Известны приспособления и приборы для лабораторных измерений радиальных усилий при круглом шлифовании посредством электрических датчиков, выполненные в виде передвижных в поперечном направлении подпружиненных кареток с центровыми бабками.
Описываемым приспособлением обеспечивается непрерывный контроль за величиной радиальных усилий шлифования в производственных условиях, без ограничения технологических возможностей круглошлифовальных станков.
Это достигается: а) монтажом пружинного динамометра на гайке винтового механизма поперечной нодачи шлифовальной бабки, винт которого неподвижен, а гайка выполнена подвижной в осевом направлении относительно корпуса шлифовальной бабки, в подшипнике которого она приводится во враш,ение от привода поперечной подачи; б) выполнением динамометра в виде двух тарированных тарельчатых пружин, помещенных с обеих сторон гайки между торцами подшипника и упорными кольцами гайки, которая взаимодействует в осевом нанравлен ии с контактным электрическим датчиком, закрепленным на корпусе бабки; в) осуществлением взаимодействия гайки с контактным электрическим датчиком через поворотный рычаг, на плечо которого воздействует опорный шарик, помешенный на оси гайки в теле торцовой заглушки.
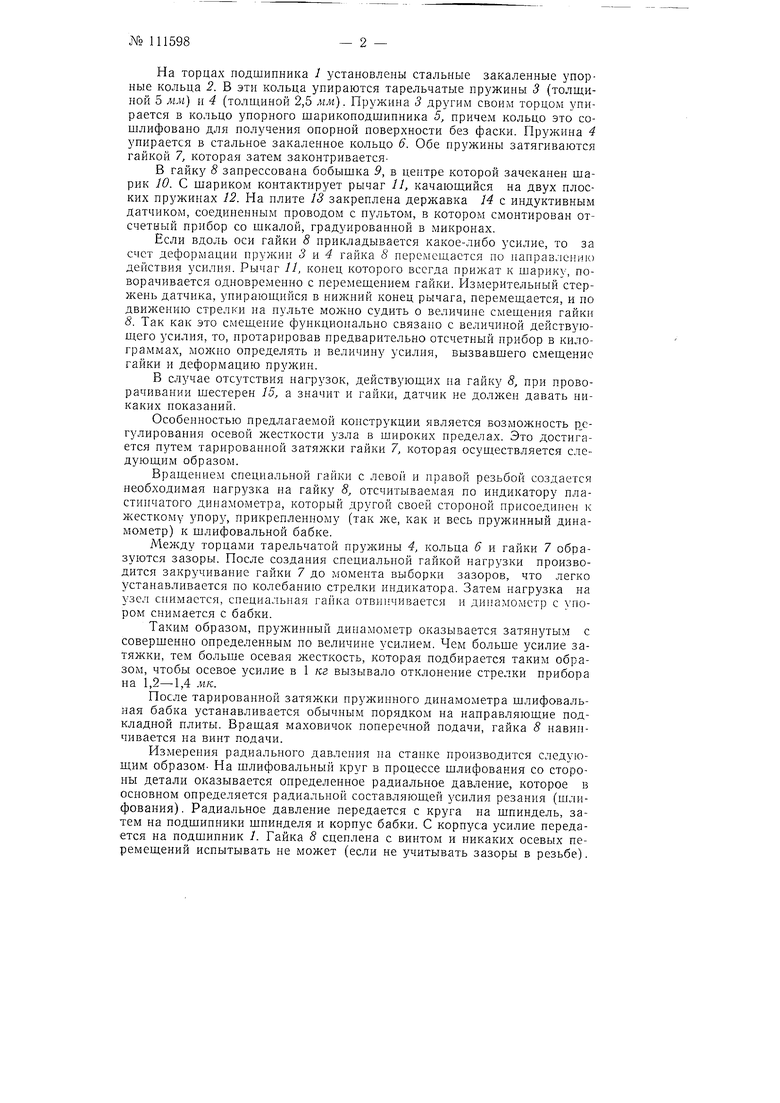
На чертеже изображено приспособление в двух проекциях.
Предлагаемое приспособление предназначается для использования на круглошлифовальных станках. Описание дается в применении к круглощлифовальному станку, на котором шлифовальная бабка перемещается по направляющим скольжения.
№ 111598- 2 -
На торцах подшипника 1 установлепы стальные закаленные упорные кольца 2. В эти кольца упираются тарельчатые пружины 3 (толщиной 5 м.ч) и 4 (толщиной 2,5 мм. Пружина 3 другим своим торцом упирается в кольцо упорного щарикоподщинника 5, причем кольцо это сощлифовано для получения опорной поверхности без фаски. Пружина 4 упирается в стальное закаленное кольцо 6. Обе пружины затягиваются гайкой 7, которая затем законтриваетсяВ гайку 8 запрессована бобыщка 9, в центре которой зачеканен шарик 10. С шариком контактирует рычаг 11, качающийся на двух плоских пружинах 12. На плите 13 закреплена державка 14 с индуктивным датчиком, соединенным проводом с пультом, в котором смонтирован отсчетный прибор со шкалой, градуированной в микронах.
Если вдоль оси гайки 8 прикладывается какое-либо усилие, то за счет деформации пружин 5 и 4 гайка 8 перемещается по направлению действия усилия. Рычаг 11, конец которого всегда прижат к шарику, поворачивается одновременно с перемещением гайки. Измерительный стержень датчика, унирающийся в нилсний конец рычага, перемещается, и по движению стрелки на пульте можно судить о величине смещения гайки 8. Так как это смещение функционально связано с величиной действующего усилия, то, иротарировав предварительно отсчетный прибор в килограммах, можно определять и величину усилня, вызвавшего смещение гайки и деформацию пружин.
В случае отсутствия нагрузок, действующих на гайку 8, при проворачивании щестерен 15, а значит и гайки, датчик не должен давать никаких иоказаний.
Особенностью предлагаемой конструкции является возможность р,егулирования осевой жесткости узла в широких пределах. Это достигается путем тарированной затяжки гайки 7, которая осуществляется следующим образом.
Вращением специальной гайки с левой и правой резьбой создается необходимая нагрузка на гайку 8, отсчитываемая по индикатору пластинчатого динамометра, который другой своей стороной присоединен к л есткому упору, прикрепленному (так же, как и весь пружинный динамометр) к шлифовальной бабке.
Между торцами тарельчатой пружины 4, кольца б и гайки 7 образуются зазоры. После создания специальной гайкой нагрузки производится закручивание гайки 7 до момента выборки зазоров, что легко устанавливается по колебанию стрелки индикатора. Затем нагрузка на узел снимается, специальная гайка отвинчивается и динамометр с упором снимается с бабки.
Таким образом, пружинный динамометр оказывается затянутым с совершенно определенным по величине усилием. Чем больше усилие затяжки, тем больше осевая жесткость, которая подбирается таким образом, чтобы осевое усилие в 1 кг вызывало отклонение стрелки прибора на 1,2-1,4 -И/с
После тарированной затяжки нружииного динамометра шлифовальная бабка устанавливается обычным порядком на направляющие подкладной плиты. Вращая маховичок поперечной подачи, гайка 8 навинчивается на винт подачи.
Измерения радиального давлення на станке производится следующим образом- На шлифовальный круг в процессе щлифования со стороны детали оказывается определенное радиальное давление, которое в основном определяется радиальной составляющей усилия резания (шлифования). Радиальное давление нередается с круга на шпиндель, затем на подшинники шпинделя и корпус бабки. С корпуса усилие передается на подшипник /. Гайка 8 сцеплена с винтом и никаких осевых перемещений испытывать не может (если не учитывать зазоры в резьбе).
Под давлением со стороны подшипника / тарельчатая пружина 3 сжимается, подшипник / вместе с плитой 13, державкой М и датчиком перемещается по гайке 8. Рычаг 11 поворачивается, и по показаниям датчика можно судить о величине усилия, вызвавшего перемешение.
Предмет изобретения
1.Приспособление к круглошлифовальным станкам для непрерывного измерения радиального усилия шлифования с использованием пружинного динамометра и электрического датчика перемешений, отличающееся тем, что, с целью обеспечения возможности измерения усилия в производственных условиях без ограничения технологических возможностей станка, пружинный динамометр смонтирован на гайке винтового механизма поперечной подачи шлифовальной бабки, винт которого неподвижен в угловом отношении, а гайка выполнена подвижной в осевом направлении относительно корпуса щлифовальной бабки, в подшипнике которого она приводится во вращение от привода поперечной
подачи.
2.Приспособление по п. 1, от л и ч а ю щ е е с я тем, что динамометр выполнен в виде двух тарированных тарельчатых пружин, помешенных с обеих сторон гайки менаду торцами подшипника и упорными кольцами гайки, которая взаимодействует в осевом направлении с контактным электрическим датчиком, закрепленным на корпусе бабки.
3.Приспособление по пп. 1 и 2, отличающееся тем, что взаимодействие гайки с контактным электрическим дачтиком осуществляет ся через поворотный рычаг, на плечо которого воздействует опорный шарик, помещенный на оси гайки в теле торцевой заглушки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления величиной радиального усилия шлифования на круглошлифовальном станке | 1957 |
|
SU117627A2 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1995 |
|
RU2092298C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2191675C1 |
| Устройство для автоматического регулирования радиального усилия шлифования на круглошлифовальном станке | 1960 |
|
SU134581A1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1992 |
|
RU2034691C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2001 |
|
RU2185948C1 |
| КОМБИНИРОВАННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1996 |
|
RU2113973C1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Опора шлифовальной бабки | 1988 |
|
SU1583270A1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2000 |
|
RU2177398C1 |
