2.Дорн по п. 1, отличающийся тем, что направляющий элемент вьтолнен в виде дополнительного стакана, установленного вверх дном концентрично основному стакану
3,Дорн по ПП.1 и 2, отличающийся тем, что, с целью расигирения технологических возможностей, направляющий элемент смонтирован с возможностью перемещения вдоль вертикальной оси дорна.
15847
А. Дорн по пп. 1-3, отличающийся тем, что сумма сечений отверстий для выхода охладителя на слиток меньше площади сечения кольцевого отверстия, образованного дном направляющего элемента и внутренним торцом стакана.
5. Дорн по пп. 1-4, отличающийся тем, что отверстия в донной части дорна расположены под углом 15-45 к вертикальной оси дорна.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОРН ДЛЯ ЛИТЬЯ ПОЛЫХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2008 |
|
RU2376102C1 |
| ДОРН ДЛЯ ЛИТЬЯ ПОЛЫХ СЛИТКОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 2008 |
|
RU2376103C1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ ЦИЛИНДРИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2788042C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1999 |
|
RU2152287C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ДЛИННОМЕРНЫХ ТРУБ РАЗМЕРОМ 465×75 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРКИ 10Х9МФБ-Ш | 2012 |
|
RU2527587C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ КОТЕЛЬНЫХ ТОЛСТОСТЕННЫХ ТРУБ РАЗМЕРОМ 465×75 мм НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ТЕПЛОВЫХ УГОЛЬНЫХ БЛОКОВ С СУПЕРСВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА | 2006 |
|
RU2386502C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ КОЛЬЦЕВЫХ ПОЛУФАБРИКАТОВ ИЗ ДЕФОРМИРУЕМЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2487776C1 |
| Дорн для непрерывной отливки полых заготовок | 1976 |
|
SU573925A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ОТЛИВКИ СЛИТКОВ ПРИ ВЕРТИКАЛЬНОЙ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2105633C1 |
| Кристаллизатор для литья слитков из медных сплавов | 1982 |
|
SU1071352A1 |
1. ДОРН ДЛЯ ОТЛИВКИ ПОЛЫХ СЖТКОВ ИЗ ДЕФОРМИРУЕМЫХ АЛКМ1НИЕВЫХ СПЛАВОВ, содержащий стакан, наружмая поверхность которого выполнена с переменной конусностью и который имеет по периметру в донной части отверстия для выхода охладителя на слиток, и крышку с трубой для подвода охладителя, отличающийс я тем, что, с целью повьшения выхода годного при отливке крупногабаритных слитков, он снабжен направляющим элементом.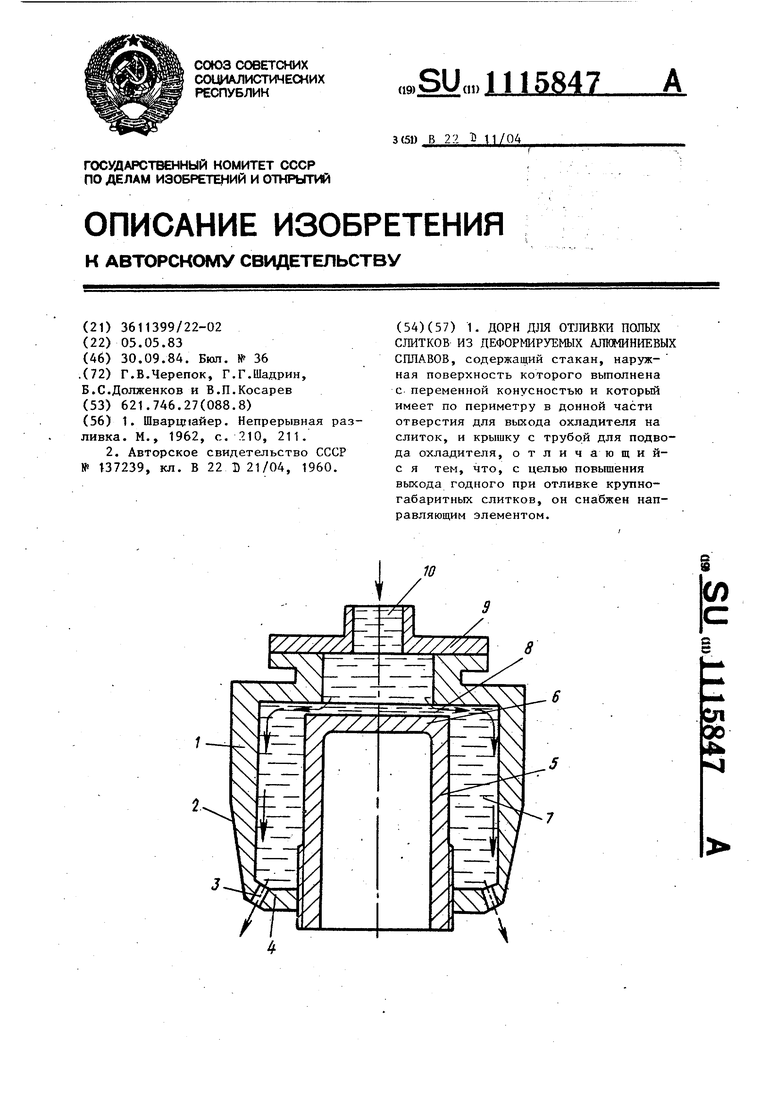
Изобретение относится,к металлур гии, а именно к полунепрерывному лить однослойных полых слитков, преимущественно из алюминиевых сплавов. При отливке полых слитков деформируемых сплавов применяют охлаждае мые водой дорны с конусной наружной ,поверхностью. Они выполняются в вид стакана с отверстиями по периметру гильзы последнего в непосредственной близости от дна и имеют крьшку с трубой для подвода охлаждающей воды, которая подается внутрь стака на дорна и через систему отверстий в гильзе поступает на внутреннюю по верхность слитка, способствуя охлаждению и кристаллизации последнего СП. Наличие конусности по всей высот стакана дорнаприводит к образовайнию больших ликвационных наплывов вследствие заполнения маточным расп вом зазора между слитком и дорном, что требует дополнительной механической обработки внутренней поверхности слитка. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является дорн для отливки полых слитков, содержащий стакан, наружная поверхность которо го выполнена с переменной конусностью, с отверстиями по периметру в донной части и крьпику с трубой для подвода охладителя. Цилиндрическая часть поверхности стакана занимает 2/3 высоты и обеспечивает формирова ние внутренней поверхности слитка в процессе усадки С21. Однако при использовании данного дорна фронт кристаллизации очень крутой, вследствие чего имеет место усадочная пористость и большие термические напряжения, приводящие к повьшенному браку по радиальным трещинам. Кроме этого, известные конструкции обладают неравномерным охлаждением гильзы дорна как по высоте, так и по периметру вследствие наличия застойных зон для охлаждения воды внутри дорна, особенно в верхней его части. Неравномерное и недостаточно интенсивное охлаждение гильзы, а следовательно, и слитка, особенно неблагоприятно сказывается при отливке крупногабаритных слитков, а также слитков из высокопрочных алюминиевых сплавов. . Целью изобретения является повышение выхода годного при отливке крупногабаритных слитков и расширение технологических возможностей устройства. Поставленная цель достигается тем, что дорн для отливки полых слитков из деформируемых алюминиевых сплавов, содержащий стакан, наружная поверхность которого вьтолнена с переменной конусностью, с отверстиями по периметру в донной части и крьщ1ку с трубой для подвода охладителя, снабжен направляющим элементом. Направляющий элемент вьтолнен в виде дополнительного стакана, установленного вверх дном концентрично основному стакану. Направляющий элемент смонтирован С возможностью перемещйння вдоль вертикальной оси дорна. Сумма сечений отверстий для выхода охладителя на слиток меньше площади сечения кольцевого отверстия, образованного дном направляющего эле мента и внутренним торцом стакана. Отверстия в донной части дорна ра положены под углом 15-45 к вертикальной оси дорна. На чертеже изображен дорн, разрез (стрелками показано движение охладителя внутри стержня). Дорн состоит из цилиндрического стакана.1, наружная поверхность 2 которого выполнена с переменной конусностью. По периметру гильзы стака на 1 выполнены отверстия 3 в непосредственной близости от дна 4, которые служат для подачи охлаждающей ЖИДКОСТИ (воды) на внутреннюю поверх ность слитка (условно не показан). Во внутрь стакана 1 через отверстие в дне 4 стакана введены направляющий элемент, выполненный в виде полого цилиндра 5 с дном 6. Он установлен вверх дном и образует внутри,дорна полость 7 для пристенного движения охлаждающей воды (показано стрелками) вдоль гильзы стакана 1. Элемент 5 имеет возможность вертикального перемещения относительно стакана 1, например посредством резьбового соединения, что позволяет регулировать величину кольцевого зазора 8 для подачи воды в полость 7. Резьбовое соединение взято как один из возможных вариантов подвижного соединения Сверху стакан 1 закрыт крьщ1кой 9, которая снабжена трубой 10 для подачи охладителя. Дорн.работает следующим образом. Дорн вводят внутрь кристаллизатора и в зазор между ними подают жидкий металл. Внутренняя поверхность полого слитка формируется по наружной поверхности стакана. Охладитель подается внутрь стакан 1, где благодаря наличию направляющего элемента 5 создается направлен ное пристенное движение его, что повьпиает равномерность и интенсивность охлаждения стакана, так как охладитель подается к его верхней части, ликвидируя застойные зоны. Выполнение направляющего элемента подвижным позволяет подбирать оптимальную скорость пристеннного движения охладителя, а следовательно, и требуемую интенсивность охлаждения стакана по высоте.При этом по сравнению с известными конструкциями пояс непосредственного охлаждения слитка водой поднимается при равных высотах гильз, что благоприятно сказывается как на качестве поверхности слитка, так и на уменьщении склонностик трещинробразованию слитков. Подъем пояса непосредственного охлаждения внутренней поверхности слитка способствует уменьшению глубины лунки, а следовательно, приводитк выравниванию фронта кристаллизации и уменьшению усадочных напряжений за счет обеспечения более равномерного градиента температур по толщине слитка. Охладитель через отверстия 3 поступает для непосредственного охлаждения внутренней поверхности полого слитка, при этом сечение кольцевого канала для поступления охлаждающей веды в любом случае должно быть больше суммарного сечения отверстий для подачи воды непосредственно на слиток. Это обеспечивает пода-су охладителя на слиток с давлением, равным давлению подаваемого Б стержень охладителя . Угол наклона отверстий выбирают из условий создания оптимального теплоотвода поверхности слитка. По опытным данным угол наклона отверстий к оси слитка должен быть в пределах 15-45°. Значения угла расположения отверстий к оси дорна, близкие к нижней границе интервала ( 1-5°) , целесообразно принимать при отливке высоколегированных сплавов. Снижение значения угла ниже этой границы резко снижает скорость кристаллизации и в результате возможны проливы металла и увеличения ликвационного слоя Значения угла расположения отверстий к.оси дорна, близкие к верхней границе интервала (45°), целесообразно принимать при отливке низколегированных сплавов. Повьпиение значений угла вьше этой границы приводит к нежелательному повышению пояса вторичного охлаждения, а как следствиек возможному росту брака по трещинам. Предложенная конструкция дорна обеспечивает техническую возможность
J1115847 «
получения Kpyntrora6apHTHhK круглых фабрикатов за счет повъпиения выходов
полых слитков из алюминиевых дефор-годного в литейном цехе на 3-5%, комируемых сплавов. Испытание в про-торое обеспечивается уменьшением рамышленных условиях показало, чтодиапьных трещин при литье и припредложенный стержень при использо-j пуска на мехообработку за счет
.вании для непрерывной отливки круг-уменьшения ликвидационных, нагогывов
лых полых слитков позволяет Снизитьна внутренней поверхности слитсебестоимость деформированньк полу-ка.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шварцпайер | |||
| Непрерывная разливка | |||
| М., 1962, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Стержень для отливки полых слитков деформируемых алюминиевых сплавов | 1960 |
|
SU137239A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
