Изобретите относится к металлургии. Известен дорн для Г1епрерывной отливки п лых заготовок, содержащий корпус, тонкосте ную гильзу и систему водяного охлаж.цепия, причем на нижней части гильзы установлены подпружиненные элементы. Однако выполнить профилировку, в точности компенсирующую усадку металла, невозможно для машйн, отливающих разлишые марки сталей, у которых усадка и коэффици енты линейного расширения могут существенно отличаться Друг от друга. Изменение скорости вытягивания слитка, его остановки при водит к изменению усилий между слитком и дорном. Подпружиненные элементы не уравновешивают усилий ферростатического да ления по всей внутренней поверхности, а лишь в отдельных сечениях. Усилия их сжатия существенно зависят от усадки слитка. Это. приводит к повышенным силам трения, 8результате, в корке слитка имеют место значительные растягивающие напряжения, способствующие появлению трещин и снижению качества слитков. Из-за больших сил трения происходит быстрый износ Дорна. Все это не дает возможности применять дорны такой длины, которая .обеспечивала бы достаточную прочность корки слитка. Короткие дорны . без вторичного охлаждения под ними приводят к нагреву внутренней поверхности слитка, особенно для толстостенных труб, и к прорывам. Вьшолнение зкранного вторичного .охлаждения очень усложняет конструкцию, а форсуночного (струйного), кроме того, соз дает опасность взрьшов при прорывах жидкого, металла. Цель изобретения - повышение качества заготовок и надежности работы. Д1ля этого дорн снабжен полыми штоком и поршнем, причем шток установлен внутри гильзы с кольцевым зазором, заполненным сьтучим материалом, например, дробью. На чертеже представлен предлагаемый дорн и его расположение в кристаллизаторе. В кристаллизаторе 1 формируется наружная корка слитка 2. На траверсе 3 с помощ винта 4 и гайки 5 укреплен дорн, состоящий из верхнего жесткого корпуса 6 с пазами 7 для подачи охладителя и нижней гильзы 8 со штоком 9. Кольцевой зазор между гильзо и иггоком заполнен сьшучим материалом 10, например металлической дробью. Полый шток 9взаимосвязан с поршнем 11, на который оперт сьшучий материал .10. По периметру поршня 11 расположено уплотнение 12 из асбеста. Через полый imoK 9, отверстия в полном горшие 11 и сьшучий материал 10 подается .под давлением газ, например азот, отводамьш 5 -2 через отверстие 13. в верхней части Дорна. Перемещение слитка осуществляется с помощью затравки 14 и механизма ее перемещения. Дорн укреплен на траверсе 3 и его можно регулировать по длине с помощью винта 4 и гайки 5. Корпус 6 дэрна установлен на траверсе 3 неподвижно (хотя его можно перемещать в вертикальном направлении вместе с траверсой). На корпусе 6 начинается формирование внутренней поверхности слитка 2, а затем корка сходит с него и вступает в контакт с участком дорна, выполненным в виде тонкостен1юй гильзы 8 и металлического сыпучего материала 10, в данном примере - металлической дроби. Через полый шток 9 и отверстия в поршне 11 в сыпучий материал 10 подается воздух (или иной газ) под давлением 4 -5 атм, который отводится через отверстие 13. Эта система подвода и отвода газа обеспечивает решение двух задач: отвод тепла от внутренней полости слитка 2 без подачи в нее воды (что улучшает условия безопасности работы машины) и обеспечивает уменьшение напряжений в слитке 2, за счет введения материала 10 в режим кипящего слоя, при котором сыпучая среда уподобляется жидкости (резко падает ее внутреннее трение). Это позволяет создать на внутреннюю поверхность тонкостенной гильзы 8 и-- слитка , 2 равномерное давление, уравновешивающее металлическое давление, и уменьшить силы трения дорна о слиток. Жесткость самой гильзы 8 мала и она не создает значительного давления. Металлостатическое давление от слитка 2 передается на сьшучий материал 10, расположенный в зазоре между гильзой 8 и . цлоком 9. Такой своеобразный сътучш дорн, уравновешивая давление металла на корку слитка, обеспечивает ее прочность и охлаждение и в то же время не препятствует ее усадке. При любой величине усадки дорн из металлической, сыпучей, продуваемой газом среды деформируется без увеличения давления и трения. При сборе дорна сначала устанавливают поршень 11 на штоке 9, вставляя его снизу в деталь и закрепляя гайками 5 над кор.пусом 6. Затем через отверстия 13 засыпают кольцевой зазор сыпучим материалом 10, и дорн готов к эксплуатации. Износ дроби не влияет на работоспособность дорна, а трубу 8 при износе легко заменять. На корпусе 6 формируется только участок слитка малой длины 50-ШО мм, поэтому силы давления и трения невелики (тем более.
3573925 .4
что здесь еще тонкая корка, имеющая- малуюНаполнеш1е полого слитка пссчаным1т и жесткость). Затравка 14 обеспечивает переме-смолистыми материалами приводит к ухудшение слитка 2. Длину Дорна можно вьшол-шению качества поверхности. Выполнение дор пять большой без увеличения сил трения,на из жидкости или газа возможно, но это можно довести ее до 2-3 мм и даже до дли-s привело бы к затруднениям в обеспечении ны, равной длине жидкой фазы, что обеспе-уплотнений, а в предлагаемой конструкции чивает высокую надежность работы машины.уплотнение 12 по периметру поршня 11 легТакая конструкция позволяет вьтолнитьЭту среду можно также вьпюлнить из металдарн легко деформируемым с регулируемымО лок ерамических шариков, порошков, смесей
Давлением на корку слитка, с малым трени-из нескольких металлических и неметаллием о слиток.деских материалов и т.д. ко предотвращает вытекание сыпучей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного горизонтального литья заготовок и устройство для его осуществления | 1987 |
|
SU1521521A1 |
| ДОРН С УПРАВЛЯЕМЫМ ПРОФИЛЕМ РАБОЧЕЙ ПОВЕРХНОСТИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2543627C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1993 |
|
RU2066587C1 |
| ДОРН КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2517094C1 |
| Дорн для машины непрерывного литья полых заготовок | 1986 |
|
SU1362564A1 |
| Устройство для полунепрерывного литья полых заготовок | 1975 |
|
SU570450A1 |
| Способ охлаждения непрерывно-литых и полунепрерывнолитых слитков | 1981 |
|
SU1018782A1 |
| ДОРН С ИЗМЕНЯЮЩЕЙСЯ КОНУСНОСТЬЮ РАБОЧЕЙ ПОВЕРХНОСТИ ДЛЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 2013 |
|
RU2516414C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| Устройство для отливки полунепрерывных полых слитков | 1972 |
|
SU448055A1 |
ДОРН ДЛЯ НЕПРЕРЫВНОЙ ОТЛИВКИ ПОЛЫХ ЗАГОТОВОК, содержащий корпус, тонкостенную гильзу и систему охлаждения, отличающийся тем, что, с целью повышения качества заготовок и надежности работы, он снабжен полыми штоком и -поршнем, причем шток установлен внутри гильзы с кольцевым зазором, заполненным сыпучим материалом, например дробью.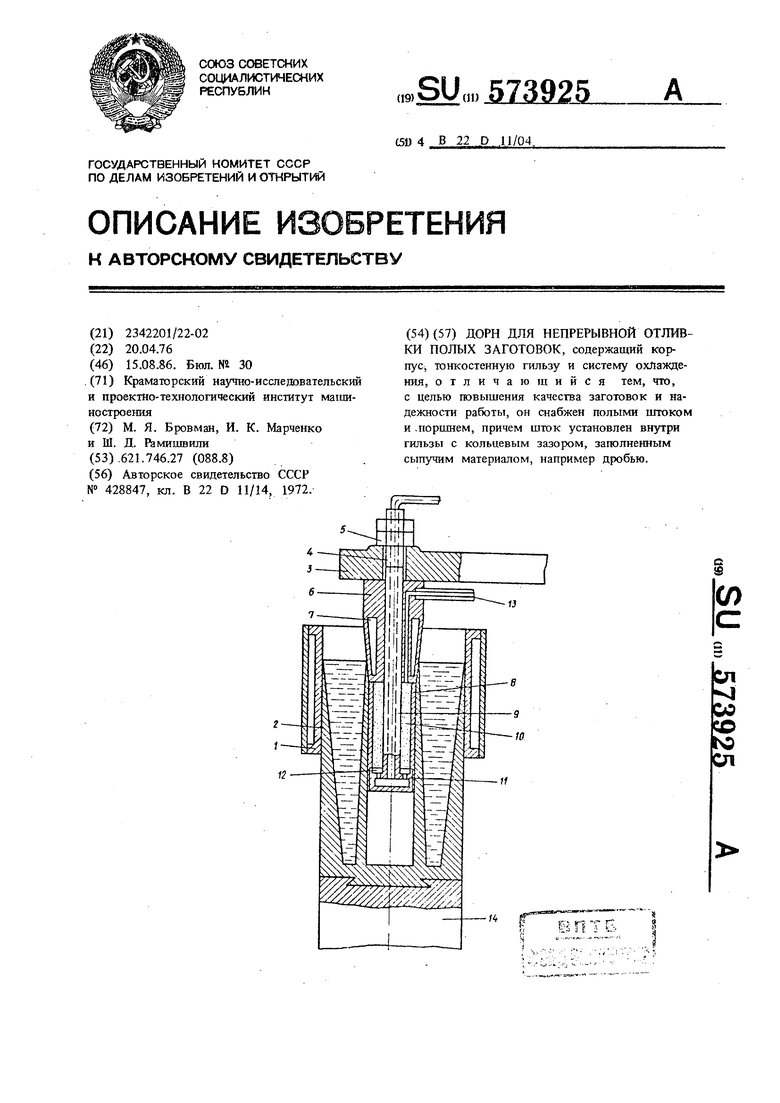
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ОТЛИВКИ ПОЛЫХ СЛИТКОВ | 1972 |
|
SU428847A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
