Изобретение относится к механизированным ручным инструментгил в частности, к винтовертам, и может быть использовано в различных отраслях машиностроения при сборочных операциях. Известно устройство автоматической подачи деталей в сочетании с винтовертом, содержащее бункер с центральньам шибером, цилиндр, взаимодействующий с шибером,, магазин, механизм поштучной выдачи, стальную переходную втулку, соединенную плас массовой трубкой с приемной гильзой винтоверта, разводной блок сжатого воздуха через который осуществляется подача воздуха в винтоверт и ста ную переходную втулку ll. Недостатком устройства является то, что в нем невозможна подача кре пежных деталей в винтоверт различных типоразмеров и сложность конструкции. Наиболее близким к предлагаемому по технической сущности является ус ройство для подачи крепежных детале к механизированному инструменту, со держащее корпус со сквозным каналом для транспортировки деталей посредством рабочей среды, например сжатым воздухом, и приемным окном для деталей, смещенным относительно оси канала для транспортировки деталей, размещенный в корпусе подвижный носитель со сквозным пазом, овращенным Б сторону приемного окна и ,соосным каналу для транспортировки f2j. Такое устройство -для подачи крепежных элементов содержит большое . количество деталей, требует для своей работы наличия механизма, поштучного отделения крепежа, в частности, винтов, в свою очередь состоящего из большого количества деталей, механизма согласования работы, механизмов поштучного отделения и подачи винтов, гр« «оздко, имеет большой вес. Для работы с винтами различных типоразмеров такое устройство необходимо набирать в блоки по количеству типоразмеров деталей. Цель изобретения - расширение технологических возможностей устройства. Поставленная цель достигается тем, что корпус выполнен с кольцевой камерой, ограниченной секторной перегородкой, выходящими в кольцевую i камеру сквозными отверстиями и дополнительным приемным окном для деталей другого типоразмера,,носитель выполнен в виде сегмента, установленного в кольцевой камере корпуса с возможностью поворота вокруг оси последнего, а устройство снабжено установленными в сквозных отверстиях корпуса выдвижными упорами, попеременно взаимодействующими с гранями носителя.
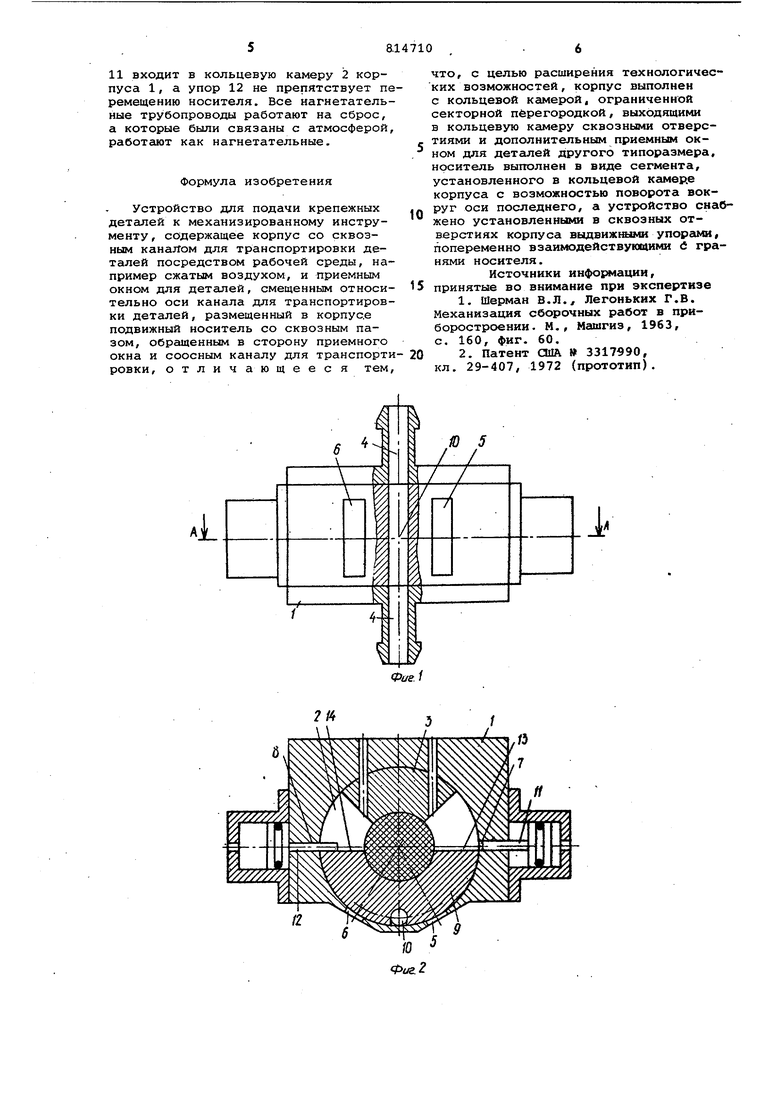
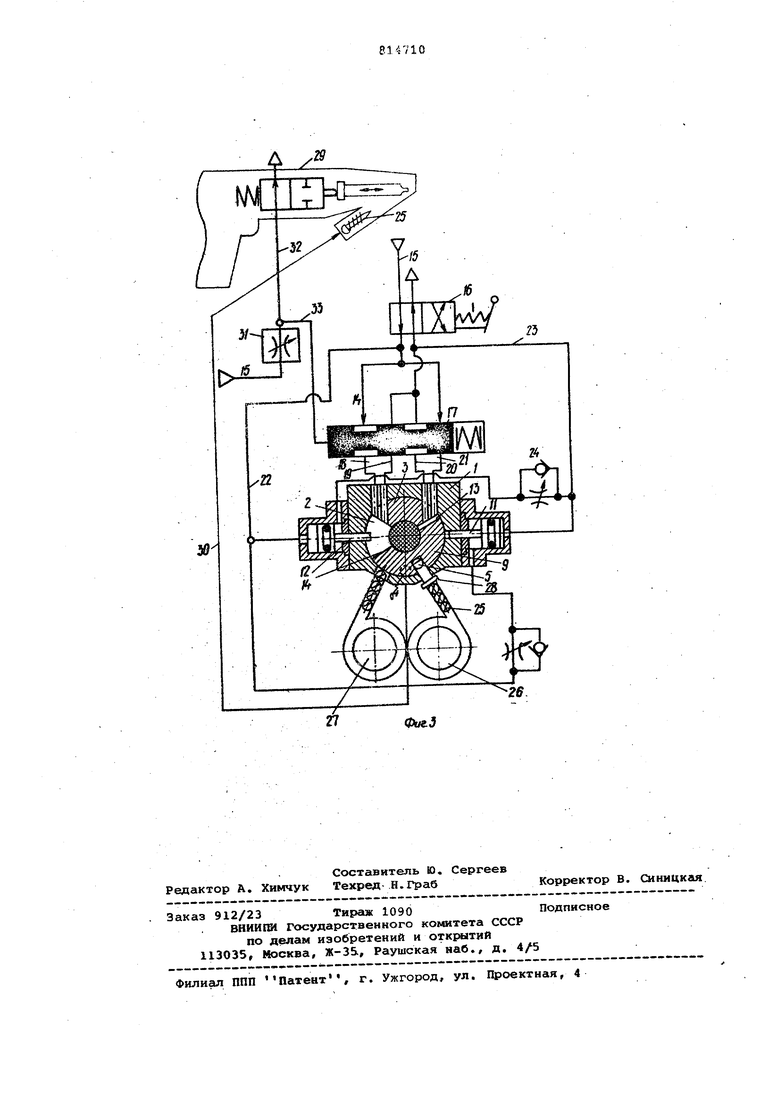
На фиг. 1 представлено устройство с частичным разрезом в положении подачи детали в канал для транспортировки, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема подключения устройства к механизированному инструменту, в частности винтоверту.
Устройство для подачи крепежных деталей , например винтов, содержит корпус 1 с кольцевой камерой 2, ограниченной секторной перегородкой 3, сквозным каналом 4 для транспортировки деталей, приемными окнами 5 для одного и 6 для другого типоразмера деталей, которые смещены относительно оси канала 4 для транспортировки детсшей и выходят в кольцевую камеру 2 со сквозными отверстиями 7 и 8. В кольцевой камере 2 корпуса 1 с возможностью поворота относительно оси последнего установлен носитель 9, выполненный в виде сегмента со сквозным пазом 10, обращенным в сторону приемного окна и соосным каналу 4 для транспортировки деталей. В сквозных отверстиях 7 и 8 корпуса .1 установлены выдвижные упоры 11 и 12, попеременно взаимодействующие с гранями 13 и 14 носителя 9, Кольцевая камера 2 корпуса 1 связана с магистралью 15 сжатого воздуха через переключатель 16, подпружиненный золотник 17 и трубопроводы 18-21. Перемещение упоров осуществляется сжатым воздухом, подводимым по трубопроводам 22 и 23 с установленными на них электромагнитными обратными клапанс1ми 24. Крепежные детали 25 поступают в сквозной паз 10 носителя 9 из вибробункеров 26 и 27 с лотками и отсекателями 28, и подаются к винтоверту 29 по гибкому трубопроводу 30. Винтоверт 29 связан с магистралью 15 сжатого воздуха через электромагнитный клапан 31 и трубопровод 32, который связан также с золотником 17 трубопроводом 33.
Устройство работает следующим образом.
Первоначально устанавливается носитель 9 в исходное положение. Для этого сжатый воздух из магистрали 15 через переключатель 16, подпружиненный золотник 17 и трубопровод 18 подается в кольцевую камеру 2 корпуса Одновременно с этим по трубопроводу 22 воздух поступает к ynopeiM 11 и 12. Под давлением воздуха упор 12 входит в полость корпуса 2, а упор
11 освобождает ее. Носитель 9 под давлением воздуха поворачивается относительно оси корпуса 1 в крайнее правое - исходное положение. При этом сквозной паз 10 носителя 9 направлен к приемному окну 5 корпуса 1
8процессе перемещения носителя 9 и упоров 11 и 12 отработанный воздух по трубопроводам 20 и 23 сбрасывается в атмосферу. Затем производится подача в сквозной паз 10 носителя 9 крепежной детали 25, которая поступает через приемное окно 5 корпуса 1 от вибробункера 26 с лотком через отсекатель 28.
После приема детали 25 открывается электромагнитный клапан 31 и воздух поступает в трубопровод 32, идущий к винтоверту 29. Однако, так как входной клапан винтоверта 29 перекрыт, воздух по трубопроводу 33 поступает под золотник 17 и перемещает его в крайнее правое положение Перемещаясь, золотник отсекает трубопроводы 18 и 20 и открывает трубопроводцл 19 и 21. В результате этого воздух из магистрали 15 через трубопровод 21 поступает в кольцевую камеру 2 корпуса 1 под грань 13 носителя 9, который под давлением воздуха поворачивается влево вплоть до взаимодействия с упором 12. В этом положении сквозной канал 10 носителя 9 располагается против канала 4 корпуса 1, и деталь 25 по гибкому трубопроводу 30 поступает к приемной гильзе винтоверта 29. Отработанный воздух из-под грани 14 носителя 9 сбрасывается в атмосферу через трубопровод 19. Как только деталь 25 поступает в приемную гильзу винтоверта 29, открывают входной клапан винтоверта 29 и производят завинчивание детали 25. В результате открытия входного клапана винтоверта 29 воздух из трубопровода 33 эжектируется, давление под золотником 17 падает, и он перемещается влево, открывая вновь трубопроводы 18 и 20. Под давлением воздуха носитель 9 поворачивается в исходное положение и в его сквозной канал 10 через приемное окно 5 поступает очередная деталь 25. Поворот носителя
9висходное положение осуществляется за время завинчивания детали 25. Как только деталь 25 будет завинчена, перекрывают входной клапан винтоверта 29 и деталь 25 подается к нему.
Далее работают в описываемой последовательности. Для работы с деталями другого типоразмера, размещенными в вибробункере 27 с лотком и отсекателем 28, переключатель 16 ставят в другое крайнее положение. При этом подача деталей происходит в той же последовательности, только через приемное окно 6, при этом упор 11 входит в кольцевую камеру 2 корпуса 1, а упор 12 не препятствует п ремещению носителя. Все нагнетатель ные трубопроводы работают на сброс, а которые были связаны с атмосферой работают как нагнетательные. Формула изобретения Устройство для подачи крепежных деталей к механизированному инструменту , содержащее корпус со сквозным каналом для транспортировки деталей посредством рабочей среды, например сжатым воздухом, и приемным окном для деталей, смещенным относительно оси канала для транспортировки деталей, размещенный в корпусе подвижный носитель со сквозным пазом, обращенным в сторону приемного окна и соосным каналу для транспорти ровки, отличающееся тем что, с целью расширения технологических возможностей, корпус выполнен с кольцевой камерой, ограниченной секторной перегородкой, выходящими в кольцевую камеру сквозными отверстиями и дополнительным приемным окном для детсшей другого типоразмера, носитель выполнен в виде сегмента, установленного в кольцевой камер.е корпуса с возможностью поворота вокруг оси последнего, а устройство снабжено установленными в сквозных отверстиях корпуса ВЕздвижЕШми упоргили, попеременно взаимодействующими б гранями носителя. Источники информации г принятые во внимание при экспертизе 1.Шерман В.Л., Легоньких Г.В. Механизация сборочных работ в приборостроении. М., Машгиз, 1963, с. 160, фиг. 60. 2.Патент США 3317990, кл. 29-407, 1972 (прототип).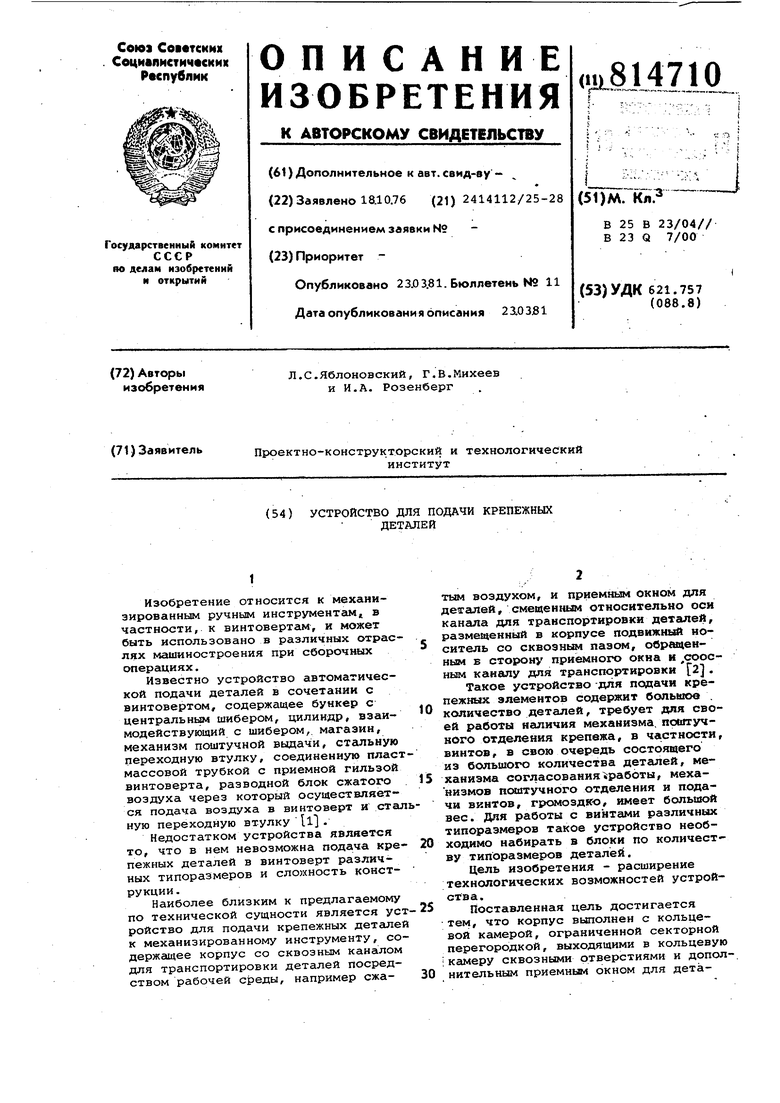

| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическое переносное заворачивающее устройство с автоматической подачей винтов | 1980 |
|
SU921841A1 |
| Устройство автоматической подачи крепежных деталей для винтоверта | 1976 |
|
SU876412A1 |
| Устройство для подачи крепежных деталей к механизированному инструменту | 1987 |
|
SU1466924A1 |
| Резьбозавертывающий инструмент с блоком автоматической подачи крепежных деталей | 1977 |
|
SU878566A1 |
| Винтоверт | 1988 |
|
SU1618619A1 |
| Реверсивный пневматический винтоверт | 1988 |
|
SU1562120A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Автомат для сборки винтов с гайками | 1991 |
|
SU1816624A1 |
| Винтоверт | 1988 |
|
SU1546243A1 |
| Винтоверт с автоматической подачей крепежных изделий | 1983 |
|
SU1115894A1 |
Л .IS
26
Фиг.3
