СД 00
со
4
Изобретение относится к механизированному инструменту с автоматической подачей крепежных изделий и может быть использовано для автоматизации технологических процессов в сборочных цехах.
Известен винтоверт с автоматической нодачей винтов, содержащий корнус, размещенные в нем с .возможностью возвратноносгунательного перемещения рабочий инструмент, приемную головку, расположенные в ней и в корпусе каналы - вертикальный для рабочего инструмента, а наклонный для нодачи винтов, наконечник, установленные на нем подпружиненные шарнирные рычаги 1.
Недостатками известного виптоверта являются сложность конструкции, отсутствие механизма, гарантирующего подачу следующего винта только в том случае, когда предыдущий винт ввинчен в сопрягаемую деталь.
Наиболее близким по технической сущности к изобретению является винтоверт с автоматической подачей крепежных изделий, содержащий корпус с управляющим каналом, привод, установленные в корпусе с возможностью возвратно-поступательного перемещения головку для приема винтов, имеюп;ую симметричные пазы на наружной новерхности и несущую шарнирные рычаги, рабочий инструмент, связанный с приводом, и управляющий механизм |2.
Недостатком этого устройства является то, что управляющее устройство обеспечивает подачу винтов при заданщ 1х ус/ювиях только при завинчивании деталей определенных размеров и не позволяет настраиваться на работу от электрическиIo сигнала. Кроме того, в данном винтоверте отсутствует механизм, обеспечивающий удержание впита в положении, при которо.м часть его резьбового конца выступала бы из головки, что затрудняет процесс попатапия винта в отверстие сопрягаемой дет;|, и снижает надежность удержания и 11е1ггрирОБания винтов.
Цель изобретения - повьпиение надежности удержа1П1я и центрирования винтов.
Поставленная цель достигается тем, что в винтоверте с автоматической подачей крепежных изделий, содержащем корпус с управляющим каналом, привод, установленные в корпусе с возможностью возвратнопоступательного перемещения головку для приема винтов, имеющую симметричные назы на наружной поверхности и несущую шарнирные рычаги, рабочий инстру.мент, связанный с приводом, и управляющий механизм, головка снабжена дополнительными щарнирпыми рычага.ми, а управляюн ий механизм выполнен в виде подвижно установленной в пазах щпонки, на одном из торцов последней выполнен уступ со скосом.
взаимодействующим с управляющим каналом.
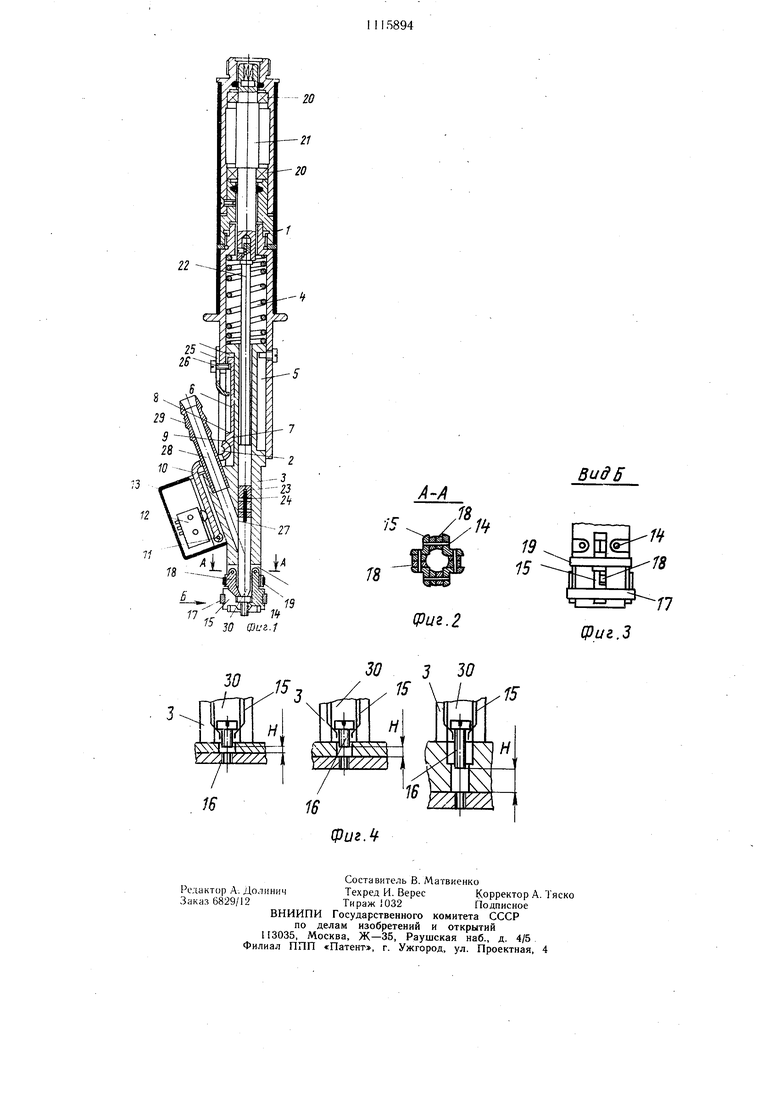
На фиг. 1 изображен виптоверт, разрез; на фиг. 2 - сечение А- А па фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - нижняя часть головки для приема винтов во взаимодействии с сопрягаемыми деталя.ми различных раз.меров.
Винтоверт с автоматической подачей крепежных изделий содержит разъемный корпус 1, с управляющим каналом 2.
В корпусе 1 установлена с возможностью возвратно-поступательного перемещения головка 3 для приема крепежных изделий. Головка 3 подпружинена по оси пружиной 4. На наружной поверхности головки 3 имеются си.мметричные |азы 5, в которых установлен унравляющий механизм, выполненный в виде щпонки 6, на одном из торцов 7 которой выпо.тнен уступ 8 со скосом 9, взаимодействующий с каналом 2 посредством рычага 10, щарнирно установленного по оси 11 электрического микропереключате/тя 12 в защитном кожухе 13, жестко установленного на головке 3.
В головке 3 на осях 14 щарнирно установлены рычаги 15 (приемные), предназначенные для удержания и центрирования виптов 16.
Пружинное кольцо 17 осуществляет поджатие рычагов 15 к головке 3. Головка 3 снабжена дополнительными рычагами 18 (упорными), установленные на осях 14.
Г1ружинное кольцо 19 осущестатяет поджатие рычагов 18 к рычагам 15. Рычаги 18 обеспечивают выступ резьбового стержня винта 16 из головки 3.
В корпусе 1 на подшипниках 20 установлен шпиндель 21. В щнинделе 21 жестко закреплен рабочий инструмент 22, в пазу 23 которого .закреплено лезвие 24.
Положение шпонки 6 в пазах 5 регулируется посредство.м рычага 25 и винтовой парой 26. Подача винтов 16 к лезвию 24 рабочего инструмента 22 осуществляется через канал 27. Соосно с каналом 27 закреплен ниппель 28, конец 29 которого coe.iiiнен с трубкой для транспортирования r--;ni тов (не показана).
Работа винтоверта осуществляется следующим образом..
Из механизма поштучной выдачи (не показан) винт 16 сжатым воздухом по транспортной трубке (не показана) и каналу 27 подается в головку 3. В конечной стадии полета винт 16 раздвигает упорные рычаги
18,предолевая усилие пружинного кольца
19.После того, как винт 16 лег на приемные рычаги 15, рычаги 18 закрываются, при этом выступы рычагов 18 перекрывают канал 30, предотвращая перемещение BHFiTa 16 вверх.
Затем вводят выступающую часть винта 16 в отверстие соединяемых деталей, приложив осевое усилие к корпусу 1, и, преодолевая сопротивление пружины 4, вводят в соприкосновение вращающийся рабочий инструмент 22 с винтом 16. Лезвие 24 рабочего инструмента 22 попадает в щлиц винта 16, обеспечивая ввинчивание его в деталь.
Пройдя расстояние, равное сумме хода рабочего инструмента 22 до соприкосновения с винтом 16 и величине Н (фиг. 4), гарантирующей наживление винта 16 в собираемую деталь, рычаг 25, жестко связанный в осевом направлении с инструментом 22, взаимодействует с уступом 8 шпонки 6, перемещает ее в пазу 5. Шпонка 6 скосом 9 нажи.мает на рычаг 10, включающий электрический микропереключатель 12.
После окончания процесса завинчивания срабатывает муфта предельного момента (не показана), находящаяся вне винтоверта, обеспечивая останов инструмента 22 вместе со щпинделем 21 и гибким валом (не показан). Осевое усилие с корпуса 1 снимается, и под действием пружины 4 инструмент 22 возвращается в исходное положение, открывая канал 30 для прохода винта 16.
В конце хода рычаг 25 взаимодействует с уступом 8 щпонки 6, перемещая ее в пазу 5..Шпонка 6 освобождает рычаг 10 и электрический микропереключатель 12 выключается. Включение и выключение микропереключателя 12 является сигналом для подачи с.юдующего винта 16- При этом i арап тируется, что предыдущий винт 16 покинул головку 3 ,гпя приема винтов 16, а рабочий инструмент 22 освободил канал 30 для поступления винта 16.
При работе с деталями других размеров величина Н, гарантирующая наживление винта 16, различна (см. фиг. 4). ВследсгЕвие этого положение рабочего инструмента 22 и жестко связанного с ним в осевом направл-ении рычага 25, нри котором обеспечивается наживление винта 16, тоже меняется.
Данный винтоверт может быстро перенастраиваться на работу с деталями разных размеров. Для этого достаточно установить рычаг 25 в новое положение посредством винтовой пары 26, обеспечивающее включение электрического микропереключателя 12 только при условии, что 16
покинул головку 3, и вновь закрепить рычаг 25 винтовой парой 26, положение винтовой пары 26 при работе с деталями разных размеров не меняется, так как оно гарантирует лищь освобождение инструментом 22 канала 30 для прохода винта 16.
Данная конструкция управляющего механизма позволяет осуществлять управ,ление механизмом пощтучной выдачи винтов 16 не только от электрического, но и от пневматического сигнала. Для этого достаточно, чтобы рычаг 10 воздействовал на к танан пневматического канала (не показан). Открытие и закрытие этого канала будет являться пневматическим сигналом для нодачи следующего винта 16.
| название | год | авторы | номер документа |
|---|---|---|---|
| Винтоверт | 1988 |
|
SU1546243A1 |
| Винтоверт | 1983 |
|
SU1093464A1 |
| Винтоверт с автоматической подачей крепежных деталей | 1976 |
|
SU656824A1 |
| Устройство для сборки крепежных элементов | 1981 |
|
SU973336A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Пневмовинтоверт | 1987 |
|
SU1484546A1 |
| Винтоверт | 1982 |
|
SU1098744A1 |
| Устройство для подачи крепежныхдЕТАлЕй | 1976 |
|
SU814710A1 |
| Устройство автоматической подачи крепежных деталей для винтоверта | 1976 |
|
SU876412A1 |
| Винтоверт | 1988 |
|
SU1618619A1 |
ВИНТОВЕРТ С АВТОМАТИЧЕСКОЙ ПОДАЧЕЙ КРЕПЕЖНЫХ ИЗДЕЛИЙ, содержащий корпус с управляющим каналом, привод, установленные в корпусе с возможностью возвратно-поступательного перемещения головку для приема винтов, имеющую симметричные пазы на наружной поверхности и несущую щарнирные рычаги, рабочий инструмент, связанный с приводом, и управляющий механизм, отличающийся тем, что, с целью повыщения надежности удержания и центрирования винтов, головка снабжена дополнительными щарнирными рычагами, а управляющий механизм выполнен в виде подвижно установленной в пазах щпонки, на одном из торцов последней выполнен уступ со скосом, взаимодействующим с управляющим каналом.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Винтоверт | 1977 |
|
SU878567A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Винтоверт с автоматической подачей крепежных деталей | 1976 |
|
SU656824A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
