Изобретение относится к механосборочному производству, а именно к устройствам для сборки базовой корпусной детали с несколькими комплектующими, в частности верхней крышки головки цилиндров двигателя «М-412.
Цель изобретения - расширение технологических возможностей и снижение габаритов.
Поставленная цель достигается путем снабжения устройства механизмами для осуществления дополнительных технологических операций, а также путем компоновки его узлов, обеспечивающей полную сборку на одной позиции.
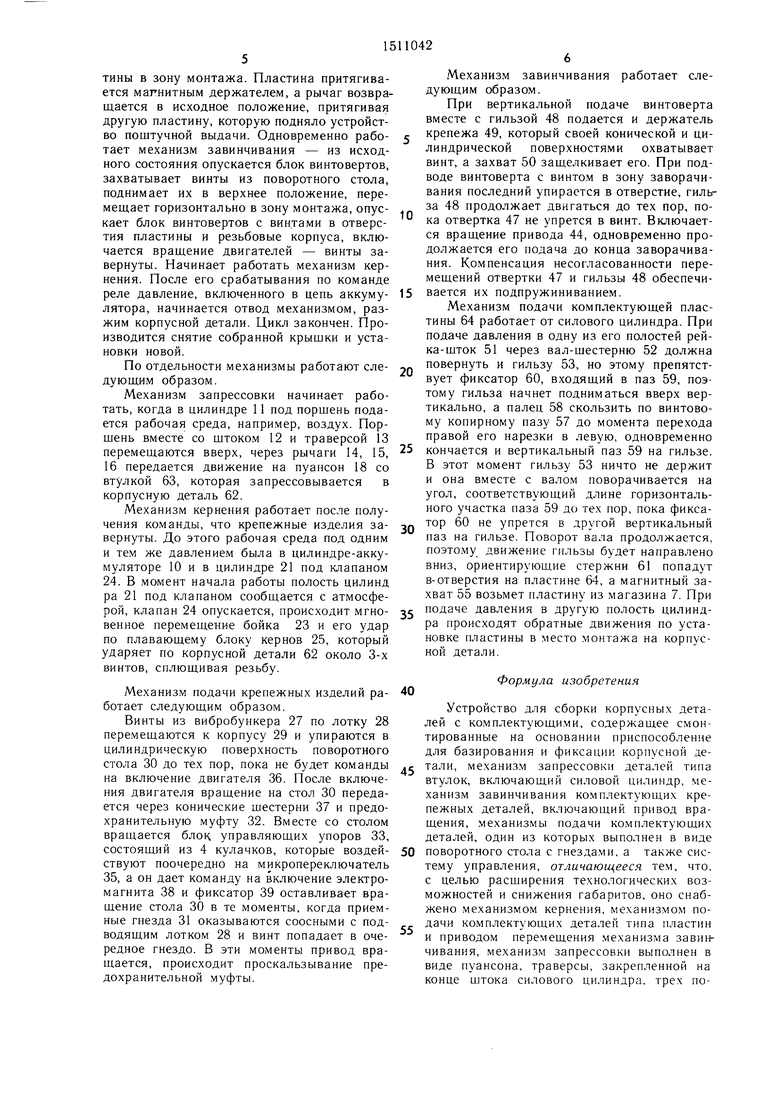
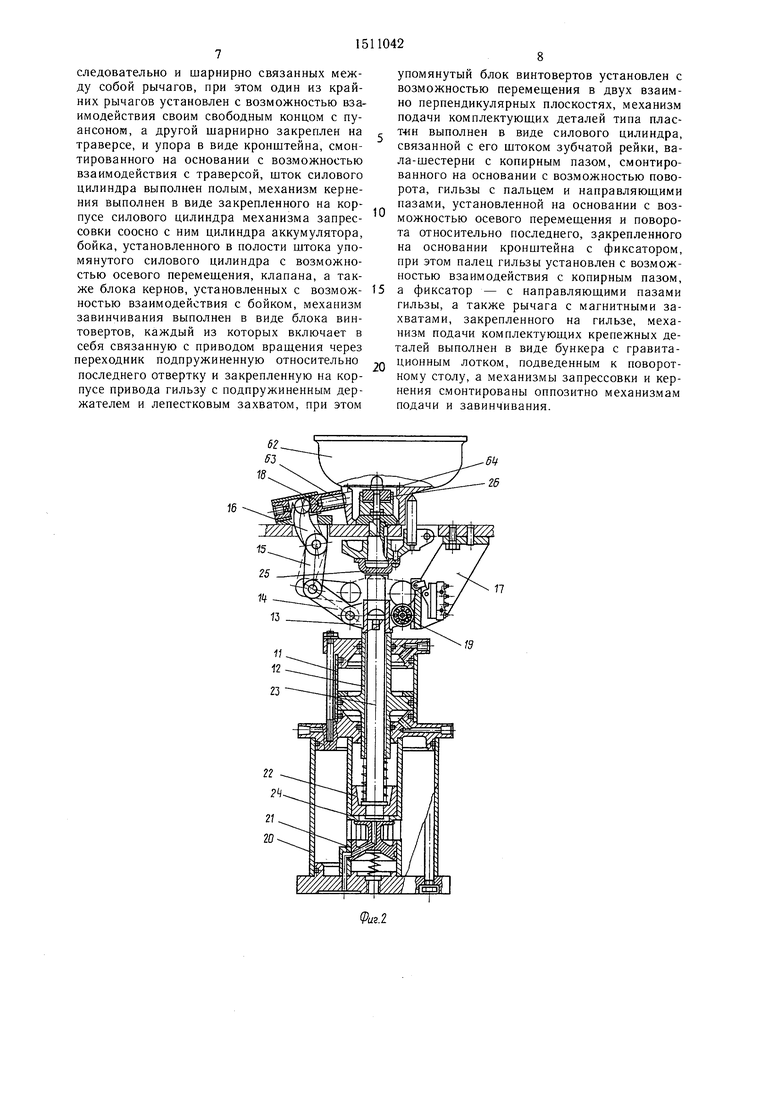
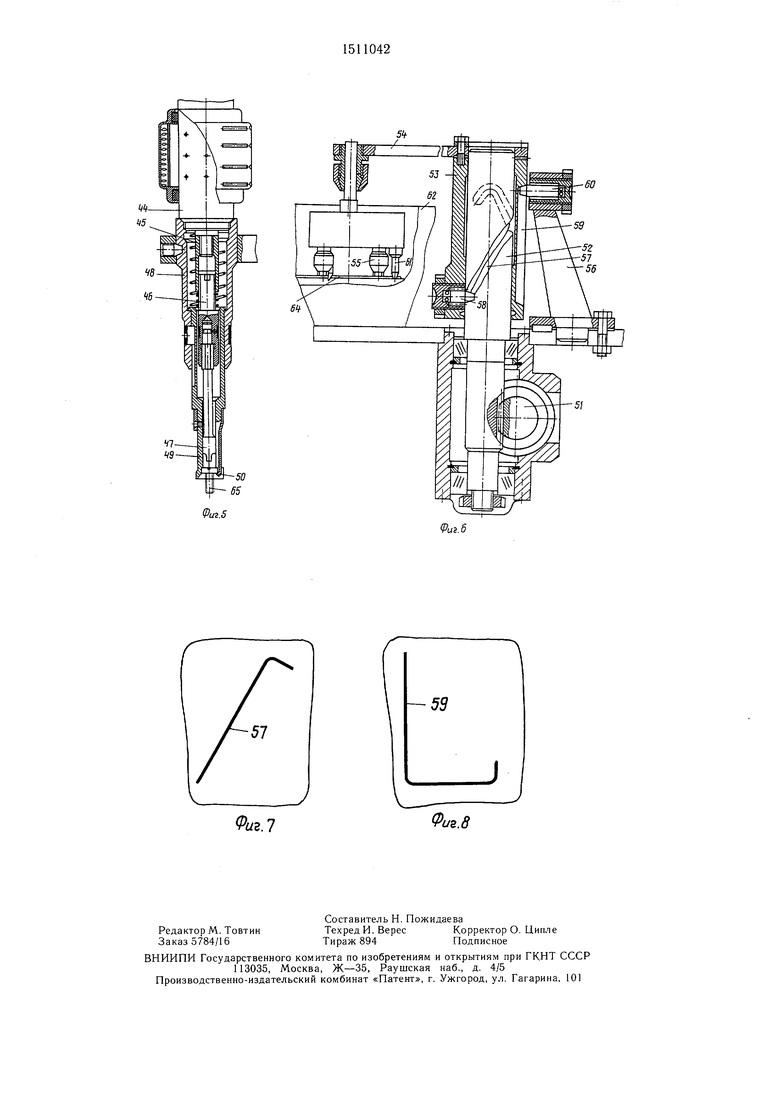
На фиг. 1 изображено устройство для сборки корпусных деталей с комплектующими, общий вид; на фиг. 2 - то же, разрез по оси механизма запрессовки и кернения; на фиг. 3 - то же, вид сверху на механизм комплектации и крепежных изделий; на фиг. 4 - то же, разрез А-А на фиг. 3; на фиг. 5 - то же, разрез по оси винтовер- та; на фиг. 6 - то же, разрез по оси узла подачи комплектующей; на фиг. 7 - то же, винтовой паз на поверхности Б на фиг. 6; на фиг. 8 - то же, паз на поверхности В на фиг. 6.
Устройство содержит основание 1, смонтированные на нем приспособление 2 для базирования и фиксации корпусной детали, механизм запрессовки комплектующей детали (втулка) 3, механизм кернения 4, механизм подачи крепежных изделий 5, механизм завинчивания 6, узлы для монтажа другой комплектующей детали (пластины) - магазин 7, устройство поштучной выдачи 8, механизм подачи 9, а также систему управления 10.
Механизм запрессовки выполнен в виде силового цилиндра 11, шток 12 которого полый, траверсы 13, закрепленной на конце штока, трех последовательно и шарнирно связанных между собой рычагов 14, 15, 16 и упора в виде кронштейна 17. Рычаг 14 свободным концом шарнирно закреплен на траверсе 13, а рычаг 16 установлен с возможностью взаимодействия с пуансоном 18. Кронштейн 17 смонтирован на основании с возможностью взаимодействия с траверсой через промежуточный опорный элемент - ролик 19.
Механизм кернения установлен под механизмом запрессовки и соосно ему и включает в себя цилиндр - аккумулятор 20, цилиндр поршня - боек 21, поршень-боек 22, собственно боек 23, установленный с возможностью осевого перемещения в полости штока 12 силового цилиндра 11 и подпружиненный относительно штока, клапан 24, а также плавающий блок кернов 25. На основании установлен магнитный держатель 26, служащий для базирования одной из комплектующих дета лей-пластины.
Механизм подачи комплектующих крепежных изделий включает внбробункер 27, подводящий лоток 28, корпус 29, поворотный стол 30 с приемными гнездами 31, предохранительную муфту 32, блок управляющих упоров 33, крепящихся в пазу 34 стола 30, микропереключатель 35, цепь привода, состоящего из двигателя с редуктором 36 и конических шестерен 37, электромагнит 38, фиксатор 39 и пружину 40.
Механизм завинчивания состоит из блока винтовертов 41, привода его перемещения в виде цилиндров вертикальной подач 42, горизонтальной - 43, привода вращения 44, переходника 45 с хвостовиком 46 и отверткой 47, гильзы 48 с держателем крепежа 49 и захватом 50.
Механизм подачи комплектующей детали - пластины состоит из силового цилиндра, связанный с его штоком зубчатой рей0 ки 51 вала-шестерни 52, установленного в опорах основания с возможностью поворота гильзы 53, надетой на вал с возможностью как осевого перемещения, так и поворота относительно него, закрепленного на гильзе рычага 54 с магнитными захватами 55, а
5
также смонтированного на основании кронштейна 56. Вал-шестерня 52 входит в зацепление с рейкой 51. На валу 52 выполнен ко- пирный паз 57, с которым взаимодействует закрепленный на гильзе палец 58. Гильза
Q выполнена с направляющими пазами 59 и в них размещен установленный на кронштейне 56 фиксатор 60. Рядом с захватами 55 имеются ориентирующие стержни 61.
Собираемые детали представляют собой базовую корпусную 62 и комплектующие -
5 запрессовываемую втулку 63, пластину 64 и винты 65 для крепления пластины.
Устройство работает по замкнутому автоматическому циклу путем последовательного включения механизмом по командам от ко.,. нечных выключателей, реле времени и реле давления (не показаны) следующим образом.
Перед включением вибробункер 27 для винтов 65 магазин 7, устройство 8 для по5 щтучной выдачи пластин должны быть загружены, а механизм подачи 5 крепежных изделий должен отработать - т.е. винты в полном комплекте должны быть в исходном положении. Устанавливается в приспособление корпусная деталь 62 и втулка 63 в npneivt0 ное гнездо пуансона 18.
Включается кнопка «Пуск. Происходит поворот и опускание прихватов зажима корпусной детали. По достижении давления пневмосети, необходимого для зажима, на- с чинается работа остальных механизмов. Включается механизм запрессовки втулки, с захваченной пластиной поднимается, поворачивается, опускается рычаг узла подачи комплектующей, осуществляя перенос плас
тины в зону монтажа. Пластина притягивается магнитным держателем, а рычаг возвращается в исходное положение, притягивая другую пластину, которую подняло устройство пощтучной выдачи. Одновременно работает механизм завинчивания - из исходного состояния опускается блок винтовертов, захватывает винты из поворотного стола, поднимает их в верхнее положение, перемещает горизонтально в зону монтажа, опускает блок винтовертов с винтами в отверстия пластины и резьбовые корпуса, включается вращение двигателей - винты завернуты. Начинает работать механизм кер- нения. После его срабатывания по команде реле давление, включенного в цепь аккумулятора, начинается отвод механизмом, разжим корпусной детали. Цикл закончен. Производится снятие собранной крыщки и установки новой.
По отдельности механизмы работают еле- дующим образом.
Механизм запрессовки начинает работать, когда в цилиндре 11 под порщень подается рабочая среда, например, воздух. Порщень вместе со щтоком 12 и траверсой 13 перемещаются вверх, через рычаги 14, 15, 16 передается движение на пуансон 18 со втулкой 63, которая запрессовывается в корпусную деталь 62.
Механизм кернения работает после получения команды, что крепежные изделия завернуты. До этого рабочая среда под одним и тем же давлением была в цилиндре-аккумуляторе 10 и в цилиндре 21 под клапаном 24. В .момент начала работы полость цилинд ра 21 под клапаном сообщается с атмосферой, клапан 24 опускается, происходит мгновенное перемещение бойка 23 и его удар по плавающему блоку кернов 25, который ударяет по корпусной детали 62 около 3-х винтов, сплющивая резьбу.
Механизм подачи крепежных изделий работает следующим образом.
Винты из вибробункера 27 по лотку 28 перемещаются к корпусу 29 и упираются в цилиндрическую поверхность поворотного стола 30 до тех пор, пока не будет команды на включение двигателя 36. После включения двигателя вращение на стол 30 передается через конические шестерни 37 и предохранительную муфту 32. Вместе со столом вращается блок управляющих упоров 33, состоящий из 4 кулачков, которые воздействуют поочередно на микропереключатель 35, а он дает команду на включение электромагнита 38 и фиксатор 39 оставливает вращение стола 30 в те моменты, когда приемные гнезда 31 оказываются соосными с подводящим лотком 28 и винт попадает в очередное гнездо. В эти моменты привод вращается, происходит проскальзывание предохранительной муфты.
0
5
П
5
0
5
40
45
50
55
Механизм завинчивания работает следующим образом.
При вертикальной подаче винтоверта вместе с гильзой 48 подается и держатель крепежа 49, который своей конической и цилиндрической поверхностями охватывает винт, а захват 50 защелкивает его. При подводе виктоверта с винтом в зону заворачивания последний упирается в отверстие, гильза 48 продолжает двигаться до тех пор, пока отвертка 47 не упрется в винт. Включается вращение привода 44, одновременно продолжается его подача до конца заворачивания. Компенсация несогласованности перемещений отвертки 47 и гильзы 48 обеспечивается их подпружиниванием.
Механизм подачи комплектующей пластины 64 работает от силового цилиндра. При подаче давления в одну из его полостей рейка-щток 51 через вал-щестерню 52 должна повернуть и гильзу 53, но этому препятствует фиксатор 60, входящий в паз 59, поэтому гильза начнет подниматься вверх вертикально, а палец 58 скользить по винтовому копирному пазу 57 до момента перехода правой его нарезки в левую, одновременно кончается и вертикальный паз 59 на гильзе. В этот момент гильзу 53 ничто не держит и она вместе с валом поворачивается на угол, соответствующий длине горизонтального участка паза 59 до тех пор, пока фиксатор 60 не упрется в другой вертикальный паз на гильзе. Поворот вала продолжается, поэтому движение гильзы будет направлено вниз, ориентирующие стержни 61 попадут в-отверстия на пластине 64, а магнитный захват 55 возьмет пластину из магазина 7. При подаче давления в другую полость цилиндра происходят обратные движения по установке пластины в место монтажа на корпусной детали.
Формула изобретения
Устройство для сборки корпусных деталей с комплектующими, содержащее смонтированные на основании приспособление для базирования и фиксации корпусной детали, механизм запрессовки деталей типа втулок, включающий силовой цилиндр, механизм завинчивания комплектующих крепежных деталей, включающий привод вращения, механизмы подачи комплектующих деталей, один из которых выполнен в виде поворотного стола с гнездами, а также систему управления, отличающееся тем, что, с целью расширения технологических возможностей и снижения габаритов, оно снабжено .механизмом кернения, механизмом подачи комплектующих деталей типа пластин и приводом перемещения механизма завинчивания, механизм запрессовки выполнен в виде пуансона, траверсы, закрепленной на конце штока силового цилиндра, трех последовательно и шарнирно связанных между собой рычагов, при этом один из крайних рычагов установлен с возможностью взаимодействия своим свободным концом с пу- ансонога, а другой шарнирно закреплен на траверсе, и упора в виде кронштейна, смонтированного на основании с возможностью взаимодействия с траверсой, шток силового цилиндра выполнен полым, механизм керне- ния выполнен в виде закрепленного на корпусе силового цилиндра механизма запрессовки соосно с ним цилиндра аккумулятора, бойка, установленного в полости штока упомянутого силового цилиндра с возможностью осевого перемешения, клапана, а так10
упомянутый блок винтовертов установлен с возможностью перемешения в двух взаимно перпендикулярных плоскостях, механизм подачи комплектуюших деталей типа плас- т-«н выполнен в виде силового цилиндра, связанной с его штоком зубчатой рейки, вала-шестерни с копирным пазом, смонтированного на основании с возможностью поворота, гильзы с пальцем и направляюшими пазами, установленной на основании с возможностью осевого перемещения и поворота относительно последнего, закрепленного на основании кронштейна с фиксатором, при этом палец гильзы установлен с возможностью взаимодействия с копирным пазом.
же блока кернов, установленных с возмож- 15 а фиксатор - с направляющими пазами ностью взаимодействия с бойком, механизмгильзы, а также рычага с магнитными захватами, закрепленного на гильзе, механизм подачи комплектуюших крепежных дезавинчивания выполнен в виде блока винтовертов, каждый из которых включает в себя связанную с приводом вращения через переходник подпружиненную относительно п Ционным лотком, подведенным к поворот- последнего отвертку и закрепленную на кор- ному столу, а механизмы запрессовки и керталей выполнен в виде бункера с гравита
упомянутый блок винтовертов установлен с возможностью перемешения в двух взаимно перпендикулярных плоскостях, механизм подачи комплектуюших деталей типа плас- т-«н выполнен в виде силового цилиндра, связанной с его штоком зубчатой рейки, вала-шестерни с копирным пазом, смонтированного на основании с возможностью поворота, гильзы с пальцем и направляюшими пазами, установленной на основании с возможностью осевого перемещения и поворота относительно последнего, закрепленного на основании кронштейна с фиксатором, при этом палец гильзы установлен с возможностью взаимодействия с копирным пазом.
Ционным лотком, подведенным к поворот- ному столу, а механизмы запрессовки и керталей выполнен в виде бункера с гравита
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки корпусных деталей с комплектующими деталями | 1983 |
|
SU1133067A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для запрессовки штифтов в корпусную деталь | 1986 |
|
SU1355432A1 |
| Устройство для сборки охватываемой и охватывающей деталей типа вал-втулка | 1982 |
|
SU1215255A1 |
| Устройство для запрессовки тонкостенной металлической детали в корпусную деталь | 1983 |
|
SU1136925A1 |
| Вертикальный пресс для сборки запрессовкой | 1983 |
|
SU1152800A1 |
| Устройство для сборки деталей | 1977 |
|
SU709310A1 |
| Машина для контактной стыковой сварки | 1977 |
|
SU662306A2 |
| Устройство для автоматической смены спутников на металлорежущем станке | 1986 |
|
SU1400851A1 |
| Устройство для отделения листа от стопы и подачи его в зону обработки | 1985 |
|
SU1263407A1 |
Изобретение относится к механосборочному производству, в частности к устройствам для сборки базовой корпусной детали с несколькими комплектующими. Цель изобретения - расширение технологических возможностей и снижение габаритов путем обеспечения выполнения дополнительных операций и сборки узла на одной позиции. Корпусная деталь 62 зажимается на основании 1 приспособлением 2. Механизмом 3 в нее сбоку запрессовывается втулка. Одновременно из магазина 7 на позицию сборки механизмом 9 с магнитными захватами подается пластина 64, которая при помощи винтов, поступающих из бункера 27 на поворотный стол, крепится к базовой детали 62. Захват винтов из гнезд поворотного стола, их перенос и завинчивание осуществляется блоком винтовертов 6. Винты стопорятся от отвинчивания механизмом 4 кернения. 8 ил.
пусе привода гильзу с подпружиненным держателем и лепестковым захватом, при этом
нения смонтированы оппозитно механизмам подачи и завинчивания.
32
31
35
Фиг.З.
29 65
J7
Фиг.В
60
59
| Устройство для сборки корпусных деталей с комплектующими деталями | 1983 |
|
SU1133067A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
