11258528
Изобретение относится к обработке металлов давлением и может быть использовано при исследовании процесса винтовой прокатка, а также при разработке технологии производства бесшовных труб из новых марок стали.
Цель изобретения - повышение точности исследования деформации металла
проийходит спекание порошка и плотн заполнение им паза, а в процессе де форма1щи образца в косовалковом ста не плотность порошкового металла во растает и становится равной плотнос основного металла.
При деформации образца полоса по рошкового металла четко ограничивается относительно основного металла
На фиг. t показан предложенный После деформации образец охлаждают
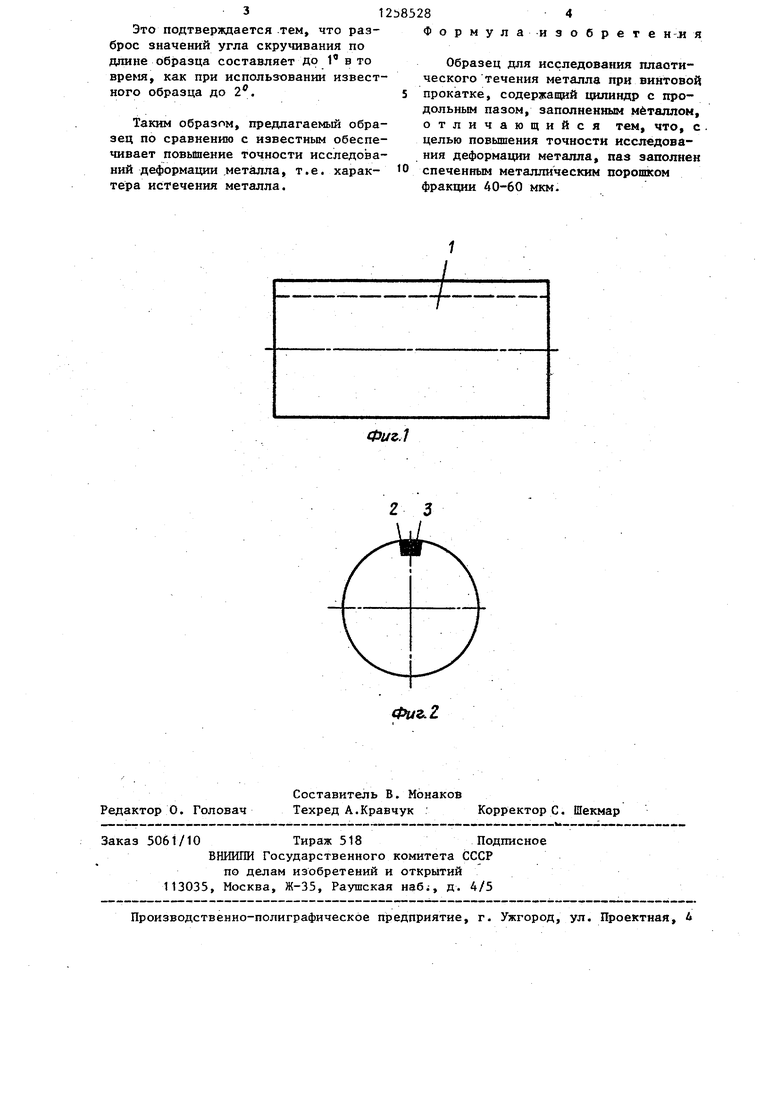
разец, общий вид; на фиг. 2 - то же, вид сбоку.
Образец для исследования пластического течения металла при винтовой прокатке содержит металлический цилиндр 1 с продольным пазом 2, за- подненньм спеченным металлическим порошком 3 фракции 40-60 мкм.
Перед исследованием в паз 2 цидо комнатной температуры и замеряют угол скручивания, определяющий харак тер пластического течения металла.
Для сравнения предлагаемый и из- 15 вестный образцы испытьшают на опытно промышленном стане 60.
При определении угла скручивания при сравнительных испытаниях известного и предлагаемого образцов замеря
линдра 1 засыпают порошок 3 и образец, 20 ют угол между осевой линией образца
и линией деформированного паза при помощи линейки и угломера.
Параметры испытуемых образцов и результаты исследований (угол скручивания) приведены в таблице.
устанавливают в нагревательное устройство, например электрическую печь, так, что паз находится сверху, и наг- ревают до температуры деформации основного металла. В процессе нагрева
25
Наплавленный Металл-порошок 10Х23Н18(3 t5X25Т фракция слоя) АО, 50 и 60 мкм
1220
1220
По длине об- - По длине образца разца разброс разброс значений значений до до 1,0
2.0
Как видно из таблицы, предлагаемый образец повьш1ает точность иссле проийходит спекание порошка и плотное заполнение им паза, а в процессе де- форма1щи образца в косовалковом стане плотность порошкового металла возрастает и становится равной плотности основного металла.
При деформации образца полоса порошкового металла четко ограничивается относительно основного металла.
до комнатной температуры и замеряют угол скручивания, определяющий характер пластического течения металла.
Для сравнения предлагаемый и из- вестный образцы испытьшают на опытно- промышленном стане 60.
При определении угла скручивания при сравнительных испытаниях известного и предлагаемого образцов замеря1220
дований при деформации характера течения металла.
31
Это подтверждается тем, что разброс значений угла скручивания по длине образца составляет до 1 в то времяу как при использовании известного образца до 2.
Таким образом, предлагаемый образец по сравнению с известным обеспечивает повьвпение точности исследований деформации .металла, т.е. характера истечения металла.
85284
Формулаизобретен-.ия
Образец для исследования плаоти- ческого течения металла при винтовой 5 прокатке, содерзкащий цилиндр с продольным пазом, заполненным металлом, отличающийся тем, что, с целью повышения точности исследования деформации металла, паз заполнен 10 спеченным металлическим порошком фракции 40-60 мкм.
Фиг
г 3
Редактор О. Головач
Составитель В. Монаков
Техред А.Кравчук Корректоре. Шекмар
Заказ 5061/10 Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб;, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.1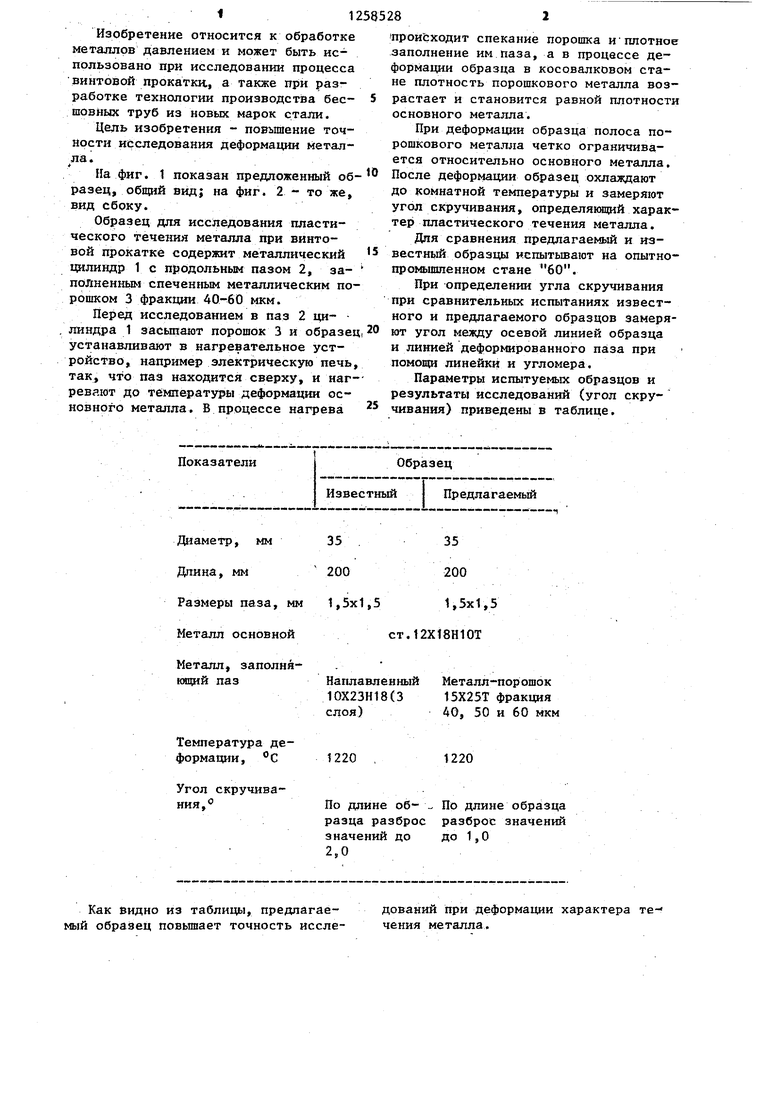
| название | год | авторы | номер документа |
|---|---|---|---|
| Образец для исследования пластического течения металла при винтовой прокатке | 1983 |
|
SU1115820A1 |
| Способ изготовления труб из спеченных тугоплавких сплавов | 1981 |
|
SU1014660A1 |
| Способ определения прошиваемости металла | 1977 |
|
SU627875A1 |
| Способ обработки прутков из дисперсионно-твердеющих сплавов | 1982 |
|
SU1177382A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ПРОШИВКИ В КОСОВАЛКОВОМ СТАНЕ | 1991 |
|
RU2029641C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХЛАДОСТОЙКИХ И КОРРОЗИОННО-СТОЙКИХ ТРУБ РАЗМЕРОМ 377×9-16 И 426×9-18 мм НА ТПУ 8-16 C ПИЛИГРИМОВЫМИ СТАНАМИ С ПОВЫШЕННЫМИ ТРЕБОВАНИЯМИ ПО КРИВИЗНЕ | 2013 |
|
RU2542150C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОСТЕННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ СТАЛЕЙ АУСТЕНИТНОГО КЛАССА | 2007 |
|
RU2386497C2 |
| Способ винтовой прошивки | 1980 |
|
SU1031541A1 |
| КОМПОЗИТНАЯ ЗАГОТОВКА, ИМЕЮЩАЯ УПРАВЛЯЕМУЮ ДОЛЮ ПОРИСТОСТИ В, ПО МЕНЬШЕЙ МЕРЕ, ОДНОМ СЛОЕ, И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2009 |
|
RU2468890C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано при исследовании процесса винтовой прокатки, а также при разработке технологии производства бесшовных труб из новых марок сталей. Целью изобретения является повышение точности исследования деформации металла. Образец для исследования пластического течения металла при винтовой прокатке содержит металлический цилиндр с продольным пазом, заполненным спеченным металлическим порошком фракции 40-60 мкм. 2 ил, 1 табл. i (Л С
| Потапов И.Н., Полухин П.И | |||
| Новая технология винтовой прокатки | |||
| - М.: Металлургия, 1975, с | |||
| Синхронизирующее устройство для аппарата, служащего для передачи изображений на расстояние | 1920 |
|
SU225A1 |
| Образец для исследования пластического течения металла при винтовой прокатке | 1983 |
|
SU1115820A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
