1
Изобретение относится к области производства полимерных пленок и должно найти применение при производстве двухосноориентированных термоусадочных рукавных полимерных пленок.
Известно устройство для двухосного растяжения рукавных полимерных пленок, содержащее расположенный внутри рукава и выполненный расширяющимся в направлении иеремещения рукава ширительпый элемент в виде неподвижного дорна 1.
Недостатком известного устройства является низкая производительность, обусловленная трением между пленкой и конической поверхиостью дорна.
Известно также наиболее близкое по технической сущности к изобретению устройство для двухосного растяжения рукавных полимерных пленок, содержащее расположенный внутри рукава и выполненный расширяющимся в направлении перемещения рукава ширительный элемент в виде по меньшей мере двух валков с приводами их вращения 2.
Недостатком этого устройства является недостаточно высокая производительность и качество пленки из-за наличия трения между пленкой и поверхностью валков.
Целью изобретения является повышение производительности устройства и качества пленок.
Достигается это тем, что валки выполнены с винтовой нарезкой но наружной поверхности, причем один выполнен с правой нарезкой, а другой - с левой.
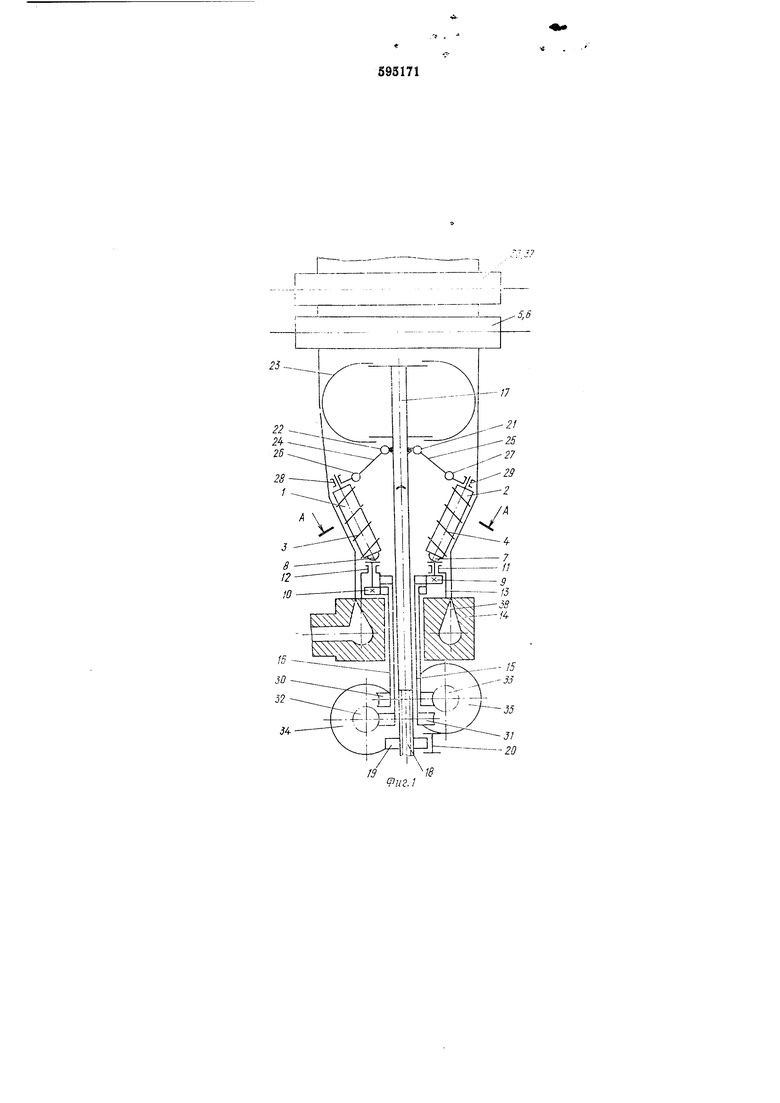
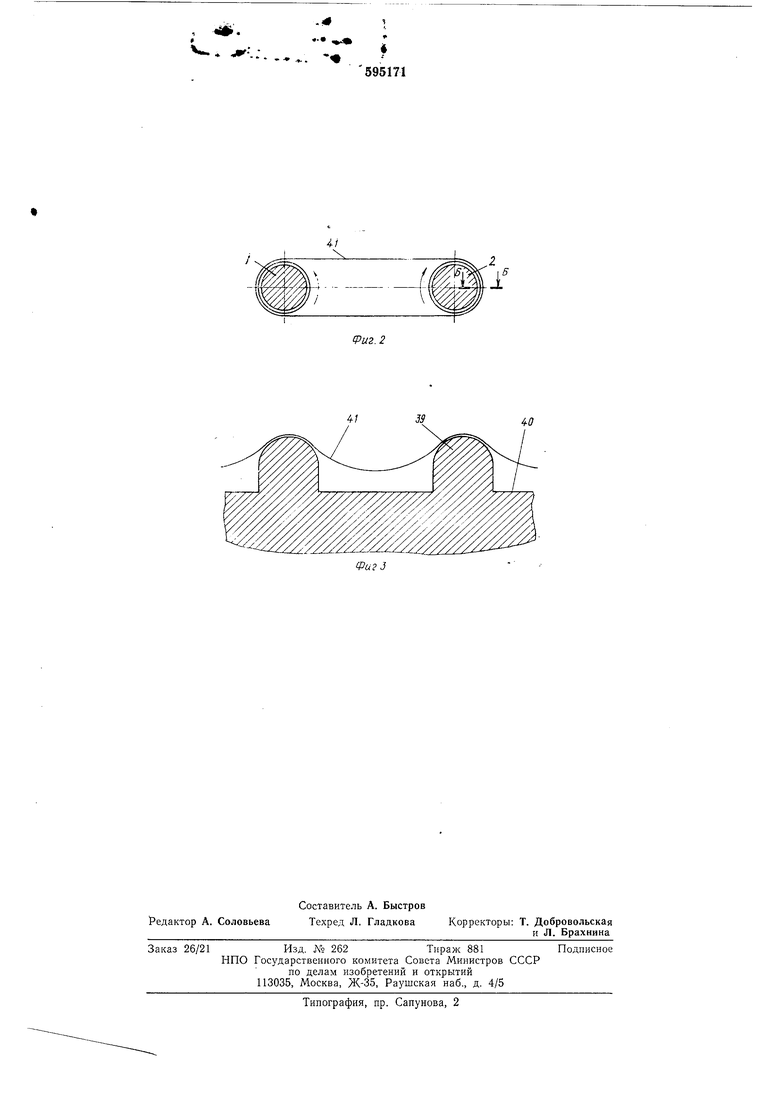
На фиг. 1 изображена схема устройства для двухосного растяжения рукавных полимерных пленок; на фиг. 2 - сечение по А-А; на фиг. 3 - сечение по Б-Б.
Устройство содержит ширительный элемент
в виде валков 1 и 2, соответственно выполненных один с правой винтовой нарезкой 3 ю наружной поверхности, а другой с левой 4, причем валки 1,2с винтовой нарезкой расположены под углом друг к другу и в илоскости, проходящей через линию контакта тянущих тихоходных параллельных валков 5 и 6, лежащих в плоскости, перпендикулярной направлению перемещения рукава.
Валки 1 и 2 соединены с иомощью шарниров 7 и 8 с ведомыми вал-щестернями 9 и 10, устаиовлениымн на подшипниках 11 н 12 в корпусе коробки 13, которая крепится к экструзионной головке 14. В центральном отверстии экстрззиоииой головки 14 концентрично
расположены полные ведущие вал-щестерни 15 и 16, находящиеся в зацеплении с ведомыми вал-шестернями 9 и 10, и центральная ось 17, имеющая на одном конце винт 18 с гайкой 19 и фиксатором 20, а на другом конце - два плоских шарнира 21 и 22 и эластичный баллон 23. Плоские шарниры 21 и 22 соединены рычагами 24 и 25 с шарнирами 26 и 27, установленными на корпусах подшипников 28 и 29. На ведуш,их вал-шестернях 15 и 16 насажены червячные колеса 30 и 31, находяшиеся в зацеплении с червяками 32 и 33, которые установлены на валах электродвигателей 34 и 35 постояниого тока. В одну линию с тянущими валками 5 и 6 расположены быстроходные тянушие валки 36 и 37. Короб; ка 13 и валки с винтовой нарезкой 1 и 2 расположены внутри пленочного рукава, выходяш,его из калибрующего канала 38 экструзионной головки 14. Валки с винтовой нарезкой 1 и 2 имеют винтовой канал, образованный выступами 39 нарезки и цилиндрической поверхностью сердечника 40. Работа устройства осуществляется следующим образом. Перед началом экструзии рукава пленки 41 приводят во вращение гайку 19 и, смещают ось 17 Б крайнее верхнее положение. Валки 1 и 2 при этом устанавливают параллельно оси 17. Эластичный баллон 23 находится в сложенном состоянии. В период запуска отсутствуют препятствия продвижению нераздутого пленочного рукава 41. После заправки пленочного рукава 41 в тянущие валки 5 и 6, 36 н 37 производят его раздув и настраивают процесс получения неориентированных полимерных пленок. Затем сообщают вращение валкам 1, 2 с винтовой нарезкой 3 и 4, соответственно, против и по часовой стрелке и, вращая гайку 19, втягивая ось 17, увеличивают угол между валками 1,2с винтовой нарезкой 3 и 4, повышая их число оборотов таким образом, чтобы не нарушить процесс формообразования нленочного рукава 41. Оптимальное число оборотов валков 1, 2 равно 0,1- 10 об/с. В системе автоматического регулирования чисел оборотов электродвигателей 34 и 35 установлены реле времени, которые поочередно с заданной периодичностью уменьшают число оборотов каждого из электродвигателей на 40%. Длительность одного такого периода устанавливается таким образом, чтобы обеспечить поворот пленочного рукава 41 в пределах 180-360°. Для того, чтобы устранить образование продольных складок перед тянущими валками 5 и 6, в эластичном баллоне 23 создают избыточное давление. Диаметр баллона 23 доводят до такой величины. при которой усилие торможения пленочного рукава 41 достаточно для устранения его поворота на участке перед тянущими валками 5 и 6. Скорость вытяжки пленочного рукава 41 устанавливают таким образом, чтобы обеспечить провисание пленки между валками 1, 2 с винтовой нарезкой 3 и 4 и баллоном. Увеличивая угол между валками 1, 2 с винтовой нарезкой 3 и 4, достигают такой степени поперечной вытяжки, когда пленка 41 вытягивается в сплошную шейку. Скорость относительного удлинения при таком методе растяжения достаточно стабильная. Поверхность валков 1 и 2 полируют во избежание образования повреждений на пленке. Оптимальное значение угла между валками 1, 2 лежит в пределах от 0,25 до 0,5 радиан, толщина и высота выступов винтовых нарезок 3, 4 валков 1, 2 предпочтительно должна составлять 20-100 толщин пленки, а ширина винтовых канавок и шаг винтовой нарезки должны быть не менее 100 толщин пленки, но не более диаметра валков 1, 2. Изобретение позволяет за счет «ввинчивания винтовой нарезки валков ширительного элемента в рукав пленки облегчить ее транспортирование, а следовательно, повысить производительность устройства и исключить обрывы и повреждения пленки, благодаря чему повысится ее качество. Формула изобретения Устройство для двухосного растяжения рукавных нолимерных пленок, содержащее расположенный внутри рукава и выполненный расщиряющимся в нанравлении неремещения рукава ширительный элемент в виде по меньшей мере двух валков с приводами их вращения, отличающееся тем, что, с целью повышения производительности устройства и качества пленок, валки выполнены с винтовой нарезкой но наружной поверхности, причем один выполнен с правой нарезкой, а другой- с левой. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ № 1211379, кл. 39 а, 7/24, опубл. 25.08.66. 2.Патент Японии № 48-38780, 25/5/К 422.2, 20.11.1973.
J4
19V
9uz. /
-Г
595171
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения двухосно ориентированных рукавных полимерных пленок | 1971 |
|
SU422205A1 |
| Устройство для изготовления рукавов из полимерных материалов | 1990 |
|
SU1712176A1 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1979 |
|
SU874382A1 |
| СПОСОБ ДВУХОСНОГО РАСТЯЖЕНИЯ РУКАВНЫХ ПОЛИМЕРНЫХ ПЛЕНОК | 1971 |
|
SU311767A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| Установка для двухосной ориентации полимерных рукавных пленок | 1981 |
|
SU975427A2 |
| Способ изготовления рукавной пленки | 1987 |
|
SU1495139A1 |
| СПОСОБ РЕЗКИ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 2000 |
|
RU2191691C2 |
| Способ получения термоусаживающегося изоляционного материала | 1988 |
|
SU1581589A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНОЙ ПЛЕНКИ, КОТОРАЯ ОРИЕНТИРОВАНА ПОД УГЛОМ К СВОЕМУ ПРОДОЛЬНОМУ НАПРАВЛЕНИЮ | 2009 |
|
RU2498902C2 |