1542
Изобретение относится к машиностроению и может быть использовано при выполнении операций фасонного шлифования, а также при врезном шпифовании ,. биметаллических поверхностей.
Цель изобретения - повышение стойкости шлифовального круга при шлифовании поверхности различной твердости.
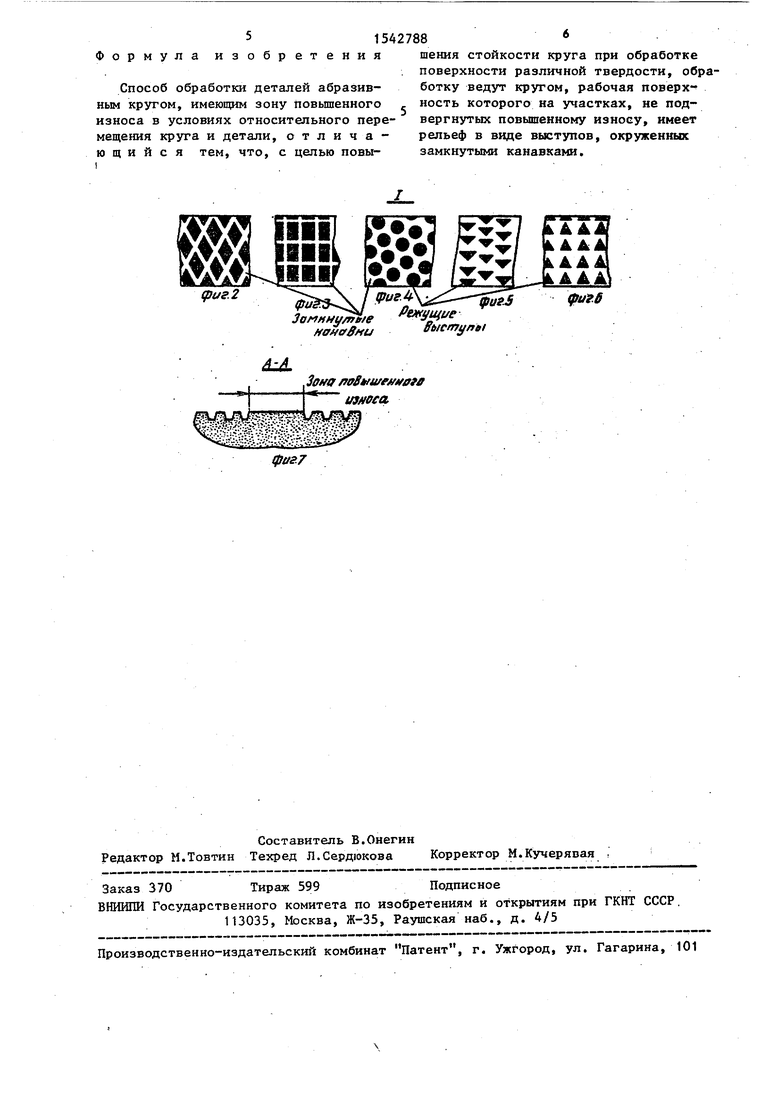
На фиг„ 1 показана схема правки - JQ шлифовального кругаj на фиг. 2-6 показаны варианты рельефа рабочей поверхности шлифовального круга; на
Пример. После определения зон повышенного износа профиля круга при и
фиг. 7 - сечение А-А на фиг, 1.
Предлагаемый способ обработки дега-(5 предварительном шлифовании осуществлялей шлифовальным кругом осуществляет- ют правку круга для создания на его
поверхности заданного макрорельефа на отдельных участках.
Правке подвергался абразивный круг на керамической связке из электрокорунда марки 24А, зернистостью 25, структурой 7, твердостью СМ2, формой ч размерами ПП 400x32x127, в качестве
ся следующим образом.
Прсле предварительного срезного шлифования поверхности различной твердости (оиметиллическая поверхность) определяется положение зон осыпания режущих зерен на рабочей поверхности шлифовального круга 1. Затем, используя специально разработанный алмаз20
правящего инструмента использовался
ный ролик 2 с рифленой рабочей поверх-2з специально разработанный алмазный ро2788 но
,.
Q , погрешность формы детали стабилизируется во время обработки.
Необходимо отметить, что сформировать предлагаемый микрорельеф на рабочей поверхности круга можно не только алмазным роликом или каким-либо другим правящим инструментом, но и безконтактным методом, например, лучом лазера или струей жидкости, а также и целенаправленной бомбардировкой твердыми частицами.
Пример. После определения зон повышенного износа профиля круга при и
правящего инструмента использовался
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2004 |
|
RU2275292C1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2152296C1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРАВКИ С ГИДРОАБРАЗИВНОЙ ОЧИСТКОЙ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2190515C1 |
| СПОСОБ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2001 |
|
RU2205736C1 |
| СПОСОБ ШЛИФОВАНИЯ С ПЕРИОДИЧЕСКОЙ ПРАВКОЙ КРУГА | 2010 |
|
RU2424103C1 |
| Способ правки шлифовального круга | 1989 |
|
SU1673415A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
Изобретение относится к машиностроению, в частности к способам обработки материалов шлифованием, и может быть использовано при шлифовании биметаллических деталей. Целью изобретения является повышение стойкости круга при обработке поверхности различной твердости. Для этого на профиле рабочей поверхности шлифовального круга 1 определяют зону повышенного износа и производят правку шлифовального круга роликом 2 на участках П профиля кроме зон повышенного износа, формируя макрорельеф в виде замкнутых канавок, окружающих выступы. При обработке данным кругом поверхности различной твердости происходит равномерный износ его рабочей поверхности. 7 ил.
ностью, которому сообщают связанное с вращением шлифовального круга 1 равномерное вращение и приводят рабочую поверхность ролика 2 Е соприкосновение с рабочей поверхностью шггифовпь- ного круга 1, на участках П рабочей поверхности шлифовального круа 1 тор мируют рельеф в виде женных замкнутьми канавками.
При шлифовании поверхности раз- личгод твердости величина скчы резания Pz распределяется в зоне резания неравномерно. Ввиду того, чго режу- щге зерна внедряются в поверхность с более низкой твердостью на большую величину, то, как следствие, возрастает нагрузка на эти зерна.
При возрастании указанной нагрузки больше допустимой происходит вырывание (выкрашивание) режущих зерен из связки (осыпание рабочей поверхности шлифовального круга).
Благодаря тому, что на участках рабочей поверхности шлифовального круга, кроме зон осыпания, формируют рельеф з виде выступов, окруженных замкнутыми канавками, то, варьируя формой и размерами формируемых выступов в окружном направлении, можно управлять твердостью шлифовалзэного круга на указанных участках. Это позволя ет добиться равномерного износа рабочей поверхности шлифовального гсруга идя конкретной операции,, Спедователь0
5
0
лик с рифленой рабочей поверхностью. При этом рифления на рабочей поверхности ролика выполнены так, что обеспечивают рельеф рабочей поверхности шлифовального круга в виде режущих выступов, окруженных замкнутыми канавками, кооме зоны повышенного износа.
Ролику сообщают связанное с вращением шлифовального круга равномерное вращение, приводят в соприкосновение его рабочую поверхность с рабочей поверхностью шлифовального круга и формируют на участках рабочей поверхности рельеф в виде режущих выступов размером 0,7-1 мм в окружном направлении окруженных замкнутыми канавками.
При этом окружная скорость абразивного инструмента равнялась 5 м/с, а правящий ролик внедряли в рабочую f поверхность шлифовального круга на глубину 0,5 мм.
После правки круга предложенным способом на станке ЗА130 производили врезное фасонное шлифование выпускных клапанов с биметаллической шлифуемой) поверхностью.
Режимы врезного фасонного шлифования следующие: скорость круга VK 40 м/с, врезная подача S 0,96 мм/мин, частота вращения детали п 320 об/мин.
В качестве смазочно-охлаждающей жидкости использовался 1,5%-ный раствор масла Тасол в воде.
0
5
515427886
Формула изобретенияшения стойкости круга при обработке
поверхности различной твердости, обра- Способ обработки деталей абразив-ботку ведут кругом, рабочая поверх- ным кругом, имеющим зону повышенного . ность которого на участках, не под- износа в условиях относительного пере- вергнутых повышенному износу, имеет мещения круга и детали, о т л и ч а - рельеф в виде выступов, окруженных ю щ и и с я тем, что, с целью повы- замкнутыми канавками.
(риг. 2
фи.1 .ДО5
Лидшиг #он08ниВыступа
&L
Зонд rrff$ tu/e#f/fftff износа.
фиг б
| Способ правки шлифовальных кругов | 1983 |
|
SU1076270A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
