Изобретение относится к технологии изготовления ориентированных пленок из термопластов.
Цель изобретения - повышение прочности и упругих свойств пленок из термопластов.
Для осуществления способа возможно использование материалов: пленка полиэтилентерефталатная (ПЭТФ) ГОСТ 24234-80, пленка полиамидная (ПА) - ОСТ Б-05-425-76; пленка полиэтиленовая (ПЭ), ГОСТ 16337-77, подвергнутая дополнительному радиационному облучению до величины поглощенной дозы 10 МРад; пленка дублированная полиэтилентерефталат-полиэтилен (ПЭТФ-ПЭ), изготавливается нанесением расплава полиэтилена высокого давления марки 16803-070, ГОСТ на полиэтилентерафталатную пленку, пленка дублированная полиамид-полиэтилен (ПА-ПЭ), изготавливается на - несением расплава полиэтилена высокого давления марки 16803-070, ГОСТ 16337-77 на полиамидную пленку. Пример 1. Пленку ПЭТ толщиной 100 мкм нагревают до 85°С и затем подвергают растяжению со скоростью вытяжки, возрастающей от Wo м/мин до Wfe 1,84 м/мин. При этом градиент скорости увеличивается по зависимости
If
0,46 ( W J.S L C 5T4) 1/мин
Растянутую пленку охлаждают до комнатной температуры. Изменение градиента скорости в процессе одноили двухосной вытяжки осуществляют по степенному соотношению путем нелинейного изменения скорости вытяжки на участке деформации регулированием скорости вращения электродвигателя „
Регулирование нелинейного изменил скорости вытяжки осуществляют за счет установки профильного кулачка на реостат,, регулирующего подачу напряжения возбуждения на обмотку электродвигателя, или подачей напряжения возбуждения заданной нелинейности. Реальный диапазон градиента скорости составляет У1 0,5- -146 1/мин„
Для определения значения градиен та скорости, технологических пара метров,, ориентации и контроля их в процессе ориентации пленки используют зависимость WK - W0 JL, где (WQ и W,, - соответственно начальная и конечная скорости растяжения.
Пример 2. Пленку ПЭТФ толщиной 100 мкм нагревают до 85°С и затем подвергают растяжению со скоростью вытяжки, возрастающей от W0 0,46 м/мин до W к 1,84 м/мин„ При этом градиент скорости уменьшается по зависимости
0,46
) 1/мин
Растянутую пленку охлаждают до комнатной температуры.
Пример 3. Пленку ПЭТ толщиной 100 мкм подвергают одновремен- ному двухосному растяжению при условиях ориентации, аналогичных примеру 1 .
Пример 4. Пленку ПЭТФ толщиной 100 мкм подвергают одновременному двухосному растяжению при условиях ориентации аналогичных примеру 2.
Пример 5. Пленку ПЭТФ толщиной 100 мкм нагревают до 85°С и затем подвергают растяжению со скоростью вытяжки, возрастающей от W0 0,46 м/мин до W к 1,84 м/мин. При этом градиент скорости увеличивается по зависимости
0,46 ( L
W S
0,46
)
1 /мин
до значения скорости вытяжки 1,15 м/мин, а затем градиент скорости уменьшается по зависимости
1,15
) 1/мин
Растянутую пленку охлаждают до комнатной температуры.
Пример 6. Пленку из ПЭТФ толщиной 100 мкм нагревают до 85°С и затем подвергают растяжению со скоростью вытяжки, возрастающей от W0 0,46 м/мин до Wk 1,84 м/мин. При этом для значения скорости вытяжки 1,15 м/мин градиент скорости уменьшается по зависимости
у Р. (
W
L V0,46
-)
1/мин,
0
5
0
5
0
а затем увеличивается по зависимо W
-(-руз 1/мин,
Растянутую пленку охлаждают до комнатной температуры.
Пример 7. Пленку ПА толщиной 80 мкм нагревают до 120°С и затем подвергают растяжению со скоростью вытяжки, возрастающей от W0 - 2,2 м/мин до Wк 4,4 м/мин.
При этом градиент скорости уменьшается по зависимости
v / W ч- . lf lT(272) 1/МИН
Растянутую пленку охлаждают до комнатной температуры.
Пример 8. Пленку из ради- ационно-модифицированного ПЗ толщиной 150 мкм нагревают до 100°С и затем подвергают растяжению со скоростью вытяжки, возрастающей от W0 1,2 м/мин до WK 2,4 м/мин. При этом градиент скорости уменьшается
по зависимости
-I
1/мин.
/
Растянутую пленку охлаждают до комнатной температуры.
Пример 9. Двухслойную пленку ПЭТФ-ПЭ толщиной 150 мкм нагревают до и затем подвергают растяжению со скоростью вытяжки, возрастающей от W0 0,6 м/мин до WK 2,1 м/мин. Ппи этом градиент скорости уменьшается по зависимости
55
0,6 , W ,- L 0,6
1/мин.
Растянутую пленку охлаждают до комнатной температуры.
Пример 10. Двухслойную пленку ПА-ПЭ толщиной 110 мкм нагревают до ЮО°С и затем подвергают растяжению со скоростью вытяжки, возрастающей от W 0,6 м/мин до Wn 1,8 м/мин. При этом градиент скорости увеличивается по зависимости 2
v, 0,6 , W N . , lf -L- (0 1/МИН
Пример 11. Пленку ПЭТ толщиной 200 мкм нагревают до 110°С и затем подвергают растяжению со скоростью вытяжки, возрастающей от WQ 0,46 м/мин до WR 1,84 м/мин. При этом градиент скорости увеличивается по зависимости
м 0,46 , W ,15,,
У -7- (/TTZ-) 1/мин.
О L 0,46
Участок деформации L 0,23 м Растянутую пленку охлаждают д комнатной температуры Пример 12, Пленку ПЭТФ толщиной 200 мкм нагревают до SO и затем подвергают растяжению на участке деформации L 0,2м со скоростью вытяжки, возрастающей от WЈ 0,5 м/мин до WK 2,0 м/мин.
При этом градиент скорости увеличивается по зависимости 0,5 L
1 /мин
Растянутую пленку охлаждают до комнатной температуры.
Пример 13. Пленку ПЭТФ толщиной 495 мкм нагревают до 85°С и затем подвергают растяжению на участке деформации L 0,45м со скоростью вытяжки, возрастающей о
0,1 м/мин до W., 1,5 м/мин.
Wc
При этом градиент скорости увеличивается по зависимости
1/мин.
Растянутую пленку охлаждают до комнатной температуры.
Пример 14. Двухслойную пленку ПЭТФ-ПЭ толщиной 150 мкм нагревают до 90 С и затем растягивают Со скоростью вытяжки, возрастающей от W0 0,6 м/мин до WK 3 м/мин. Длина участка деформации L 0,15 м. Градиент
468896
скорости увеличивается по зависимости
у 0,6 W , .
lf 1 (о 1/минРастянутую пленку охлаждают до комнатной температуры,.
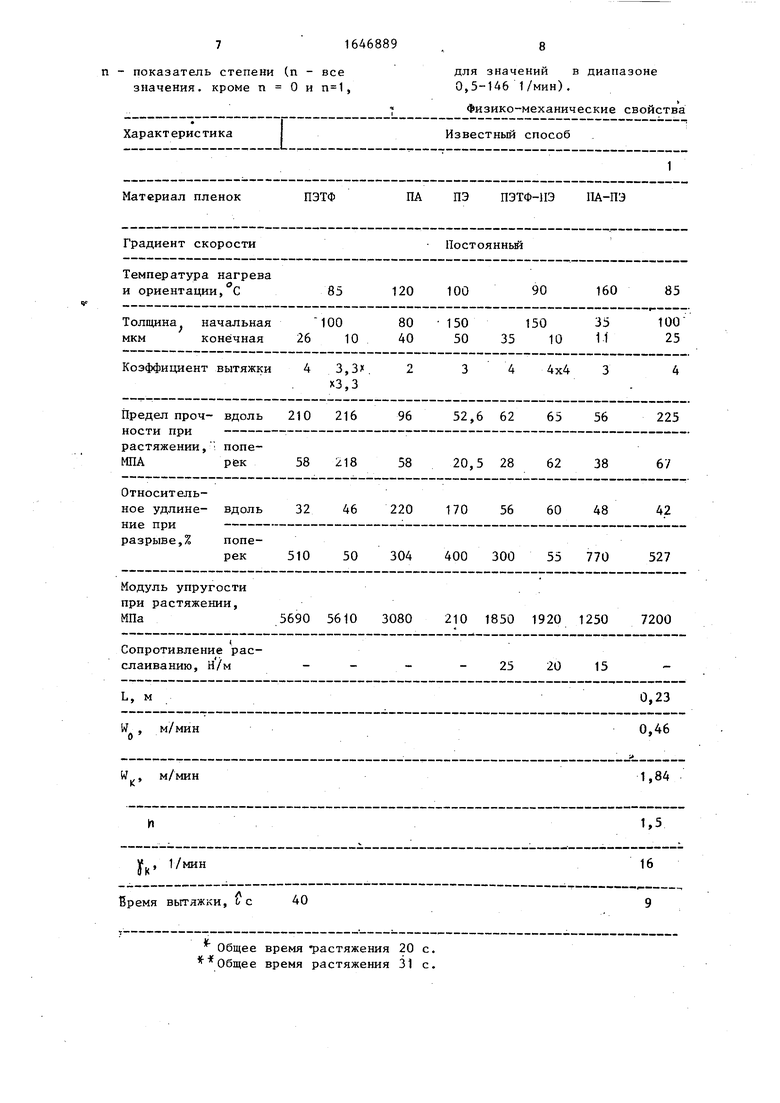
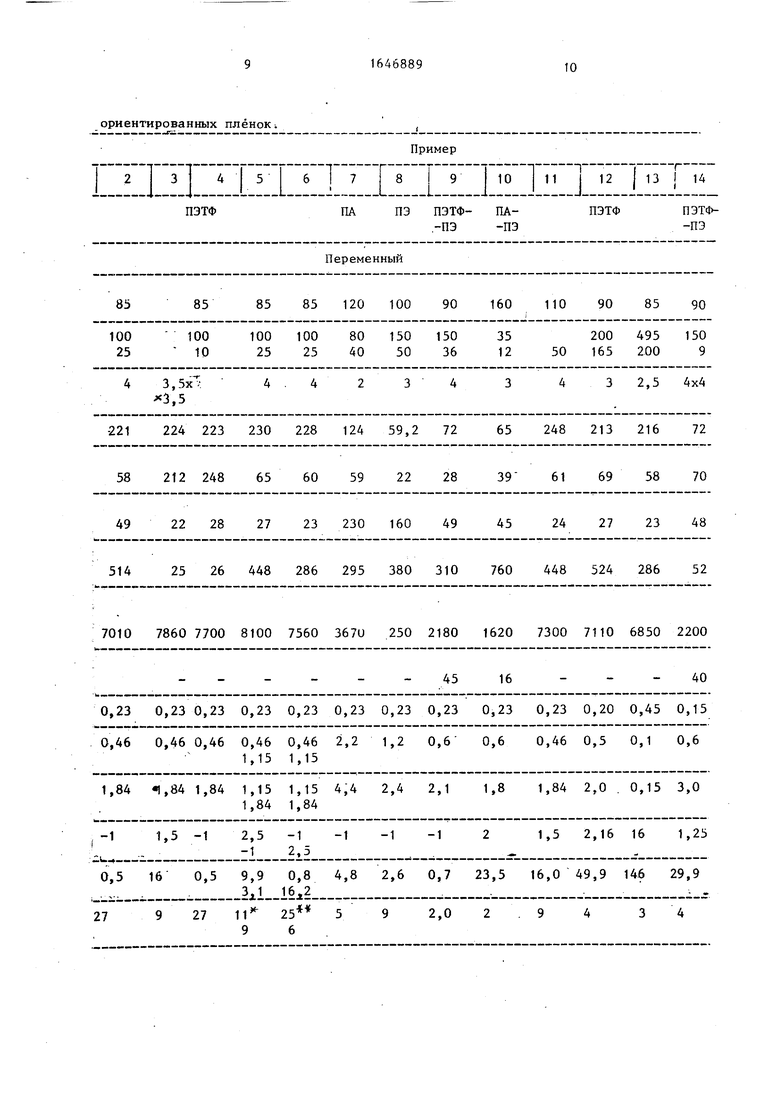
Результаты испытаний пленок и значения технологических параметров процесса вытяжки приведены s таблице ,
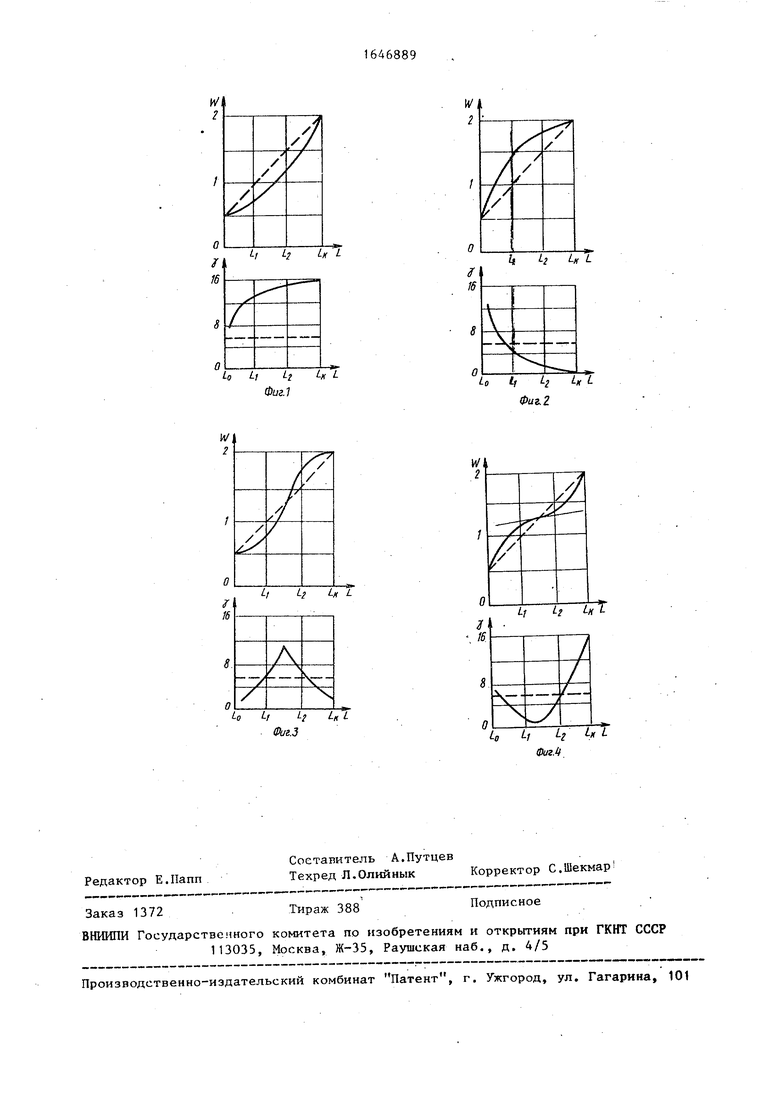
На фиг.1 и 2 представ юны графики изменения скорости вытяжки и градиента скорости для примерев 1 и 2, а на фиг. 3 и 4 для примеров 5 и 5.
10
5
0
5
0
5
0
5
Как видно из таблицы физико-ме- ханические свойства ориентированных пленок изменяются в зависимости от закономерности регулирования градиента скорости растяжения в процессе деформации. При одинаковых технологических параметрах ориентации предел прочности при растяжении и модуль упругости в 1,2 раза-больше, чем при растяжении с постоянным градиентом скррости.
Изобретение позволяет оптимизировать процесс растяжения и достичь максимального эффекта одновременного повышения предела прочности при растяжении и модуля упругости при выбранных параметрах ориентации.
За счет сокращения времени растяжения и увеличения скорости растяжения повышается производительность процесса ориентации. Формула изобрет.ения
Способ вытяжки пленок из термопластов, включающий растяжение пленки при температурах ВЬЕШС температуры стеклования полимера при увеличении скорости вытяжки, отличающийся тем, что, с целью повышения прочностных и упругих свойств пленки, вытяжку осуществляют с переменным градиентом скорости и градиент скорости изменяют в соответствии с соотношением
5
0
У
W
.)n
Ч i
где У1 - градиент скорости, 1/мин,
Wa,
W - соответственно начальная
и конечная скорости вытяжки м/мин;
длина участка деформации, на котором осуществляется изменение скорости деформации, м;
L n - показатель степени (п - все значения, кроме п 0 и ,
для значений в диапазоне 0,5-146 1/мин).
V
Физико-механические свойства


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ продольной вытяжки плоских полимерных пленок | 1983 |
|
SU1115913A1 |
| СПОСОБ СОЗДАНИЯ МИКРОРЕЛЬЕФА НА ПОВЕРХНОСТИ ПОЛИМЕРНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2009 |
|
RU2411258C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОЛИМЕРНЫХ МЕМБРАН | 1994 |
|
RU2104762C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОПОРИСТЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2576049C2 |
| СПОСОБ ВВЕДЕНИЯ ДОБАВОК В ПОЛИМЕРЫ | 2020 |
|
RU2751631C1 |
| Способ получения пленки | 1988 |
|
SU1680721A1 |
| Способ изготовления пленок и листов из полимерных материалов | 1980 |
|
SU899357A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИМЕРНЕОРГАНИЧЕСКИХ СЕНСОРОВ НА ПОЛЯРНЫЕ ВЕЩЕСТВА | 2006 |
|
RU2324931C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ПЛЕНОЧНОГО МАТЕРИАЛА ИЗ НАСЦЕНТНОГО РЕАКТОРНОГО ПОРОШКА СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА | 2001 |
|
RU2205845C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ПЛАСТИН ИЗ КРЕМНЕЗЕМА | 2006 |
|
RU2320688C1 |
Изобретение относится к технологии изготовления ориентированных пленок из термопластов позволяет получать ориентированные пленки, обладающие повышенными прочностными и упругими свойствами. Ориентацию пленок осуществляют путем вытяжки пленки при температурах выше температуры стеклования полимера и вытяжку осуществляют с переменным градиентом скорости, изменяющимся в соответствии с соотношением Ґ -() , где У- градиент скороL Ч ° сти, 1/мин; W0, WK - соответственно начальная и конечная скорости вытяжки J L - длина участка деформации, на котором осуществляют изменение скорости вытяжки , п - показатель степени (п - все значения, кроме и п 1 для значений У в диапазоне 0,15-146 1/мин). 1 табл., 4 ил.
Характ ерис тика
1
Материал пленок
ПЭТФ
растяжении, попеМПА рек 58 218 58
вдоль 32 46 220
поперек 510 50 304
Модуль упругости при растяжении, ИПа
5690 5610 3080 210 1850 1920 1250 7200
Сопротивление расслаиванию, Н/м
L, м
W , м/мин
W , м/мин
УК 1/
мин
Время вытлжки, ь с 40
у
Общее время растяжения 20 с. Общее время растяжения 31 с.
Известный способ
ПА ПЭ ПЭТФ-ИЭ 11А-ПЭ
20,5 28 62 38
67
170 56 60 48
42
400 300 55 770 527
25 20 15
0,23 0,46
1,84
1,5 16 9
279 27 11 25 592,0 29434
Редактор Е.Папп
Составитель А.Путцев
Техред Л.Олийнык Корректор С.Шекмар
Заказ 1372
Тираж 388
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
| Способ одноосной ориентации полимерных материалов | 1972 |
|
SU448141A1 |
| Солесос | 1922 |
|
SU29A1 |
| ДВУХОСНОГО РАСТЯЖЕНИЯ ПЛЕНОК И листов из ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 0 |
|
SU208925A1 |
| Солесос | 1922 |
|
SU29A1 |
| Химические волокна, 1975, № I, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
