(5) УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ТРУБ ПО ДЛИНАМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для разбраковки длинномерных трубок | 1982 |
|
SU1117088A1 |
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| Устройство для поштучной выдачи длинномерных цилиндрических изделий из пачки | 1989 |
|
SU1787910A1 |
| Линия резки труб | 1990 |
|
SU1792810A1 |
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |
| Поточная линия для обработки длинномерных заготовок | 1977 |
|
SU692759A1 |
| Линия резки труб | 1982 |
|
SU1191202A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
1
Изобретение относится к технике контроля и сортировки изделий по размерам и может быть использовано, например, в трубном производстве для сортировки труб по длине.
Известно устройство для сортировки, содержащее механизм поштучной выдачи заготовок, приводной рольганг, систему управления и контейнеры - накопители 1 .
Недостаток известного технического решения в том, что его производительность невелика.
Известно устройство для сортировки изделий по длине, содержащее механизм поштучной выдачи изделий, роликовый транспортер с управляемым упором и сбрасывателем, систему управления и выполненный в виде набора измерительный блок 2}.
Недостаток известного технического решения в том, что его производительность ограничена, так как требуется высококвалифицированный персонал.
Наиболее близким по своей технической сущности является устройство для сортировки труб, содержащее механизм поштучной выдачи заготовок, состоящий из наклонной площадки и отсекателей , приводной рольганг с упором для заготовок, размещенный вдоль наклонной площадки, механизма поштучной выдачи заготовок, систему управления и контейнеры-накопите10
ли 13.
Недостаток известного технического решения в том, что его производительность невелика.
Целью изобретения является повы15шение производительности сортировки.
Указанная цель достигается тем, что устройство для сортировки труб по длинам, содержащее механизм поштучной выдачи заготовок, состоящий
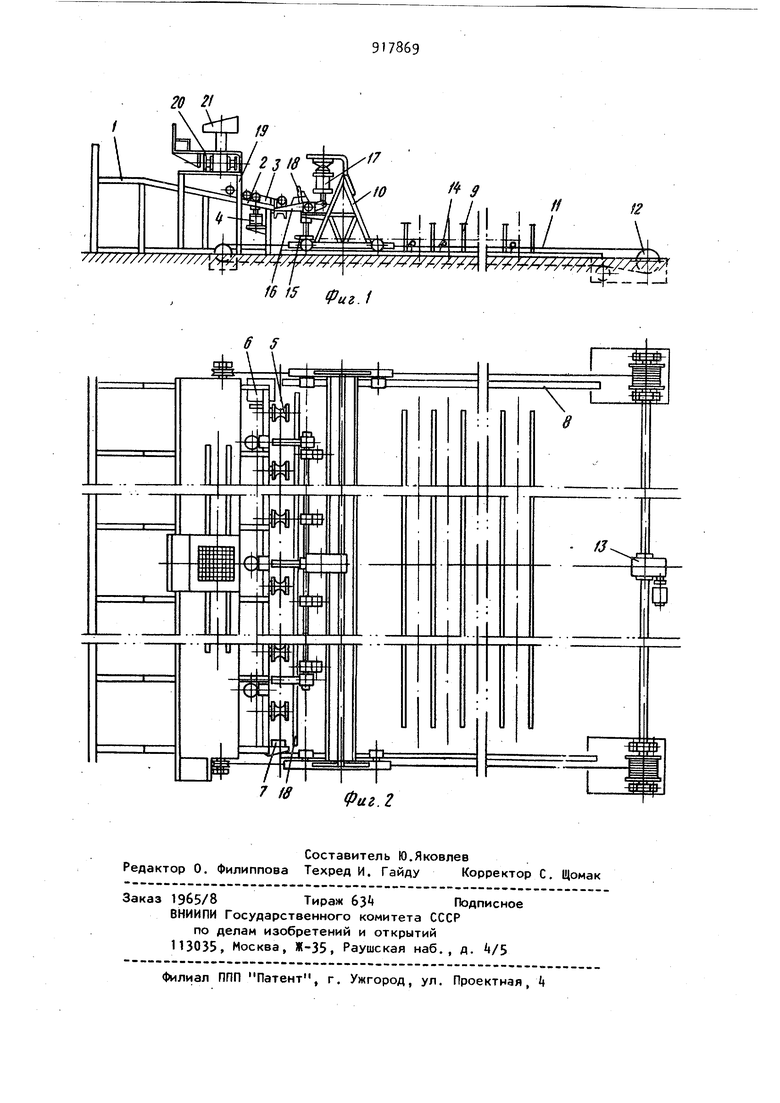
20 из наклонной площадки и, отсекателей, приводной рольганг с упором для заготовок, размещенный вдоль наклонной площадки механизма поштучной 39 выдачи заготовок, систему управления и контейнеры-накопители, имеет две направляющие, размещенные перпен дикулярно к оси симметрии приводного рольганга, и приводную портальную тележку, установленную на направляющих и несущую каркас, состоящий из группы двуплечих рычагов с линейкой для измерений, установленных с возможностью поворота на каркасе портальной тележки , силового цилиндра , и подпружиненных толкателей портальной тележки, а система управления состоит из операторского пульта, смонтированного над наклонной площ-адкой механизма поштучной выдачи заготовок, и электрически связанного с ним блока выключателей конечных положений портальной тележки, расположенного вдоль контейнеров-накопителей для взаимодействия с соответст вующим подпружиненным толкателем портальной тележки. На фиг. 1 изображен общий вид устройства для сортировки труб по длинам; на фиг. 2 - то же, вид сверху. Устройство для сортировки труб по длинам выполнено в виде полуавтомати ческой линии и содержит механизм поштучной выдачи заготовок 1, который переходит в наклонную площадку 2 для раскатывания труб до упоров-отсекателей 3, расположенных на ее конце, под которыми встроена группа пневмоотсекателей t. В торце наклонной площадки 2 установлен рольганг 5 е приводом 6. По оси рольганга 5, в его торце, вмонтирован ограничивающий упор 7, определяющий начало отсчета длины измеряемой трубы. Перпендикулярно к оси рольганга 5 на полу цеха уста новлены две направляющие 8 с рассто янием одна от другой, обеспечивающим укладку трубы максимальной длины, а между ними установлены контейнерынакопители 9 нужного количества для приема в каждой из них труб определенной длины. По направляющим 8 пере меицается портальная тележка с каркасом 10, не требующая специального токоподаода , что упрощает общую конструкцию линии. Движение тележки 10 осуществляется с помощью двух тросо 11, закрепленных на ее каркасе 10 и наматываемых на два барабана 12, установленных на полу цеха и соверш ющих реверсивное вращение от электро 4 еханического привода 13. Причем теежка выполнена портальной конструк-i ии, позволяющей передвигаться с сответствующим зазором между верхним абаритом контейнеров-накопителей 9 ее каркасом 10. На внешней стороне направляющей В перед каждым контейнером-накопитеем 9 установлены конечные выключатели 14, на которые при движении теежки 10, может нажимать подпружиненный толкатель 15, установленный на ходовой части портальной тележки. Каркас 10 портальной тележки имеет серию двуплечих рычагов 16 с перпендикулярным расположением плеч, совершающих угловое вращательное движение от пневмоцилиндра 17, шарнирно закрепленного на каркасе тележки. На одной группе плеч рычагов 16 установлена мерительная линейка 18, причем нулевой ее отсчет находится в плоскости упора 7 рольганга 5. Над наклонной площадкой 2 установлен настил системы управления 19, по которому перемещается каретка 20 с операторским пультом 21, что обеспечивает хороший обзор и удобство работы оператору. Устройство работает следующим образом. Цеховым мостовым краном пакет труб, подлежащих сортировке, укладывается на механизм поштучной выдачи заготовок 1, и трубы постепенно раскатываются по наклонной площадке 2 до упора осекателей 3. Портальная тележка 10 находится в исходном положении - у рольганга 5. Оператор нажимает кнопку на пульте 21 системы управления 19 и включает пневмоотсекатели 4, которые поднимают одну трубу с наклонной площадки 2 до уровня наклонной плоскости упоров 3, труба скатывается на ролики приводного рольганга 5. Нажатием кнопки на пульте 21 включается привод рольганга 6 и труба подается до упора 7, а вращающиеся ролики рольганга 5, проскальзывая по поверхности трубы, удерживают ее прижатой к упору 7. (Рольганг остается включенным до окончания работы линии). Затем бператор нажимает кнопку на пульте 21 , включающую пневмоцилиндр 17 на портальной тележке 10, и поворотом двуплечих рычагов 1б труба снимается с роликов рольганга 5 и перекатывается к мерительной линейке 18. Оператор визуально по линейке 18 устанавливает длину трубы и включает соответствующий длине измерител ной трубы тумблер на пульте 21. Груп па тумблеров расположена на пульте системы управления 1$, этим он замыкает сЬответствующий конечный выключатель k, расположенный у нужного контейнера-накопителя 9. После включения тумблера на пульте 21 портальная тележка 10 начнет движение к нуж ному контейнеру-накопителю 9, остановится у него, от нажатия на выклю чатель 1 толкателем 15 отключится пневмоцилиндр 17, двуплечие рычаги 1б опустятся вниз и труба будет уложена в контейнере 9, а тележка 10 вернется в исходное положение. Весь этот цикл, после включения тумблера на пульте 21 , произойдет автоматически с помощью соответствующих конечных выключателей , установленных на пути движения рабочих элементов устройства и обычной электросхемы. За время, пока портальная тележка 10 совершит рабочее движение, оператор подготовит следующую трубу. На производственном объединении Красный котельщик спроектирована и внедрена в 1979 г. полуавтоматическая линия для сортировки труб по длинам, которая успешно эксплуатируется в трубоблочном цехе № 3. . Линия имеет следующую техническую характеристику. Диаметр сортируемых труб 32-60 мм диапазон длин сортируемых труб от Ц до 12 м, производительность линии 1500 т в месяц, количество диапазоно по длинам 30, энергомощность линии 3 кВт, занимаемая производ. площадь 315 м. Обслуживается линия одним оператором. Опыт работы длинной линии перено сится в другие трубные цеха производ ственного объединения. Внедрение предложенного устройств даже в одном цехе предприятия дает значительный экономический эффект. Линия заменила тяжелый ручной труд 6 рабочих, которые теперь получили 696 более совершенные производственные профессии. Данное конструктивное выполнение устройства для сортировки труб по длинам существенно повысит производительность труда и улучшит использование трудовых ресурсов, а также механизирует ручной труд в трубных цехах предприятий. Формула изобретения 1. Устройство для сортировки труб по длинам, содержащее механизм поштучной выдачи заготовок, состоящий из наклонной площадки и отсекателей, приводной рольганг с упором для заготовок, размещенный вдоль наклонной площадки механизма поштучной выдачи заготовок, систему управления и контейнеры-накопители, отличающееся тем, что, с целью повышения проиаводительности сортировки , оно имеет две направляющие, размещенные перпендикулярно к оси симметрии приводного рольганга, и-приводную портальную тележку, установленную на направляющих и несущую каркас , состоящий из группы двуплечих рычагов с линейкой для измерений , установленных с возможностью поворота на каркасе портальной тележки, силового цилиндра и подпружиненных толкателей портальной тележки, а система управления состоит из операторского пульта, смонтированного над наклонной площадкой механизма поштучной выдачи заготовок, и электрически связанного с ним блока выключателей конечных положений портальной тележки, расположенного вдоль контейнеров-накопителей для взаимодействия с соответствующим подпружиненным толкателем портальной тележки. Источники информации , принятые во внимание при экспертизе 1.Патент Германии № 87166, кл. ВТе, 129, 1929. 2.Авторское свидетельстбо СССР № 680769,,кл. В 07 С 5/0, 1976. 3.Авторское свидетельство CCCf N4375 7, кл. В 21 К 27/02. 1971.
