Изобретение относится к измерительной технике, конкретнее к способам измерения деформации стального проката, основанных на методах количественной металлографии. Способ может быть использован для оценки местных деформаций по толщине горячедеформированных раскатов в металлургической промышленности, которая включает процессы термомеханической обработки стали.
Известны способы определения деформации при прокатке с заранее нанесёнными координатными сетками на боковых поверхностях или с заранее засверлёнными штифтами. Преимуществами экспериментальных методов является возможность получить реальные значения деформаций, однако в большинстве случаев только в условиях лабораторных прокатных станов. В частности, при недостаточно мелкой сетке эксперимент может не показать характер местных деформаций. Использование засверленных штифтов позволяет судить о деформации на основе их формоизменения. При этом в случае большего количества проходов штифты в середине проката деформируются слабо, что может говорить о малой накопленной деформации и не проработке сечения. Однако неравномерная деформация штифтов может быть вызвана различным материалом основного металла и штифтов, трением между ними, схемами деформации в различных слоях по толщине [1, 2].
Существует способ определения напряжённо-деформированного состояния в любом сечении образца с применением средств количественной металлографии: изготовление и травление шлифов, фотографирование структуры [3]. Способ осуществляют следующим образом: из материала, обладающего ярко выраженной волокнистой макроструктурой, волокна которого в недеформированном состоянии представляют собой параллельные прямые, изготавливают образец, семейство волокон которого до нагружения параллельно оси образца, и подвергают деформированию. После испытания образец разрезают по сечению, обычно совпадающему с главной плоскостью деформации, или по другому, интересующему исследователя сечению, и изготавливают макрошлиф, на котором травлением выявляют искаженные деформацией волокна. Положения искаженных волокон второго семейства, которые до деформирования ортогональны оси образца, устанавливают расчетом из условия постоянства объема. При плоском деформировании это условие идентично условию постоянства площади ячейки сетки, в соответствии с которым в процессе деформирования площадь ячейки сетки не изменяется. При осесимметричном деформировании условие постоянства объема сводится к постоянству статического момента ячейки сетки относительно оси симметрии образца. Негатив сфотографированного шлифа с выявленным семейством деформированных продольных волокон накладывают на изображение семейства деформированных поперечных волокон, установленных расчетом, и при совмещении получают изображение деформированной сетки, по которой определяют деформированное состояние, а по нему устанавливают напряженное состояние образца.
Недостатками данного способа являются:
- необходимость в использовании либо создании исходного образца с микроструктурой из исключительно параллельных структурных волокон,
- невозможность определения характера деформаций по толщине в ходе прокатки промышленных заготовок.
Способом наиболее близким к предлагаемому техническому решению является способ определения пластической деформации сплавов, представленный в [4]. Данный способ заключается в нанесение сетки путем травления поверхности исследуемого объекта насыщенной пикриновой кислотой с добавлением 4% поверхностноактивного вещества, типа Синтол. Для образующейся таким способом дендритной структуры, подсчитывают число дендритных ветвей в единице площади, деформируют исследуемый объект, вновь подсчитывают число дендритных ветвей в единице площади, сравнивают указанные величины и строят тарировочные зависимости изменения числа дендритных ветвей в единице площади от деформации исследуемого объекта, по которым в дальнейшем и определяют искомую деформацию по изменению числа дендритных ветвей в единице площади.
Данное техническое решение имеет следующие недостатки:
- низкая точность определения деформации применительно к современному производству непрерывнолитого металла, обусловленная сравнительно невысокой надёжностью подсчёта числа дендритных ветвей, до и после деформации. Например, в современных непрерывнолитых заготовках, охлаждённых ускоренно, дендритная структура состоит из дендритных ветвей первого порядка высокой плотности и мелких дендритных ветвей второго и возможно третьего порядков. В ходе деформации дендритные ветви первого порядка постепенно разворачиваются в направлении деформации, дендритные ветви второго порядка полностью измельчаются под воздействием обжатий. Как правило на шлифах от деформированного металла дисперсные дендритные ветви 2-го и более порядков могут полностью отсутствовать и их подсчёт становится невозможным.
Заявленное техническое решение направлено на повышение точности испытания и расширение использования метода для промышленных раскатов из непрерывнолитых заготовок с микроструктурой высокой дисперсности.
Технический результат: повышение точности и достоверности определения местных деформаций по сечению стальных раскатов и готового проката из непрерывнолитых заготовок с микроструктурой высокой дисперсности.
Технический результат достигается тем, что в способе определения деформации по толщине стальных раскатов, заключающемся в том, что величина относительного изменения расстояний между дендритными осями первого порядка в ходе деформации соответствует фактической относительной местной деформации, расстояния между дендритными осями первого порядка λд по толщине заготовки измеряют до деформации λд0 и после фактической деформации λд1 с фиксацией исследуемых участков толщин заготовки и раската к единице и расчётом местных деформаций в каждом исследуемом участке по толщине по формуле относительного изменения расстояний между дендритными осями: (λд0-λд1)/λд0.
Способ основан на том, что величина относительного изменения расстояний между дендритными осями первого порядка в ходе деформации соответствует фактической относительной местной деформации. Способ осуществляется следующим образом. Из полного сечения исходной стальной непрерывнолитой заготовки и деформированного раската либо готового проката подготавливают металлографические шлифы. Для выполнения этого испытания специальный дополнительный отбор проб не требуется. Шлифы возможно изготовить из темплетов отбираемых в штатном режиме для технологического и аттестационного контроля. На шлифах выявляют дендритную структуру химическим травлением. После травления «чистые» дендритные остовы выглядят светлыми, междендритные промежутки, обогащённые химическими элементами, выглядят тёмными при просмотре шлифов в оптический микроскоп. С применением увеличения до х25 измеряют расстояния между осями дендритов первого порядка. Толщины заготовки до и после деформации приводят к 1 для расчёта местных деформации в одних и тех же участках по толщине. Для каждого исследуемого участка толщины рассчитывают средние значения расстояний между дендритными осями первого порядка до деформации λд0 и после деформации λд1. Выполняют расчёт местной деформации в каждом исследуемом участке по толщине (λд0-λд1)/λд0.
Реализация предлагаемого способа позволит по сравнению с известными техническими решениями, повысить точность и достоверность определения местных деформаций по сечению стальных заготовок, раскатов и готового проката. Предлагаемый способ может использоваться при изучении процессов пластической деформации в горячем состоянии промышленных заготовок, поскольку изменения в дендритной структуре происходят только под механическим воздействием. Также предлагаемый способ является осуществимым в цикле непрерывных процессов разливки без этапа охлаждения и прокатки, в котором невозможно заранее нанести координатных сеток либо засверлить штифты.
Пример реализации способа описан в работе [5].
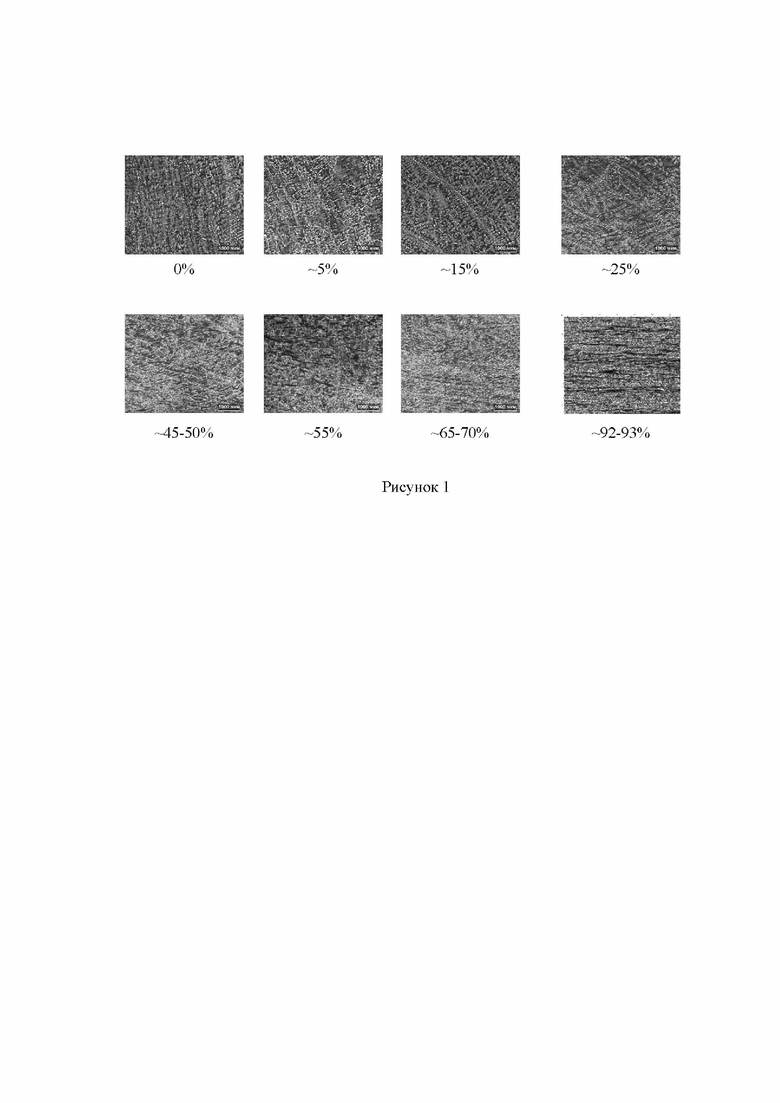
В исследовании использовали сталь с содержанием углерода 0,2-0,3%. Пробы отбирали от непрерывнолитых слябов сразу после разливки. В ходе прокатки заготовок раскаты останавливали и отбирали пробы от переходных сечений сляб-раскат. По всей площади сечения исходного сляба и переходных сечений изготовили металлографические шлифы таким образом, чтобы исследовать всё сечение в продольном направлении между противоположными широкими гранями. Дендритную структуру выявляли травлением в горячем водном насыщенном растворе пикриновой кислоты с добавлением поверхностно-активных веществ. Измерения расстояний между дендритными ветвями первого порядка выполняли методами количественной металлографии, шаг измерений по толщине составлял 1мм. Количество измерений в каждом участке должно быть не менее 20. На рисунке 1 показаны постепенные изменения в дендритной структуре, происходящие в ходе деформации слябов.
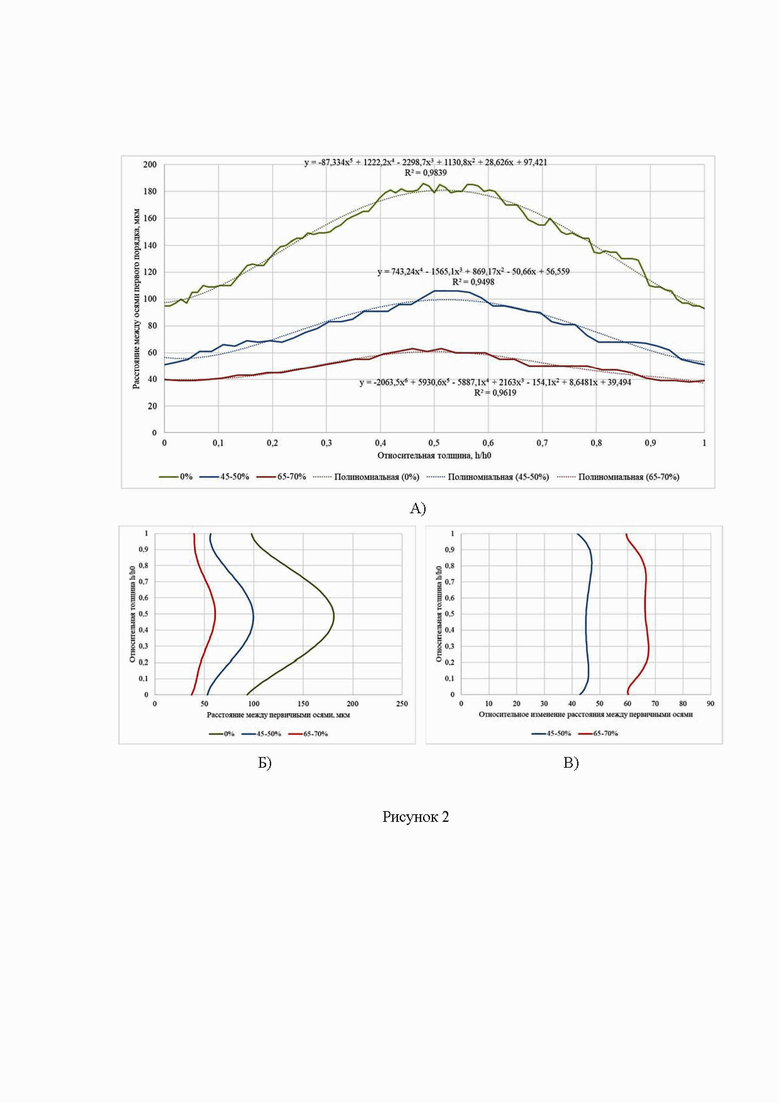
Построены кривые результатов измерений фактических размеров расстояний между дендритными осями первого порядка с шагом 1мм по толщине сляба и раската из него, выведены полиномиальные уравнения (рисунок 2А). Величина достоверности уравнений довольно высокая, более 0,9. Для оценки степени достоверности результатов измерений дендритной структуры определили доверительный коэффициент, который равен отношению результата измерения ДС к его ошибке. Минимальное значение доверительного коэффициента для массива данных в слябе составило 11,62, для раската с общей степенью деформации 45-50% - 9,53, 65-70% - 6,99. При числе измерений равным 20 и уровне надёжности 95%, значение критерия определяли по таблице Стьюдента. Полученные доверительные коэффициенты значительно выше табличного критерия - 2,9, что позволяет считать измерения ДС достоверными. Уравнения позволили аппроксимировать измерения дендритной структуры (рисунок 2Б) и рассчитывать относительные изменения параметров структуры в любой точке толщины раскатов (рисунок 2В). Для привязки положения до и после деформации толщина сляба и переходные толщины раскатов приведены к единице. На рисунке 2(Б), (В) полная толщина в исследуемом сечении обозначена как h0, текущая толщина от «большого» радиуса - h, значение 0 и 1 соответствует противоположным поверхностям. Графическим представлением относительных изменений в расстояниях между дендритными осями первого порядка получена картина распределения фактической деформации по толщине в ходе прокатки. Установлено, что для сляба толщиной 90 мм изменение расстояния между дендритными осями начинаются при степени деформации больше 10%. Почти двухкратное уменьшение междендитного расстояния достигается уже при 45% деформации. Оценку точности метода проверяли имитацией горячей прокатки с заданной деформацией на дилатометрических образцах. Значения деформаций совпали с относительными изменениями расстояний между дендритными осями первого порядка.
Предлагаемый способ оценки характера деформации с применением количественной металлографии позволяет оценить местные деформации в любой точке сечения горячекатаных раскатов. Может быть использован в производстве в процессах термодеформационной обработки для разработки режимов обжатий с целью равномерного измельчения исходных зёрен и получения однородной по всему сечению микроструктуры для обеспечения высокого уровня механических свойств в готовом прокате.
Источники информации:
1. Мунтин, А.В. Разработка технологии прокатки толстого листа с заданными свойствами из трубных марок стали на стане 5000: специальность 05.02.09 «Технологии и машины обработки давлением»: автореферат диссертации на соискание учёной степени кандидата технических наук / Мунтин Александр Вадимович; Московский государственный технический университет им. Н.Э.Баумана. - Москва, 2014. - 19 с. - Место защиты: Московский государственный технический университет им. Н.Э.Баумана. - Библиогр.: с.18-19.
2. Through-Thickness Microstructure and Strain Distribution in Steel Sheets Rolled in a Large-Diameter Rolling Process / Tadanobu Inoue, Hai Qiu and Rintaro Ueji // Metals 2020. - № 91. - pp.1-11. - URL: www.mdpi.com/journal/metals (дата публикации: октябрь 2020)
3. Патент RU 2451266, МКП кл. G01B 11/16 (2006.01). Способ определения напряжённо-деформационного состояния в любом сечении образца. Заявка: 2009142348/28, 17.11.2009. Дата публикации заявки: 27.05.2011 Бюл.№15
4. Патент SU 781538, МПК G01B 5/30 (2006.01). Способ определения пластической деформации сплавов. Заявка 2698937, 1978. 12.14. Дата публикации 23.11.1980
5. Ворожева Е.Л. Оценка характера деформации тонких слябов методом количественной металлографии. / Ворожева Е.Л., Кудашов Д.В., Хлыбов А.А., Сметанин К.С., Подтёлков В.В. // МиТОМ. - 2023. - №4. - С.34-40.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2008 |
|
RU2397041C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2165320C2 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| Способ производства штрипсового проката толщиной 10-40 мм для изготовления прямошовных труб большого диаметра, эксплуатируемых в условиях экстремально низких температур | 2021 |
|
RU2760014C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОЛСТЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ АТОМНОГО И ЭНЕРГЕТИЧЕСКОГО МАШИНОСТРОЕНИЯ | 2015 |
|
RU2606357C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ ИЛИ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ (ВАРИАНТЫ) | 2003 |
|
RU2235138C1 |
| Способ горячей прокатки толстых листов,например,из непрерывнолитых слябов и устройство для его осуществления | 1976 |
|
SU621307A3 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ БОЛЬШОГО ДИАМЕТРА С ДВУМЯ ПЛАСТИЧЕСКИ ДЕФОРМИРОВАННЫМИ СВАРНЫМИ ШВАМИ И ФИГУРНАЯ ОПРАВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2460601C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА С ПОВЫШЕННОЙ ДЕФОРМАЦИОННОЙ СПОСОБНОСТЬЮ, ТОЛСТОЛИСТОВОЙ ПРОКАТ | 2017 |
|
RU2654121C1 |
| Способ производства проката | 1981 |
|
SU959854A1 |
Изобретение относится к способам измерения деформации стального проката, основанным на методах количественной металлографии, и может быть использовано для определения и оценки местных деформаций по толщине горячедеформированных стальных раскатов в металлургической промышленности. Сущность: из полного сечения исходной стальной непрерывнолитой заготовки и деформированного раската подготавливают металлографические шлифы. На шлифах выявляют дендритную структуру химическим травлением. Измеряют расстояния между осями дендритов первого порядка. Толщины заготовки до и после деформации приводят к единице для расчета местной деформации в одних и тех же участках по толщине. Для каждого исследуемого участка толщины рассчитывают средние значения расстояний между дендритными осями первого порядка до деформации и после деформации. Выполняют расчет относительного изменения расстояний между дендритными осями первого порядка, которое является величиной местной деформации в каждом исследуемом участке по толщине. Технический результат: повышение точности и достоверности определения местных деформаций по сечению стальных раскатов и готового проката из непрерывнолитых заготовок с микроструктурой высокой дисперсности. 2 ил.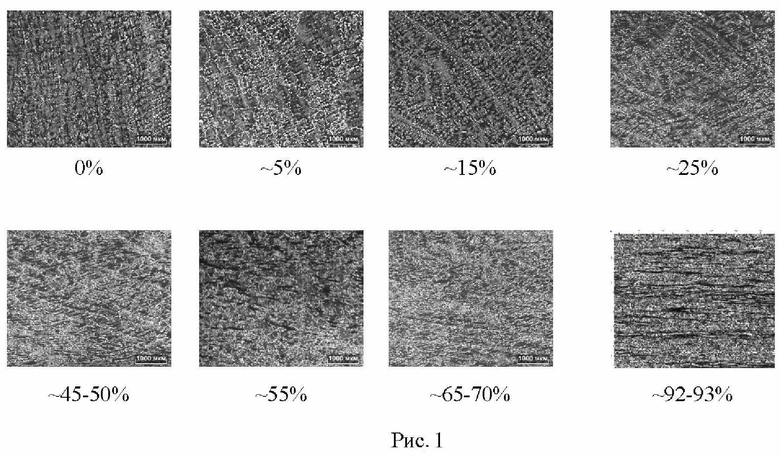
Способ определения деформации по толщине стальных раскатов, заключающийся в том, что из полного сечения исходной стальной непрерывнолитой заготовки и деформированного раската подготавливают металлографические шлифы, измеряют расстояния между дендритными осями первого порядка  по толщине заготовки до деформации
по толщине заготовки до деформации  и после фактической деформации
и после фактической деформации  с фиксацией исследуемых участков толщин заготовки и раската к единице, для каждого исследуемого участка толщины рассчитывают средние значения расстояний между дендритными осями первого порядка до деформации
с фиксацией исследуемых участков толщин заготовки и раската к единице, для каждого исследуемого участка толщины рассчитывают средние значения расстояний между дендритными осями первого порядка до деформации  и после деформации
и после деформации  , при этом величина относительного изменения расстояний между дендритными осями первого порядка в ходе деформации соответствует фактической относительной местной деформации, выполняют расчёт местной деформации в каждом исследуемом участке по толщине по формуле относительного изменения расстояний между дендритными осями: (-)/.
, при этом величина относительного изменения расстояний между дендритными осями первого порядка в ходе деформации соответствует фактической относительной местной деформации, выполняют расчёт местной деформации в каждом исследуемом участке по толщине по формуле относительного изменения расстояний между дендритными осями: (-)/.
| DE 102013206136 A1, 17.10.2013 | |||
| CN 104930979 A, 23.09.2015 | |||
| Способ определения пластической деформации сплавов | 1978 |
|
SU781538A1 |
| US 8942462 B2, 27.01.2015 | |||
| US 9576352 B2, 21.02.2017. | |||

