Изобретение относится к металлургии черных металлов, конкретнее к сп собам модифицирования жидкого чугуна лигатурами на основе кремния. Известен способ модифицирования чугуна кремнемагниевой лигатурой, согласно которому присадку закладывают в углубление футеровки днища ковша, накрывают железным листом и наполняют ковш чугуном С1. Недостатком этого способа; модифицирования является невозможность пре отвратить всплывание лигатуры после расплавления и растворения в чугуне листа,при этом магний и кремний из всплывшей лигатуры сгорают на возДух образуя аспирационные вьщепения. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ полу чения железокремнемагниевого сплава, согласно которому организуют электро магнитную циркуляцию расплава, магний присаживают в нисходящий поток расплава ферросилиция, создают в это нисходящем потоке электромагнитное утяжеление величиной 0,3-2, а для повышения концентрации магния распла направляют в утяжеленный нисходящий поток повторно 2 J. Однако этот способ нельзя использовать для введения в чугун кремнемагниевой лигатуры. Электропроводнос твердой лигатуры в10-50 раз меньше, чем у расплавившейся при той же температуре. При ввода лигатуры в утяже ленный нисходяш й поток тонет только расплавившаяся, жидкая лигатура, у которой электропроводность больше, чем у чугуна. Твердые куски лигатуры находятся на поверхности утяжеленного нисходящего потока, потому что них малая электропроводность, и элек тромагнитное утяжеление на них действует слабо. Снижается степень усво ения чугуном магния, происходит его окисление, образуются аспирационные выделения - дым и пьшь. Целью изобретения является повышение степени усвоения чугуном магни и снижение аспирационных выделений. Поставленная цель достигается тем что согласно способу модифицировани чугуна кремнемагниевой лигатурой в восходящем потоке расплава создают электромагнитное облегчение величи .ной 0,5-0,95 3 и лигатуру вводят в этот поток перед его направлением в утяжеленный нисходящий поток. На чертеже представлена схема реализации способа. Жидкий чугун 1 поступает в канал 2, и в него вводят электрический ток через электропроводные стенки 3 и А в направлении стрелки 5. Канал 2 помещен в магнитное поле, силовые линии которого проходят в направлении стреяки 6. В результате взаимодействия тока с магнитньи полем чугун в канале 2 утяжеляется электромагнитным способом. Под действием электромагнитного давления чугун вытекает из канала 2 через каналы 7 и 8 в каналы 9 и 10. По каналу 9 чугун направляют в нисходящий утяжеленный поток повторно. В чугун поступивишй в канал 10 и , пересекаемый магнитными силовыми линиями в направлении стрелки 6, вводят электрический ток через электропроводные стенки 3 и 11 в направлении стрелки 12. В результате взаимодействия электрического тока с магнитным полем чугун в канале 1П облегчается. В облегченный восходящий поток чугуна, движуш:ийся по каналу 10, подают твердую кремнемагниевую лигатуру 13. Вследствие большого электрического сопротивления твердой лигатуры электромагнитное облегчение действует на нее в 10-50 раз слабее, чем на чугун. При этих условиях кажущийся удельный вес лигатуры больше кажущегося удельного веса чугуна, и твердая лигатура погружается в положение 14, где и находится до расплавления. Расплавившаяся лигатура имеет меньшее электросопротивление, чем чугун и вследствие этого поднимается в облегченном потоке к его поверхности. . Вместе с чугуном жидкая лигатура перетекает в утяжеленный поток в канал 2 . В канале 2, в зоне электромагнитного утяжеления, лигатура вследствие своей большей, чем у чугуна электропроводности, утяжеляется сильнее нисходящего чугуна, тонет в нем и занимает положение 15, находясь в глубине расплава вплоть до полного усвоения. Электромагнитное облегчение величиной 0,5д делает кажущийся удельньй вес чугуна равным 3,45. Это меньше, чем удельный вес твердой лигатуры. Следовательно, облегчение 0,5д является минимально необходимым для погружения лигатуры в восходящем потоке 31 чугуна. Скорость восходящего потока устанавливают с таким расчетом, чтобы он не выносил на поверхность твердые, нерасплавившиеся куски лигатуры. Электромагнитное облегчение величи ной более 0,95 применять нельзя, потому что случайное локальное превышение величины облегчения более 1 я приводит к лавинообразному выбросу расплава из канала 10. Следовательно, величина облегчения 0,95д является верхним допустимым пределом. Пример 1. Чугун состава,%: С 3,6, Si 2, Мп 0,5, S 0,07 обрабатывали при электромагнитном облегчении в канале 10 величиной 0,8 . В поток чугуна, восходящий в канале 10 со скоростью 0,08 м/с, подавали лигатуру состава,%: Si 55, Mg 10, Fe остальное в кусках размером 10-30 мм. Лигатура погружалась в восходящем потоке. Всплывших твердых кусков в переливавшемся в канал 2 чугуне не отмечалось. Наблюдалось слабое образование белого дыма с поверхности чугуна. Расход лигатуры 12 кг/т. Длительность обработки 1 т чугуна 7-8 мин при . Температура к концу модифицирования составила 1360 С. Состав модифицированного чугуна,%: , 3,57, Si 2,65, Мп 0,49, S 0,01, Mg 0,055. Полезное использование магния из лигатуры 84%. Пример 2. Чугун такого же состава, как в примере 1 обрабатывали рри электромагнитном облегчении О,4о 70 . в канапе 10. Поданная .в канал 10 лигатура не погружалась в чугун, всплы вала в канал 2 и находилась там на поверхности до расплавления. Наблюдалось образование белого дыма и пировспьш1ки, обычные для модифицирования при наливе. Следовательно, облегчение 0,4о не достаточно для погружения кремнемагниевой лигатуры. Пример 3. Так же, как в примере 2 постепенно увеличивали облегчение. Погружение твердой лигатуры в чугун началось при величине облегчения 0,6-0,65 ij . Пример 4. Так же, как в примере 3 продолжали увеличивать облегчение, повьтая силу тока на каналах и приняв меры безопасности для персонала. При силе тока в совокупности с геометрией каналов, образующей облегчение 0,96-0,97iJ , произошел выброс расплава, и ток мгновенно отключили . Применение предлагаемого способа модифицирования чугуна уменьшает пьишвьщеление по сравнению с известными способами в 5-10 раз. Не требуются упаковка лигатуры и разовые приспособления. Степень использования магния повышается на 10-30%. Прииспользовании данного способа реализуется непрерывное модифицирование и десульфурация чугуна силикомагнием в потоке. Возможная полная автоматизация модифицирования.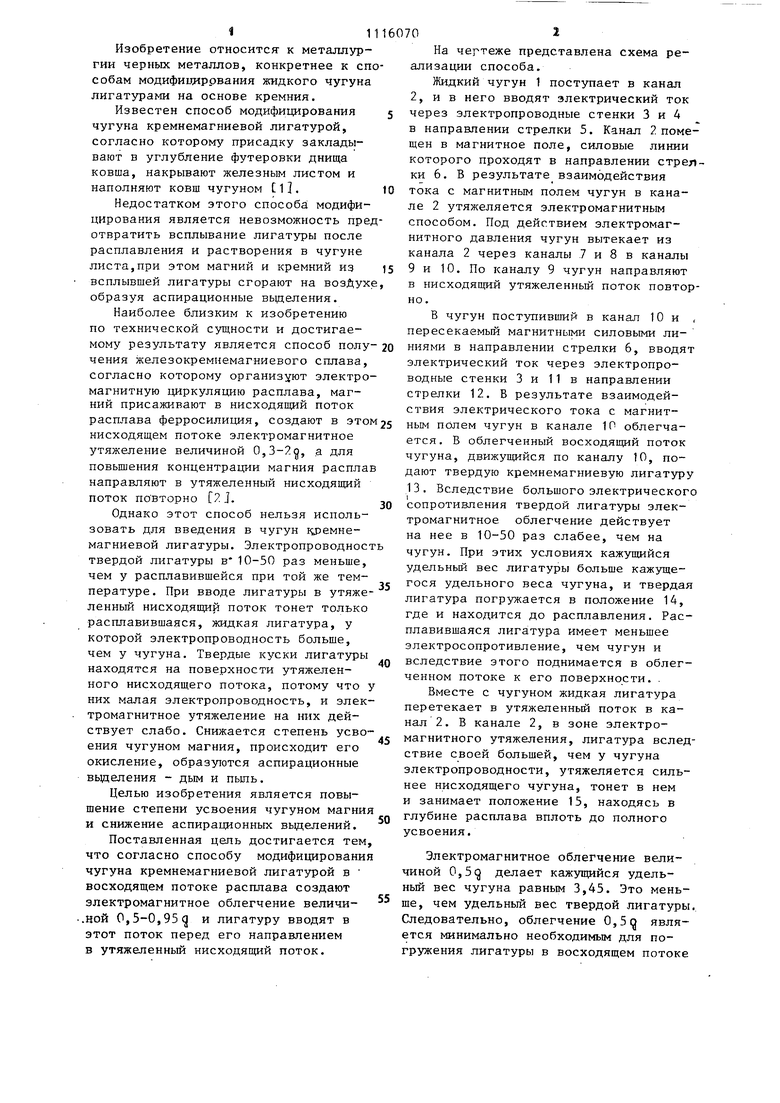
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения железо-кремний-магниевого сплава | 1982 |
|
SU1054429A1 |
| Установка для модифицирования чугуна | 1980 |
|
SU937519A1 |
| Способ получения железо-кремний-магниевого сплава | 1987 |
|
SU1493682A1 |
| Устройство для модифицирования расплавленного металла | 1989 |
|
SU1705353A1 |
| Модификатор для чугуна и стали | 1977 |
|
SU785373A1 |
| Способ производства высокопрочного чугуна | 1989 |
|
SU1705352A1 |
| Способ модифицирования чугуна | 1973 |
|
SU521317A1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2013 |
|
RU2542041C1 |
| Способ получения чугуна с шаровидным графитом | 1981 |
|
SU985053A1 |
| Способ получения чугуна с шаровидным графитом для изготовления коленчатых валов | 1984 |
|
SU1266883A1 |
СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА КРЕМНЕМАГНИЕВОЙ ЛИГАТУРОЙ, включающий организацию электромагнитной циркуляции расплава, электромагнитное утяжеление расплава в нисходящем потоке, повторное направление расплава в утяжеленный нисходящий поток и ввод лигатуры, отличающийс я тем, что, с целью повышения степени усвоения чугуном магния и снижения аспирационных веделений, в восходящем потоке расплава создают электромагнитное облегчение величиной 0,5-0,95 и лигатуру вводят в этот поток перед его направлением в утяжеленный нисходящий поток. (Л с:
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник по чугунному литью | |||
| Под ред | |||
| Н.Г | |||
| Гиршовича | |||
| Изд | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машиностроение, 1978, с | |||
| Деревянная повозка с кузовом, устанавливаемым на упругих дрожинах | 1920 |
|
SU248A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке № 3455895/02,кл, С 7/00, 1982. | |||
