Предлагаемое устройство является развитием изобретения по авт. св. № 111598, так как приспособление, защищенное этим авторским свидетельством, использовано в нем для непрерывного измерения величины радиального усилия шлифования на круглошлифовальном станке, причем при отклонении этой величины от заданной датчик приспособления посылает импульс в серводвигатель, изменяющий число оборотов изделия.
Особенностью предлагаемого устройства является применение шарнирного четырехзвенника с регулируемой длиной одного звена для связи между дросселем, регулирующим скорость движения стола, и сервомотором, управляющим скоростью вращения изделия. Такое выполнение устройства обеспечивает сохранение первоначальной величины продольной подачи стола на один оборот изделия при изменении числа оборотов изделия, что дает возможность проводить шлифование с наибольшей производительностью при заданном качестве обработки.
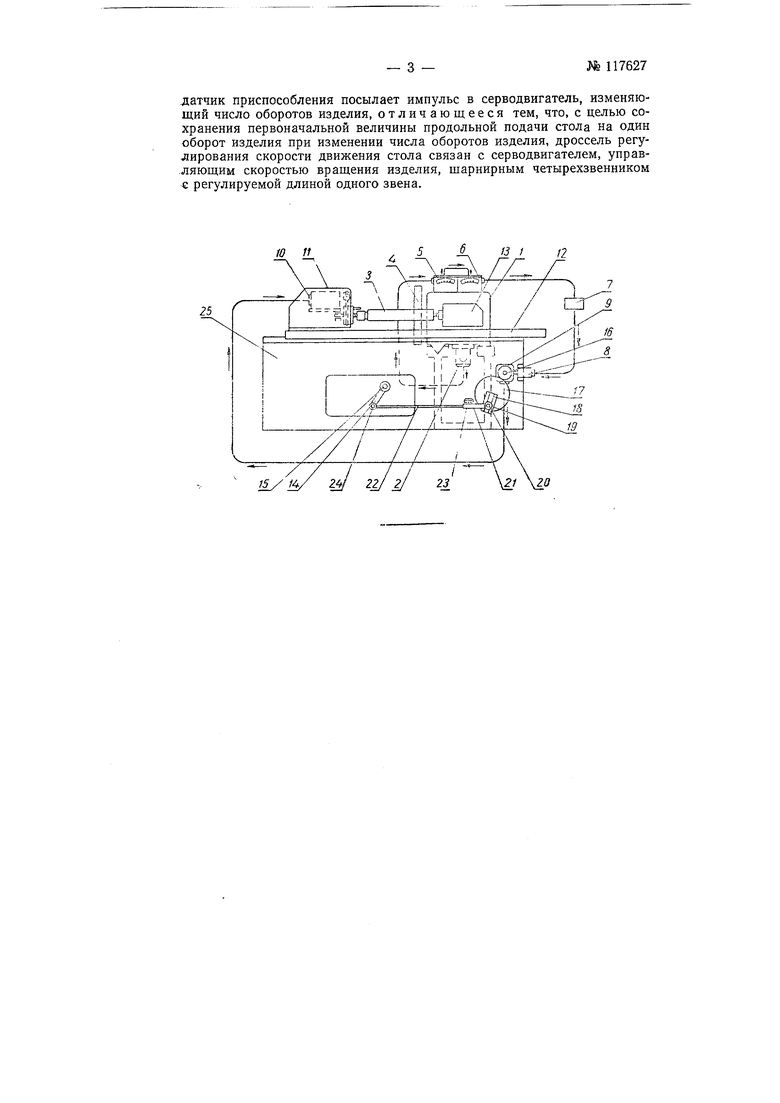
На чертеже схематически изображено предлагаемое устройство в общем виде.
На шлифовальной бабке 1 круглощлифовального станка смонтировано приспособление .2 по авт. св. № 111598 для непрерывного измерения величины радиального усилия шлифования, действующего во время обработки в зоне контакта обрабатываемого изделия 3 с абразивным кругом 4. Датчик приспособления 2 посылает к пульту 5 электрический импульс, величина которого пропорциональна величине радиального усилия шлифования Р. Из пульта 5 импульс поступает к такому же пульту 6, заранее настроенному на определенную, оптимальную с точки зрения производительности и качества обработки величину усилия Х Настроечный импульс пульта 6 суммируется алгебраически с импульN° 117627- 2 -
сом, поступившим от пульта 5. В зависимости от результатов этого суммирования на выходе пульта 6 появляется импульс определенной величины и знака, который подается на электронный усилитель 7. После усиления импульс подается к серводвигателю 8, заставляя ротор этого двигателя вращаться в том или ином направлении. Вал серводвигателя 8 соединен с движком 9 автотрансформатора (ЛАТРа), При вращении этого движка изменяется напряжение в обмотках двигателя 10 постоянного тока, смонтированного в передней бабке 11 и приводящего во вращение изделие 5. С изменением напряжения изменяется и число оборотов в минуту двигателя 10, а значит и изделия 5. При изменении числа оборотов изделия величина продольной подачи в долях ширины круга на один оборот изделия сохраняется постоянной, так как при изменении числа оборотов пропорционально изменяется и скорость движения стола 12, несущего переднюю // и заднюю 13 бабки с изделием 3. Связь между движком 9, поворотом которого изменяется число оборотов изделия, и рукояткой 14 дросселя 15, поворотом которого регулируется скорость движения стола 12, осуществляется при помощи шарнирного четырехзвенника. На ось движка 9 насажена шестеренка 16, находящаяся в зацеплении с щестерней 17 больщего размера. На торцовой поверхности шестерни 17 закреплена планка 18, по Т-образным направляющим которой может перемещаться сухарь 19 с цапфой на своем переднем конце. Сухарь закрепляется в требуемом положении винтом 20. На цапфу сухаря 19 надета планка 21, имеющая отверстие, в которое вставлена цилиндрическая тяга 22, закрепляемая винтом 23. Другим своим концом тяга 22 соединена цилиндрическим шарниром 24 с рукояткой 14 дросселя 15. Таким образом, шестерня 17 с планкой 18, тяга 22 с планкой 21, рукоятка 14 дросселя 15, смонтированные на станине 25 станка, составляют вместе шарнирный четырехзвенник с регулируемой длиной одного звена, что изменяет расстояние от оси вращения шестерни 17 до оси шарнира (цапфы сухаря 19). Положение сухаря 19 определяется в зависимости от устанавливаемой при настройке станка величины продольной подачи в долях ширины круга на один оборот изделия (S) и отсчитывается по щкале, нанесенной на планке 18.
В случае отклонения величины усилия Р от заданной оптимальной величины, на выходе пульта 6 появится импульс, который, пройдя через усилитель 7 поступит к серводвигателю 8. Последний передвигает движок 9, чем вызывает изменение числа оборотов изделия 5. Одновременно поворачивается шестерня 16, что вызывает поворот шестерни 17; приходит в движение тяга 22, в результате чего поворачивается рукоятка 14 и дроссель 15. При этом первоначальная величина подачи S сохраняется постоянной. Изменение числа оборотов изделия и скорости движения стола продолжается до тех пор, пока величина усилия Р не станет равной заданной. В этот момент на выходе пульта 6 импульс будет равен нулю и серводвигатель 8, а вместе с ним ЛАТР и дроссель 15 остановятся. Таким образом, во все время шлифования (чернового) величина радиального усилия шлифования (Р.) будет автоматически поддерживаться постоянной и равной оптимальной величине. Это обеспечивает проведение шлифования с наибольщей возможной производительностью при заданном качестве обработки.
Предмет изобретения
Устройство для автоматического управления величиной радиального усилия щлифования на круглощлифовальном станке с использованием приспособления по авт. св. № 111598 для непрерывного измерения величины этого усилия, при отклонении которой от заданной величины