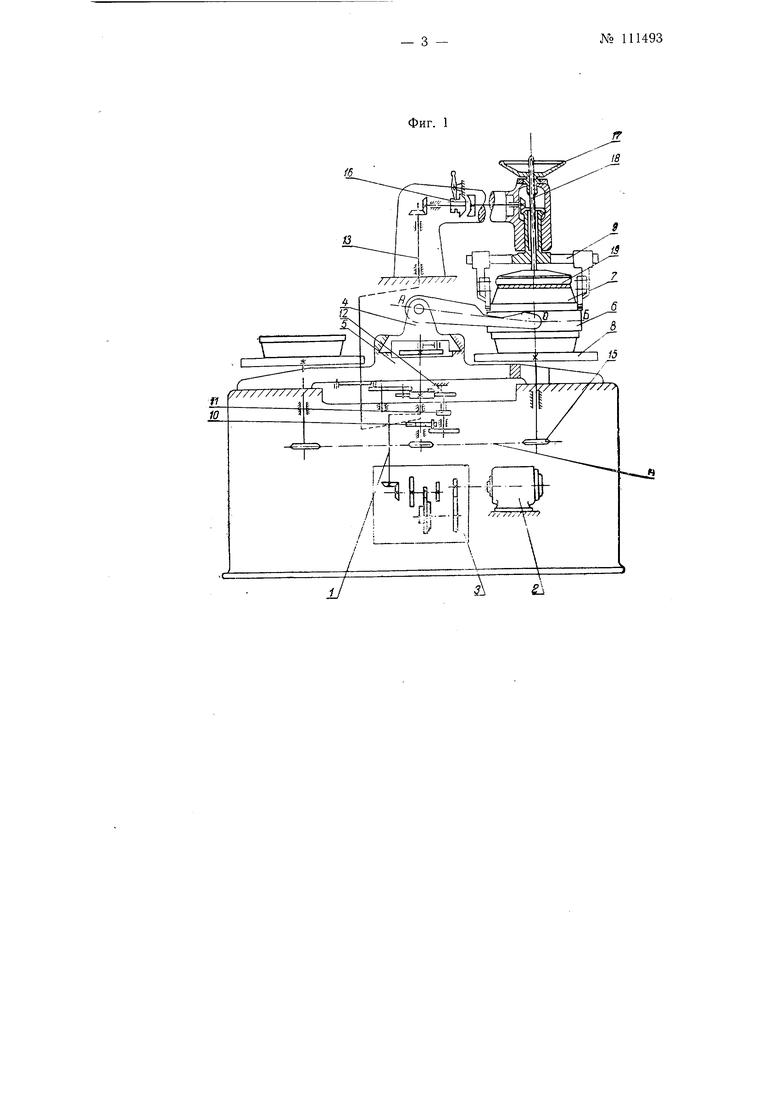
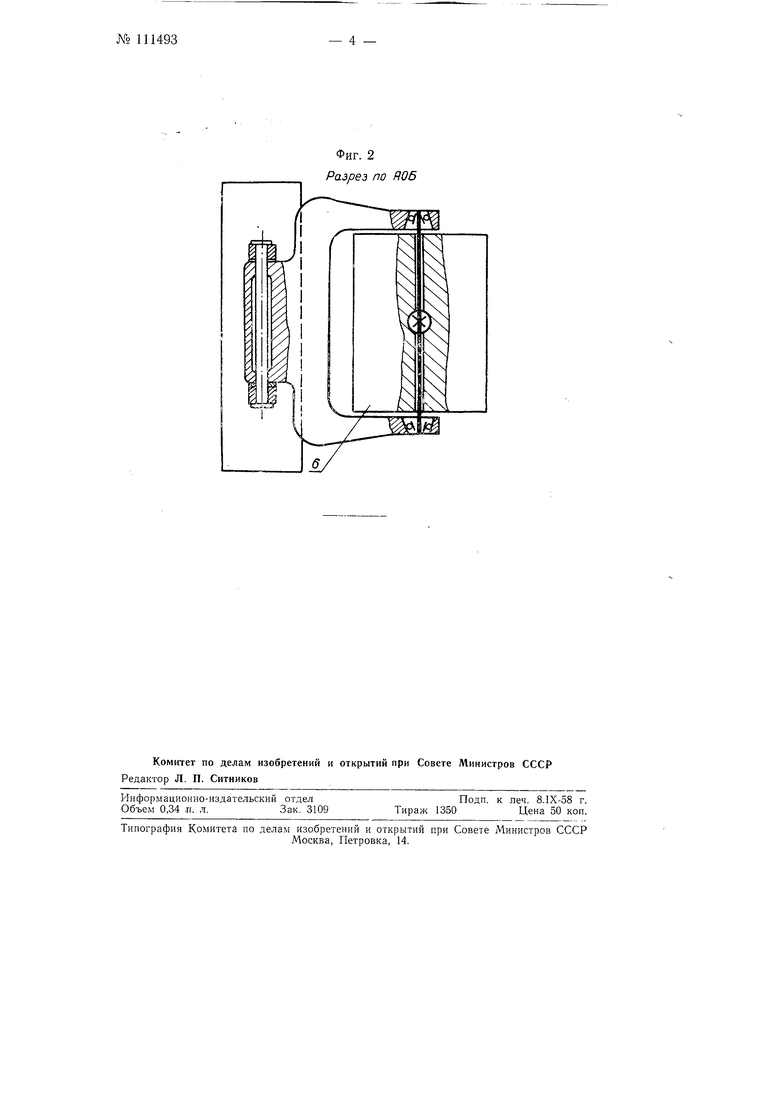
На фиг. 1 предлагаемый станок изображен схематически в общем виде; на фиг. 2 - разрез по АОБ на фиг. 1.:
Кривошипный вал / получает движение от электродвигателя 2 через двухваловую коробку передач 5. Вал / при этом сообщает при помощи щатуна возвратно-постуиательные движения ползущке 4 в направляющих каретки 5. Последняя через систему шестерен и шатун, в свою очередь, получает поперечное возвратно-поступательное движение в направляющих станины. Движения каретки 5 и ползущки 4, складываясь, сообщают плоскому притирочному инструменту 6 сложное движение. Инструмент 6 закреплен в вилке ползушки 4 так, что он имеет свободу враП1,ения относительно всех осей прямоугольных координат и поэтому каждая его рабочая точка не проходит дважды по одной и той же траектории. Плоский притирочный инструмент 6 расположен между двумя одновременно обрабатываемыми притирочными плитами 7, закрепляемыми на поворотном столе S и в поворотной вилке 9.
В процессе обработки плиты 7 получают периодические повороты на одинаковые углы в разные стороны вокруг оси, перпендикулярной к притирочному инструменту 6. Эти повороты осуществляются при помощи механизма мальтийского креста 10, цепочный вал которого периодически соединяется с кривощипным валом / при помощи электромагнитной муфты 11, работающей от счетчика импульсов, получающего имп льсы
№ 111493- 2 -
от конечного выключателя 12. С вала 13 мальтийского креста движение передается посредством втулочно-роликовой цепи 14 и звездочки 15 столу 8, а через конические шестерни - вилке Р. Муфта 16 разъединяет вал 13 с вилкой 9 перед поворотом хобота с тем, чтобы избежать нежелательного поворота вилки в результате взаимного обкатывания конических шестерен друг по другу.
Рабочее давление на верхнее изделие-плиту 7 осуш,ествляется при помош,и маховика 17, в котором укреплена гайка для винта 18, упирающегося в плиту 7 через гидравлическую подушку 19, распределяющую давление на всю площадь плиты 7 равномерно.
Рабочие поверхности притирочного инструмента 6 выполнены больщими, чем размеры обрабатываемых поверхностей плит 7. Это дает возможность исключить вредное влияние на качество обработки смещения центров тяжести обрабатываемых плит в процессе обработки.
Притирочный инструмент 6 может быть снабжен внутренними полостями для циркуляции охлаждающей жидкости.
П.редмет изобретения
1. Станок для доводки притирочных плит с использованием соверщающего сложное движение притирочного инструмента, отличающийся тем, что плоский притирочный инструмент расположен между двумя одновременно обрабатываемыми плитами, получающими периодические повороты на одинаковые углы в разные стороны вокруг оси, перпендикулярной к плоскостям притира, с целью достижения высокого качества обработки.
2.Форма выполнения станка по п. 1, отличающаяся тем, что, с целью исключения вредного влияния на качество обработки смещения центров тяжести обрабатываемых плит, рабочие поверхности притирочного инструмента выполнены большими, чем размеры обрабатываемой поверхностей.
3. Притирочный инструмент для станка по пп. 1и2, отличающийся тем, что он снабжен внутренними полостями для циркуляции охлаждающей жидкости.
fl
SI
Фиг. 2 Разрез по ЯОБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для односторонней доводки плоской поверхности изделия на доводочном станке | 1958 |
|
SU121359A1 |
| Многопозиционный, многошпиндельный полуавтоматический станок карусельного типа | 1960 |
|
SU139898A1 |
| Заточной станок | 1989 |
|
SU1776540A1 |
| Устройство для доводки плоских поверхностей | 1972 |
|
SU512042A1 |
| Автомат для чистовой обработки конического конца стержня малого диаметра (например, пуансона, цапф оси) | 1959 |
|
SU124333A1 |
| НАЯ Н. Н. Рулев, В. П. Солошенко и А. Р. Зеленчуков /Г'У?'--^- -...,,,.,.:' !---^-н;--А??;:^Е:.ШСпециальное конструкторское оюро при Рязанском станкозаводе' • :";,;^;,]Г)-.--,^г , | 1971 |
|
SU290788A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Непрерывно-протяжной станок с перемещающимся инструментом | 1959 |
|
SU124780A1 |
| Установка для обработки поверхностей облицовочных плит | 1973 |
|
SU482317A1 |
| Многопозиционный станок для полирования изделий | 1977 |
|
SU649550A1 |