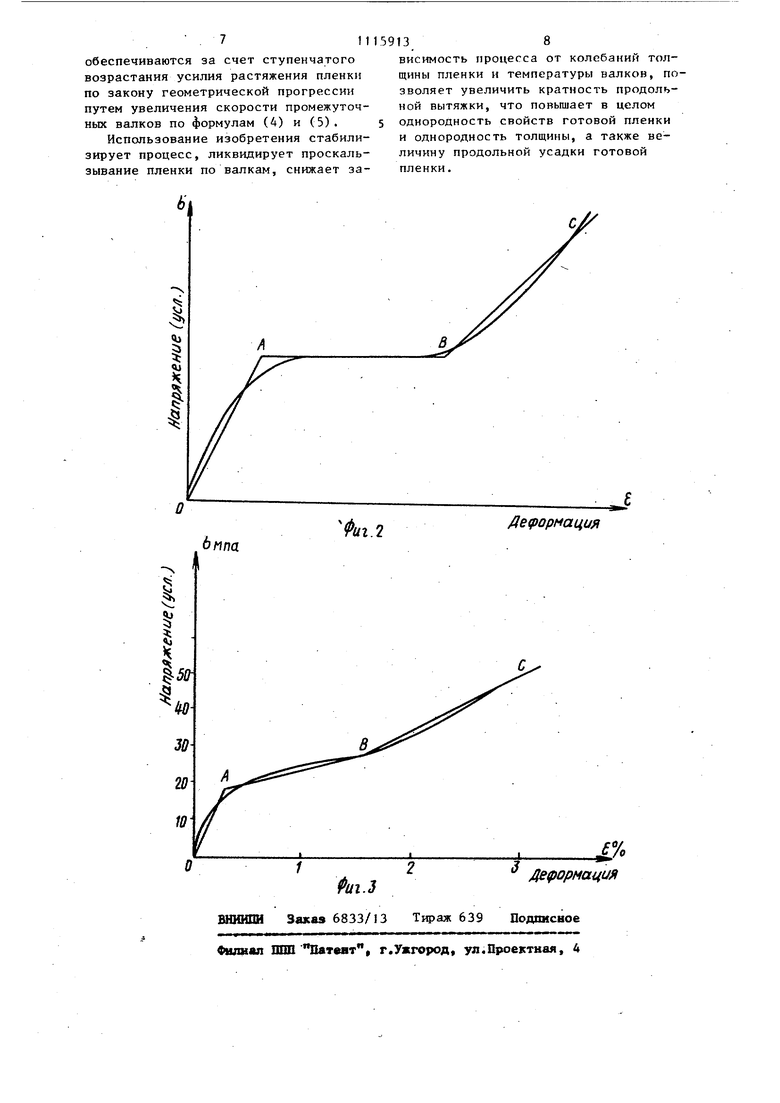
.11 Изобретение относится к переработ ке пластмасс, в частности к получению одноосно ориентированных полимер ных пленок, используемых для дальнейшей ориентации в поперечном направлении при получении двухосно ори ентированных пленок или непосредстве но в качестве, например, лент для упаковки, изоляционных материалов в электротехнической и конденсаторной промышленности ц т.д. Известен способ продольной вытяжки плоских полимерных пленок, включающий вытяжку пленки за счет разности скоростей тихоходных и быстроходных валков. Пленка входит на груп пу тихоходных валков, нагревается до температуры ориентации, вытягивается в зазоре за счет разной скорости вал ков, а затем попадает на поверхность быстроходных валков, где охлаждается фиксируя полученную ориентацию 1. Недостаток известного способа состоит в том, что он обеспечивает стабильность процесса только, если вытягивание происходит при относительно низких температурах, когда возможно проскальзывание пленки по одному или нескольким валкам тихоход ной группы. При увеличении температуры тихоходных валков и при соответ ствующем увеличении коэффициента тре ния материала по поверхности валков проскальзывание пленки затрудняется, процесс вытяжки становится неустойчивым, а однородность свойств готовой пленки ухудшается. Наиболее близким по технической сущности и достигаемому результату к изобретению является способ продольной вытяжки плоских полимерных пленок, включающий вытяжку пленки за счет разности скоростей тихоходных, промежуточных и быстроходных валков, причем усилие вытяжки увеличивают ступенчато посредством увеличения скоростей промежуточньЕх валков Б направлении быстроходных валков 2 Недостаток данного способа состоит в том, что он является более сложным и дорогим, чем одностадийный способ, не обеспечивает достаточной стабильности процесса и однородности свойств пленочного полотна, если ориентация проводится при повышенных температурах. Скорость валков увеличивают, не сообразуясь с возникающими при этом усилиями в 3 пленочном полотне, что является причиной недостаточной стабильЕгости в случае, когда силы трения полотна о валок недостаточны для компенсации разности усилий натяжения полотна по сторонам валка, что вызывает ухудшение качества пленки. Цель изобретения - поввшение качества пленки за счет повышения стабильности процесса вытяжки. Указанная цель достигается тем, что согласно способу продольной вытяжки плоских полимерных пленок, включающему вытяжку пленки за счет разности скоростей тихоходных, промежуточных и быстроходных валков, причем усилие вытяжки увеличивают ступенчато посредством увеличения скоростей промежуточных валков в направлении быстроходных валков, увеличение усилия вытяжки осуществляют по закону геометрической прогрессии согласно соотношениям X ° . А VQ С.О где п 1,2,...,п-2 - порядковый номер валка; Hi- 1 /IT -,) оC)n-d,TV к где V,-(i 1,2,...,п-1) - скорость i-промежуточноговалка; V, Vj,- скорости быстроходного и тихоходного валков соответственно;К. - з)1аменатель геометрической прогрессии; П - число ступеней вытяжки; oAi4ip T деформации и напряжения, отвечающие началу (индекс 0) и концу (индекс.) процесса образования шейки в растягиваемой пленке и определяемые по кривой растяжения пленки при температуре ориентации полимера; „ напряжение в пленке 1на последней ступени вытяжки, определяемое из кривой растяжения при деформации На фиг. 1 представлена схема проесса одноосной вытяжки; на фиг. 2 кривая растяжения полимерной пленки;
на фиг. 3 - кривая растяжения полистирола при 106 С.
Пленка проходит группу тихоходных валков 1-3, затем промежуточную группу валков А-7, вытягиваясь между вал ками, и попадает на группу быстроходных валков 8 и 9.
CyntHocTb способа состоит в том, чтобы натяжение пленки постепенно увеличивалось в направлении быстроходных валков 8 и 9 в соответствии с заранее заданным законом геометрической прогрессии. Этот закон выбирается из следующих соображений: пленк удерживаемая силой трения неподвижно на поверхности вращающегося валка, н начнет проскальзывать, пока отношение сил натяжения пленки по разные стороны валка не превысит величину К f , где 0. - угол охвата валка пленкой, а ( - коэффициент трения. Поскольку обычно для промежуточньгх валков О.- 3,1А, а при температуре ориентации J 0,2-0,5, то знчения К лежат в интервале 2-5. Это значит, что если усилие натяжения возрастает от зазора к зазору быстрее, чем в К раз, то неизбежно проскальзывание и нестабильность процесса. Конкретная величина коэффициента К, являющегося знаменателем геометрической прогрессии, выбирается в зависимости не только от температуры ориентации и материала вытягиваемой пленки, но и зависимости от числа ступеней вытягивания пленки (т.е. от числа членов геометрической прогрессии). Предпочтительно выбирать величину К заметно меньшим по величине, чем предельная величина, рассчитанная по приведенному экспоненциальному уравнению, и постоянным, вследствие чего усилия натяжения пленки в последовательно расположенных межваловых зазорах образуют геометрическую прогрессию.
Выбор закона геометрической прогрессии для усилий натяжения пленки в межвалковьсх зазорах не означает, что скорости последовательных валков также образуют геометрическую прогрессию. Для выбора скоростей валков необходимо использовать кривую растяжения полимерной пленки при темnepatype ориентации - кривую, связываюп1ую напряжение в пленке сдеформацией, при которой развивается это напряжение.
Типичную кривую растяжения полимерной пленки (фиг. 2) можно представить приб;п1женно в виде ломаной прямой, состоящей из трех отрезкой, соответствуюашх начальному участку ОА, участку образования шейки ЛВ и участку растяжения шеечного материала ВС. Такую ломаную можно описать математически, исходя из трех характерных точек - А (d,, „) - наыала и В (Сэ-,, ЕТ ) - конца образовани шейки и С (йр, f г ) - отвечающей . концу процесса вытяжки. На участке ОА ломаная описывается уравнением
е (1)
бо
а на участке ВС уравнением
) (I
Участком АВ кривой растяжения моуно при описании пренебречь, поскольку в его пределах ни одну из ступеней процесса вытяжки не следует останавливать: незавершенный переход в шейку означает возможность возникновения недотянутых участков, т.е. неоднородности толщины и свойст по полотну пленки. Подбор текущей величины напряжения d в уравнениях (1) и (2) осуществляется, исходя из числа ступеней вытяжки п , а следовательно, и величины знаменателя геометрической прогрессии К. Из закона геометрической прогрессии следует, что ряд ее последовательности членов описывается функцией
(.)
Подставляя (3) в уравнения (1) и (2) и учитывая, что деформация
-i- 1 (где V - скорость i-ro
валка, VQ - скорость тихоходной группы) , получим следующие соотношения для выбора скоростей последовательных валков:
1 . , о , .. 1(к
fk
. (4)
1 - «h о
где i 1,2,...,n-2 - порядковый номер валка;
Шк-- 1V Q Ор-б-, V nliT , (5) где (i - 1,2,,..,n-l) - скорость i-ro промежуточного валка; Vti.Vjj- скорость быстроходного и ти хоходного валка соответстве но; К - знаменатель геометрической прогрессии; П - число степеней вытяжки; о, т,(зо, т - деформации и напряжения, отвечающие началу (индекс 0) и концу (индекс Т) процесса образования шейки в растягиваемой пленке и определяемые по кривой растяжения пленки при температуре ориентации полимера. Для практической реализации изоб ретения следует выбрать температуру ориентации, величину требуемой максимальной деформации при вытяжке (исходя из свойств готовой пленки), снять кривую растяжения пленки при температуре ориентации, найти по не Зо €т задаться числом ступеней вытяжки и знаменателем геометрической прогрессии К (предпочтительно, в интервале1,5 - 2,5) и зат по соотношениям (4) и (5) определит скорости промежуточных валков, П р им е р. Пленочное полотно из полистирола шириной 1100 мм и толщиной 120 мкм полученное экструзией расплава через плоскощелевую формующую головку, растягивается в продольном направлении на валковой установке, состоящей из шести тихоходных валков с диаметром 450 мм, трех промежуточных валков с диаметром 150 мм и группы быстроходных ва ков - один с диаметром 150 мм и два 450 мм. На входе и выходе установки смонтированы неприводные гуммирован ные валки с диаметром 150 мм. Термо статирование установки производится от двух станций с жидким теплоносителем. Температура тихоходных и промежуточных валков 106 С, быстр ходных 90°С. Скорость тихоходной группы 10 м/мин, скорость быстроходной группы 40 м/мин, кратность вытяжки 4. Толщина продольной ориен тированной пленки на выходе установ ки 30 мкм. Кривая растяжения полист рола при 106 С приведена на 3 рис. 3, там же изображено приблизительное ее описание ломаной линией. Координаты начала и конца образования шейки DC, 18 кг/см , о 0,25, j 27,5 кг/см , т .1 ,5. Предельная величина напряжения (jf, 49 кг/см при предельной деформации C,i 3,0 (отвечает величине продольной вытяжки 4) . Для четырехстадийной установки (при трех промежуточных валках) знаменатель геометрической прогрессии 10, d, 17, К 1,7, тогда C3j 29 кг/см . Согласно уравнениям (4) и (5) при выбранных напряжениях деформации скорости валко,в составляют последовательно 1,13, 1,24 и 2,6. При таких скоростях промежуточных валков получена пленка толщиной 30 мкм, стабильность пленки по толщине в продольном направлении 2 мкм, отклонения края пленки в поперечном направлении не превышают 2 мм. После ориентации такой одноосноориентированной пленки в поперечном направлении при кратности поперечного растяжения 3 получена двухосноориентированная пленка толгциной 10 мкм с продольной усадкой (100 С, 10 мин в воздухе), в двое превышающей поперечную. Для сравнения при скорости промежуточных валков, равной скорости тихоходных валков (т.е. при ориентации в одну стадию) на той же установке получена пленка со стабильностью по толщине 3 мкм, размахом отклонений края в поперечном направлении 4 мм. После поперечной ориентации пленки получена двухосно-ориентированная пленка толщиной 10 мкм с продольной усадкой, равной поперечной усадке (недостаток пленки нужна преимущественная продольная усадка). Изменить соотношение продольной и поперечной усадок не удавалось, коэффициент продольной вытяжки на валках не удавалось поднять вьщ1е 2,8. Преимуществом данного изобретения по сравнению с базовым способом ориентации для производства полис.тирольной пленки является возможность расширения ассортимента получаемых пленок в сторону малых толщин и повышения качества (главным образом равнотолщинности) и величины продольной усадки пленок. Эти преимущества


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двухосного растяжения рукавных полимерных пленок | 1975 |
|
SU595171A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО МАТЕРИАЛА ВЫСОКОЙ ПРОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1983 |
|
RU2072919C1 |
| Способ вытяжки пленок из термопластов | 1988 |
|
SU1646889A1 |
| Установка для двухосной ориентации полимерных рукавных пленок | 1981 |
|
SU975427A2 |
| ПЛЕНКИ, ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ИЗ НИХ, И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2007 |
|
RU2448838C2 |
| Способ получения изделий кольцеобразной формы из полимерных материалов | 1974 |
|
SU552209A1 |
| ЛАМИНАТ, СПОСОБ И УСТРОЙСТВО ПОЛУЧЕНИЯ ЛАМИНАТА, А ТАКЖЕ ЗАМЕНИТЕЛЬ ГЕОТКАНИ | 2006 |
|
RU2412056C2 |
| ЛАМИНАТЫ ИЗ ПЛЕНОК, СПОСОБЫ И УСТРОЙСТВА ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2290313C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОЛИМЕРНОГО МАТЕРИАЛА | 1983 |
|
RU2110407C1 |
| Способ вытяжки пленочного полотна из термопласта | 1982 |
|
SU1073114A1 |
СПОСОБ ПРОДОЛЬНОЙ ВЫТЯЖЮПЛОСКИХ ПОЛИМЕРНЫХ ПЛЕНОК, включающий вытяжку пленки за счет разности скоростей тихоходных промежуточных и быстроходных валков, причем усилие вытяжки увеличивают ступенчато посредством увеличения скоростей промежуточньос валков в направлении быстроходных валков, отличающийс я тем, что, с целью повышения качества пленки за счет повышения стабильности процесса вытяжки, увеличение усилия вытяжки осуществляют по закону геометрической прогрессии согласно соотношениям: . У Vc Йо где i 1,2,...,п-2 - порядковый номер валка. .t.iiLlj/ln. I Vo 6„-б/ к где V-(i 1,2,..,п-1) - скорость i-ro промежуточного валка; V, Vg- скорости быстроходного и ткхоходного валков соответственно; Ц - знаменатель геометрической прогрессии; п - число ступеней вытяжки; ,6о4г-деформация и напряжения, отвечающие началу (индекс 0) § и концу (индекс Т) процесса О) образования шенки в растягиваемой пленке и определяемые по кривой растяжения пленки при температуре ориентации полимеров; ё„- напряжение в пленке на последней ступени вытяжки, определяемое из кривой растяг Vn жения при деформации ь, Di CD 00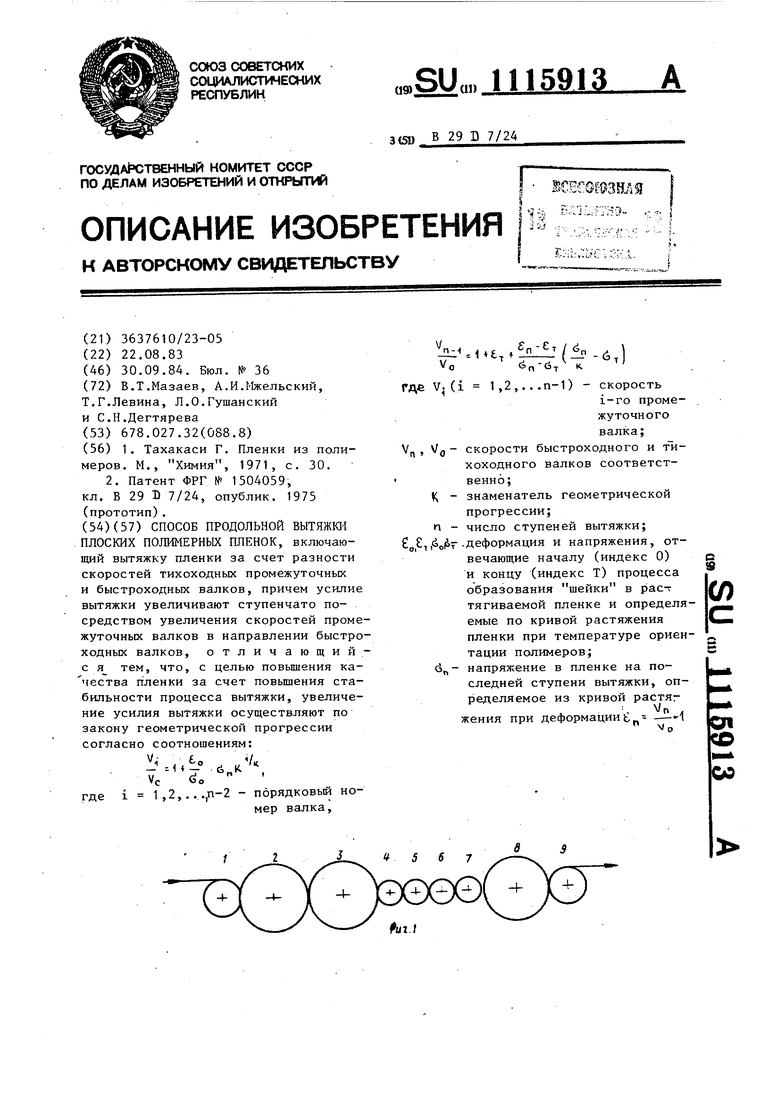
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тахакаси Г | |||
| Пленки из полимеров | |||
| М., Химия, 1971, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Многооперационный станок | 1986 |
|
SU1504059A1 |
| Солесос | 1922 |
|
SU29A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
