одни иоотив дп гого н ;:аипавлении 1юдаи П;Эакля он1ги для проволок.
ч
М 111688- 2 -
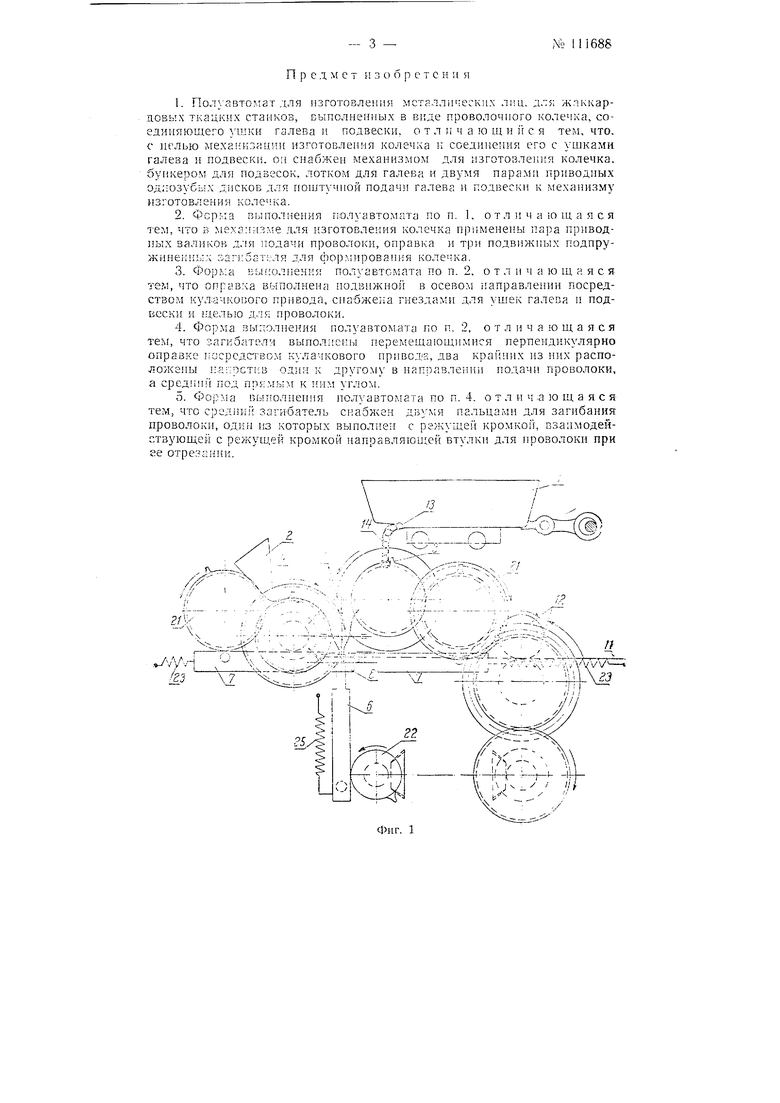
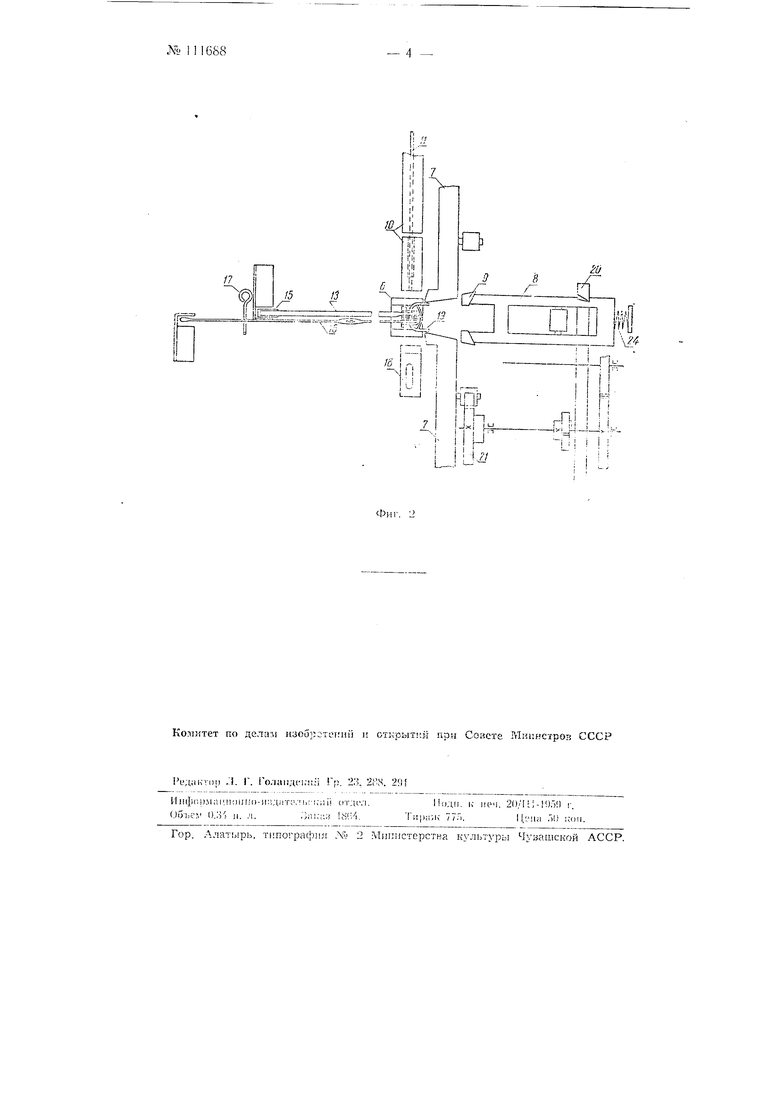
Нл фш. 1 11зс;бра ке11а схема полуавтодтата-вид спереди; на фнг. 2- схема р1асположеиня основных деталей .еха;1нзма сборки галева н подвески при пол;ощи колечка.
Пслуавтом.гг ммеет слсду-ощис детали: бункер / для иодвесок, лоток 2 для галер5, две пары иркзодлых одпозубых дисков- диски U ;;,ля подачи подвесок :; диски 4 для подачи галеп, ириеммик 5, 1юдвиж у О oiipaBJxy 6 с гнездам -; для подвесок и 1алсБ, подглгжиые подиружиисииые загибател): для прсволски, иеремешаюидиеся перпендикулярно оправке 6. Два крайних загибател;; 7 формируют колеч о, соединяющее подвеску с ушком галева и располокеиы одии против другого в иаправлеиии подачи проволокг;. Средплй загиб тел1, 8 расположен под пря:. углол; к икл: и имеет два пальца, одни из которых выполнен с режущей кромкой 5, взаимодействующей при отрезании проволоки с релсущеи KJIOMKOH направляющей втулки 10 для проволоки.
Проволока // подается napoil пригюдных валиков 2.
Работа . уавтомата происходит следуюптим образом.
В бупкср 1 закладываются подвески 13, представ.тяюшие собой отpesivii iJpOBOJiOKii, коиса );отпро; г сплющен в форме лопаточки и имеет в середине отверстие. {Зу:п еру J сообщается вкбрируюн ее движение, благодаря которому происходит иепрерывиая подача подвесок к питательному отводу 14 бу :кера, где подвески задерживаются плоскими пружинами. Из питательного отвода 14 буикера проггзводитея поппучнаг: подана подвесок и ;| 1водиыми ол,иозубьгмп дисками 3, которые сбрасывают по;;,всски 13 через пр1:ем п-1К 5 в гнездо оправки 6 лопаточкой на ребро. Другой коиеп подвески 13 ложится па мостик 15, которым поддерживается во время соединепия подвескп и галева колечком.
Одновременно па лоток 2 кладутея по одной штуке галева If), KOTopLie затем однозубв ми дисками 4 также сбрасываются через пр|;емнмк 5 в другое гнездо оиравкн 6. Это гнездо расположено рядом с гнездом для подвескп таким образом, что отверстия в подвеске 13 и в 1ике гг.лева 16 находятся иа одной прямой, совпадающей по направлению со щелью, пмеюидейся иа конце оиравщ- 6 для прохождения через нее проволоки //, из которой загибается колечко. Другой конец галева лс:КГ1Гся скобу 17. Затем liapa приводпвьх валиков 12 подает пооволоку через напра :;л;поп1,уго втулку 10 в щелв оправки 6 до упора 18. В это вре:ля средний загпбате.ть 8 пахо.аится в положении, при котором его два пальца расположены за опрквкой 6.
После того как проволока // подана в оправку 6, средпий загибатель 8 передвигается в горизопталыю направлении, обрезая этом своей реж н1;е11 кромкоГ .9 проволоку //, двумя пальцами изгибает ее в BiLie скобки J9 и остаетс в крайнем з.адпем положении, задерживаясь защелкой I;/. После этого пригодятся в поступательпое движение навстречу друг другу при помощи 1;улачкового привода 21 (на фиг. 2 показан с одной стороны) загпб.атели 7, которые обжимают проволоку на оправке 6 в колечко.
Оправка 6 кулачковым приводом 22 передвигается в осевом направлении вниз, мостик 15 н скоба 17 отжимаются вниз и освобожденные подвеска и галево, соединенные колечком, падают в сборник (на чертеже не показан).
Защелкй 20 освобождает загибатель 8, и оправка 6 и загибатели 7 ц 5 нод действием прулсип 23, 24 и 25 возвращаются в исходное по-ложение, после чего цикл повторяется.
1.Полуавтомат для изготовления металлических лгаь л.т;: жя.ккардсвых ткацких станков, выполненных в виде проволочного колечка, соединяющего ушки галева и подвески, о т л и ч а ю щ и и с я тем, что, с пелью лгеха о;з; ции изготовления колечка и соединеиия его с ушкамк галева и иодвеск -;. он снабжен механизмом для изготовле1 ия колечка, бункером для подвесок, лотком для галева и двумя парами привод 1ых од;;озубых дисков для иоилучной подачи галева и подвески к механизму изготовления колечка.
2.Ферма выполнения п:олуавтомата по п. 1. о т л i ч а ю щ а я с я тем. что в механизме для изготовления колечка применены пара приводных валиков д.чя подачи проволоки, оправка и три подвижных подпружинекны:; эаг :52т;;ля для формирова и-;я колечка.
3.Форг ;а Быиолиении полуавтомата по п. 2, о т л и ч а ю щ а я с я тем, что оправха выполнена подвижной в осевом направлении посредством кулачкового привода, спабжена гнездами для ушек галева и подвески и ьцелью дл.ч проволоки.
4.Форма вылолиепия полуавтомата по п. 2, о т л и ч а ю ш, а я ся тем, что загиба.тели выполнены перемещаюшнмися перпеидикулярно оправке посредством кулачкового привода, два крайиих из них расположены паг;рст -:в один к другому в направлении подачи проволоки, а средннГ под прямылг к ним углом.
5.Форола выполнегпш полуавтомата по п. 4. от л и ч ,а ю щ а я с я тем, что сред1П1Й загибатель снабжен двумя пальцами для загибания проволоки, один из которых выполнен с режущей кромкой, взаимодействующей с режущей кромкой направляющей втулки для проволоки при ее отрезании. Vv