Изобретение относится к ядерной энергетике и может найти применение при изготовлении оболочек для тепловыделяющих элементов (ТВЭЛ) для ядерного реактора. Известно, что к оболочкам ТВЭЛ предъявляются самые жесткие требования по их геометрическим размерам, в частности по кривизне, поскольку снаряженные топливным материалом и загерметизированные ТВЭЛы подвергают сборке в тепловыделяющую сборку (ТВС), а ТВЭЛы с кривизной собрать в ТВС невозможно без дальнейшего их разрушения из-за непрохождения соосно размещенных ячеек дистанционирующих решеток на длине ТВС.
Известна автоматическая линия изготовления оболочек для ТВЭЛ, содержащая наклонный стол, вдоль которого в технологической последовательности размещены механизмы отрезки трубок в размер оболочки, контроля длины оболочки в виде подвижного в осевом направлении и неподвижного упоров, калибровки конца оболочки, ванны обезжиривания, промывки и сушки наружной и внутренней поверхностей оболочек с механизмами роторно-рычажного перемещения оболочек из ванны в ванну, установленный после первого наклонного стола второй наклонный стол, вдоль которого в технологической последовательности размещены механизмы запрессовки заглушки в калиброванный конец оболочки, взвешивания, установку электронно-лучевой сварки заглушки к оболочке, сбрасыватели оболочки с каждого механизма и датчики, сблокированные с этими механизмами (см. патент 2084026 по заявке 94037637/25 от 06.10.94 г., опубл. 10.07.97 г., МКИ G 21 С 21/02).
Автоматическая линия на позиции отрезки трубки в размер оболочки имеет механизмы прижима трубки в ложементе наклонного стола соосно отверстиям в отрезных станках, однако при скатывании трубки по наклонному столу на позицию отрезки трубок в размер оболочки не исключены перекос при скатывании по наклонному столу трубки и ее размещение относительно ложемента с перекосом, что может привести к несоосности трубки относительно отверстий в отрезных станках, и при перемещении последних навстречу друг другу трубка упирается в корпус того или иного станка и деформируется, а отклонения оболочки по кривизне для тепловыделяющего элемента не допустимы.
Автоматическая линия на позиции калибровки одного конца оболочки также имеет механизм прижима оболочки в ложементе соосно с одной стороны - упору, а с другой - отверстию механизма калибровки, который при перемещении на калибруемый конец оболочки не исключает своевременного освобождения калиброванного конца оболочки из зажима механизма калибровки, что может привести к деформации оболочки сбрасывателями при не освобожденном конце оболочки из механизма калибровки. Деформированная оболочка при этом уходит в неисправимый брак.
Стандартные датчики, установленные на линии, в том числе и на указанных позициях, где возникает неконтролируемый брак, наносимый исполнительными механизмами, не контролируют и не реагируют на осевое, не предусмотренное, перемещение трубок на позиции отрезки в размер оболочки и на позиции калибровки. Осевое перемещение, возникающее при наезде корпуса отрезного станка на один конец оболочки или несрабатывании разжима механизма калибровки при его обратном перемещении в исходное положение, является признаком того, что оболочка будет деформирована и перейдет в брак.
Наиболее близкой по технической сущности и достигаемому эффекту является автоматическая линия изготовления оболочек для тепловыделяющих элементов преимущественно для ядерного реактора ВВЭР, содержащая первый наклонный стол, вдоль которого в технологической последовательности размещены механизмы отрезки трубок в размер оболочки, контроля длины оболочки в виде подвижного в осевом направлении и неподвижного упоров, калибровки конца оболочки, ванны обезжиривания, промывки и сушки наружной и внутренней поверхностей оболочек с механизмами роторно-рычажного перемещения оболочек из ванны в ванну, примыкающий к ваннам второй наклонный стол, вдоль которого в технологической последовательности размещены механизмы запрессовки заглушки в калиброванный конец оболочки, взвешивания, установку электронно-лучевой сварки заглушки к оболочке, сбрасыватели оболочки с каждого механизма на наклонный стол и датчики, сблокированные с этими механизмами (см. патент Российской Федерации RU 2170463, МПК 7 G 21 С 21/02 от 29.06.1999 г., опубл. 10.07.2001 г. Автоматическая линия изготовления оболочки тепловыделяющего элемента).
Автоматическая линия-прототип устраняет недостатки известных линий, однако как линии-аналоги, так и линия-прототип не выявляют дефекты электронно-лучевой сварки нижних заглушек к оболочкам тепловыделяющих элементов и не отбраковывают оболочки с дефектами сварных швов электронно-лучевой сварки нижних заглушек с оболочками тепловыделяющих элементов.
Известно, что при электронно-лучевой сварке нижней заглушки к оболочке тепловыделяющего элемента основными дефектами в сварных соединениях циркониевых сплавов (оболочка и нижняя заглушка выполнены из сплава циркония) являются поры и корневые вздутия. Источниками их являются газы, влага, продукты возгонки в микрообъемах в корне швов (например, под снятыми с внутренней стороны оболочки фасками, в неровностях обработки поверхности и т.п.). При нагреве эти продукты расширяются, переходят в пар и газообразные продукты возгонки, создавая тем самым повышенное давление в возможных местах зарождения пор. Мелкие поры объединяются, растут в объеме. Относительно крупные из них приобретают возможность всплытия, чему способствует наличие разрежения над сварочной ванной.
Эта проблема пористости при электронно-лучевой сварке циркониевых сплавов стоит очень остро (см. “Разработка, производство и эксплуатация тепловыделяющих элементов энергетических реакторов”. Книга 2. Под ред. Ф.Г.Решетникова - М.: Энергоатомиздат, 1995, с. 210).
Известно также, что оболочки ТВЭЛов работают в очень тяжелых условиях:
1) мощное радиационное воздействие всех видов облучения;
2) высокая температура топливного сердечника, достигающая в центре 2100-2500°С;
3) высокое давление теплоносителя, достигающее 16·106 Па;
4) коррозионное воздействие теплоносителя - с внешней стороны, а также топлива и газовых продуктов деления - с внутренней;
5) плотный контакт оболочки с топливом вследствие его распухания;
6) длительная кампания ТВЭЛов - 3-5 лет (см. там же, кн.1, с. 126).
Все вышеперечисленные условия работы ТВЭЛа в активной зоне ядерного реактора в совокупности с невыявленными дефектами сварного шва электронно-лучевой сварки нижней заглушки к оболочке ТВЭЛа могут привести к разгерметизации ТВЭЛа в активной зоне ядерного реактора со всеми вытекающими последствиями радиоактивного загрязнения теплоносителя.
Технической задачей изобретения является повышение качества изготовления тепловыделяющих элементов и их надежности работы в активной зоне ядерного реактора.
Эта техническая задача решается тем, что в автоматической линии изготовления оболочек для тепловыделяющих элементов ядерного реактора, содержащей первый наклонный стол, вдоль которого в технологической последовательности размещены механизмы: отрезки трубок в размер оболочки, контроля длины оболочки, калибровки одного конца оболочки, примыкающие к наклонному столу ванны обезжиривания, промывки и сушки оболочки, примыкающий к ваннам второй наклонный стол, вдоль которого в технологической последовательности размещены механизмы: запрессовки заглушки в калиброванный конец оболочки, взвешивания оболочки, электронно-лучевую установку сварки заглушки к оболочке, сбрасыватели оболочки с каждого механизма на наклонные столы и датчики, сблокированные с этими механизмами, и транспортное средство проводки оболочек; согласно изобретению транспортное средство проводки оболочки снабжено реверсивным двигателем проводки на контроль и вывода оболочки с контроля сварного шва электронно-лучевой сварки, снабженного узлами зажима и вращения оболочки вокруг своей оси, сканирования с кареткой с закрепленными на ней пьезопреобразователем контроля сварного шва и пьезопреобразователем измерения толщины стенки оболочки в зоне измерения, иммерсионной ванной, генератором ультразвуковых импульсов, приемником ультразвуковых импульсов, микропроцессором, коммутатором, аналого-цифровым преобразователем и оперативным запоминающим устройством, при этом микропроцессор соединен со всеми исполнительными механизмами и датчиками, первый и второй входы коммутатора соединены с пьезопреобразователями, третий вход - с генератором ультразвуковых импульсов, а выход коммутатора соединен с приемником ультразвуковых импульсов, вход аналого-цифрового преобразователя соединен с приемником ультразвуковых импульсов, а выход - с микропроцессором, вход и выход оперативного запоминающего устройства соединен с микропроцессором, при этом транспортное средство снабжено разбраковывателями с выводом бракованных оболочек из линии.
Предложенная линия изготовления оболочки тепловыделяющего элемента позволяет повысить качество изготовления тепловыделяющего элемента за счет сканирования сварного шва вдоль образующей оболочки, измерять при этом высоту непровара, если таковой имеется, измерять толщину оболочки в зоне сварного шва, производить в каждой точке контроля измерение времени распространения ультразвуковых колебаний от пьезопреобразователя до поверхности оболочки с вычислением расстояния от пьезопреобразователя до поверхности оболочки с корректировкой усиления ультразвукового генератора-приемника в соответствии с этим расстоянием. Определение расстояния между поверхностью оболочки и пьезопреобразователем и корректировка усиления приемника ультразвуковых колебаний позволяет учитывать индивидуальные геометрические параметры каждой оболочки, такие как прогиб оболочки и некруглость оболочки, а определение толщины оболочки позволяет обнаруживать локальные уменьшения толщины в зоне непосредственно к сварному шву. Выявление дефектов сварного шва оболочки и своевременная отбраковка до снаряжения последней таблетированным топливом позволит повысить качество изготавливаемых тепловыделяющих элементов и надежность их работы в активной зоне ядерного реактора.
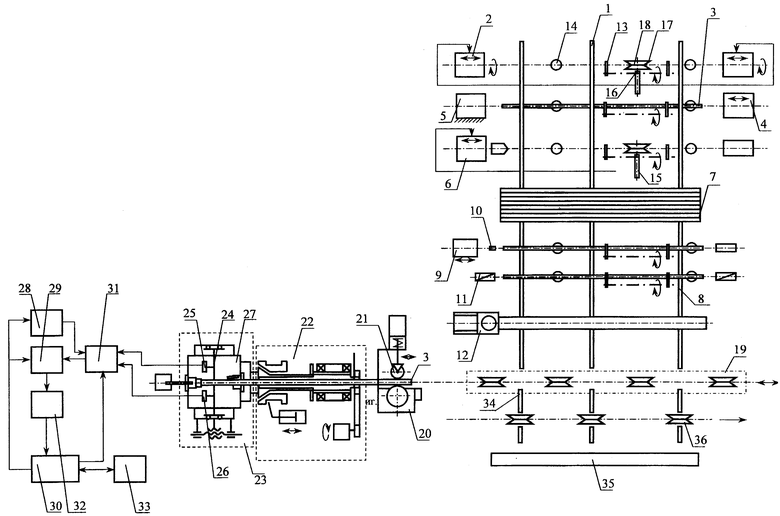
На чертеже представлена автоматическая линия изготовления оболочки тепловыделяющего элемента.
Автоматическая линия изготовления оболочек для тепловыделяющих элементов преимущественно для ядерного реактора типа ВВЭР содержит первый наклонный стол 1, вдоль которого в технологической последовательности размещены механизмы 2 отрезки трубок в размер оболочки 3, контроля длины оболочки 3 в виде подвижного 4 в осевом направлении и неподвижного 5 упоров, калибровки 6 одного конца оболочки 3, ванны 7 обезжиривания, промывки и сушки наружной и внутренней поверхностей оболочек 3 с механизмами роторно-рычажного перемещения оболочек из ванны в ванну (не показаны), второй, примыкающий к ваннам 7, наклонный стол 8, вдоль которого в технологической последовательности размещены механизмы запрессовки 9 заглушки 10 в калиброванный конец оболочки 3, взвешивания 11, установки 12 электроннолучевой сварки заглушки 10 к оболочке 3, сбрасыватели 13 оболочки 3 с каждого механизма на наклонный стол и датчики 14, сблокированные с этими механизмами.
Механизмы 2 отрезки трубок в размер оболочки 3 выполнены с возможностью осевого перемещения навстречу друг другу и осевого вращения.
Механизм 6 калибровки выполнен с возможностью перемещения-наезда на конец оболочки 3.
Между датчиками 14 на позиции отрезки трубки в размер оболочки 3 и между датчиками 14 на позиции калибровки 6 одного конца оболочки 3 горизонтально размещены датчики 15, взаимодействующие с противовесом 16 вертикально установленного опорного ролика 17 с желобом 18 по образующей, взаимодействующей с оболочкой 3, где противовес 16 выполнен металлическим, равным по диаметру горизонтальному датчику 15, а корпус - опорного ролика 17 - из полимерного материала. Горизонтальный датчик 15 электрически связан с электрической схемой отключения механизмов 2 отрезки трубок в размер оболочки и калибровки 6 одного конца оболочки 3, отключаемых при смещении вокруг своей оси опорного ролика 17 и отклонении противовеса 16 опорного ролика 17 от оси горизонтального датчика 15. На позициях отрезки 2, калибровки 6, запрессовки 9 предусмотрен автоматический крепеж оболочек 3 к наклонным столам (не показан).
Транспортное средство 19 проводки оболочек 3 снабжено реверсивным двигателем 20 на устройство контроля и вывода оболочки 3 с контроля сварного шва электронно-лучевой сварки с прижимным роликом 21, снабженного узлом зажима и вращения 22 оболочки 3 вокруг своей оси, узлом сканирования 23 с кареткой 24 с закрепленными на ней пьезопреобразователем 25 контроля сварного шва и пьезопреобразователем 26 измерения толщины стенки оболочки 3 в зоне измерения, иммерсионной ванной 27, генератором 28 ультразвуковых импульсов, приемником 29 ультразвуковых импульсов, микропроцессором 30, коммутатором 31, аналого-цифровым преобразователем 32 и оперативным запоминающем устройством 33. При этом микропроцессор 30 соединен со всеми исполнительными механизмами и датчиками, первый и второй входы коммутатора 31 соединены с пьезопреобразователями 25, 26, третий вход соединен с с генератором 28 ультразвуковых импульсов, а выход коммутатора 31 соединен с приемником 29 ультразвуковых импульсов, вход аналого-цифрового преобразователя 32 соединен с приемником 29 ультразвуковых импульсов, а выход аналого-цифрового преобразователя 32 соединен с микропроцессором 30, вход и выход оперативного запоминающего устройства 33 соединен с микропроцессором 30. Транспортное средство 19 снабжено разбракователями 34 с выводом бракованных оболочек из линии в сборник 35 и транспортным средством 36 проводки годных оболочек 3 на операцию их снаряжения.
Автоматическая линия изготовления оболочки тепловыделяющего элемента работает следующим образом.
По первому наклонному столу 1 трубка скатывается на позицию отрезки трубки в размер оболочки 3, где с помощью механизмов 2 отрезки, движущихся навстречу друг другу, останавливающихся на заданном расстоянии, и осуществляется резка трубки в размер оболочки 3.
Сбрасывателями 13 по сигналу датчиков 14 оболочка 3 сбрасывается с позиции резки на наклонный стол 1, по которому перекатывается на позицию контроля длины, где с помощью подвижного упора 4 и неподвижного упора 5 измеряется длина оболочки 3.
Сбрасывателями 13 по сигналу датчиков оболочка 3 сбрасывается с позиции контроля длины на наклонный стол, по которому скатывается на позицию 6 калибровки одного конца оболочки 3, где с помощью механизма 6, который перемещается на калибруемый конец оболочки 3, и осуществляют калибровку одного конца оболочки 3.
По сигналу датчиков 14 сбрасывателями 13 оболочка 3 сбрасывается на наклонный стол 1, по которому перемещается в ванны 7, где внутренняя и наружная поверхности оболочки подвергаются обезжириванию, промывке и сушке.
Далее по второму наклонному столу 8 оболочка 3 поступает на позицию 9 запрессовки заглушки 10 в калиброванный конец оболочки 3 и после запрессовки на позицию взвешивания 11 и электронно-лучевую сварку 12 заглушки 10 к оболочке 3. Операции автоматического изготовления оболочки 3 осуществляются с помощью датчиков 14, 15 с применением опорного ролика 17 с желобом 18 и противовесом 16, сбрасывателей 13 и наклонных столов 1, 8 проводки оболочки 3 с механизма на механизм. Транспортным средством 19 оболочка 3 направляется на ультразвуковой контроль оболочки 3.
Ультразвуковой контроль качества сварных швов оболочек 3 осуществляется следующим образом.
Перед проведением измерения ультразвуковому контролю подвергается стандартный образец с известными параметрами сварного шва и толщиной стенки оболочки. Сварной шов стандартного образца сканируется через коммутатор 31 пьезопреобразователем 25. В процессе сканирования излучаются ультразвуковые импульсы генератором 28 ультразвуковых импульсов, а приемником 29 ультразвуковых импульсов - принимаются. С помощью аналого-цифрового преобразователя 32, соединенного с выходом приемника 29 ультразвуковых импульсов, производится преобразование принятых ультразвуковых импульсов в цифровую форму. Микропроцессор 30 производит измерение амплитуды принятых ультразвуковых импульсов, измерение времени распространения ультразвуковых импульсов между пьезопреобразователем 25 и поверхностью стандартного образца, вычисление расстояние от пьезопреобразователя 25 до поверхности стандартного образца и определение уровня разбраковки в каждой точке контроля. Данные об амплитуде принятых ультразвуковых импульсов и расстоянии между пьезопреобразователем и поверхностью стандартного образца сохраняются в оперативном запоминающем устройстве 33.
После этого происходит измерение толщины стенки стандартного образца, и данные сохраняются в оперативном запоминающем устройстве 33.
По сигналу с микропроцессора 30 оболочка реверсивным двигателем 20 с прижимным роликом 21 подается в иммерсионную ванну 27, где она узлом 22 зажима и вращения зажимается.
Далее сварной шов оболочки сканируется пьезопреобразователем 25 узла 23 сканирования возвратно-поступательным перемещением каретки 24 и поворотом оболочки 3 с заданным шагом. В каждой точке контроля производится запуск генератора 28 ультразвуковых импульсов. Сигнал с выхода генератора 28 ультразвуковых импульсов через коммутатор 31 поступает на пьезопреобразователь 25, который преобразует электрические импульсы в ультразвуковые и фокусирует их в зоне сварного шва. Отраженный поверхностью оболочки 3 ультразвуковой импульс принимается тем же пьезопреобразователем 25, преобразуется в электрический импульс и поступает на вход приемника 29.
Преобразованный электрический импульс с выхода приемника 29 ультразвуковых импульсов поступает на вход аналого-цифрового преобразователя 32, установленный в микропроцессоре, где преобразуется в цифровую форму, и микропроцессор определяет время распространения ультразвуковых импульсов между пьезопреобразователем 25 и поверхностью оболочки 3, вычисляет расстояние между пьезопреобразователем 25 и поверхностью оболочки 3 и сравнивает это расстояние с настроечными данными, полученными при настройке установки по стандартному образцу. Если эти значения отличаются, то проводится корректировка усиления приемника ультразвуковых колебаний, затем опять производится зондирование данной точки сварного шва, амплитуда принятого сигнала преобразуется в цифровую форму и сравнивается с уровнем разбраковки, полученной при настройке установки по стандартному образцу.
После этого происходит измерение толщины стенки. Оболочка 3 сканируется преобразователем 26 узла 23 сканирования при неподвижной каретке и вращении на 360°.
Ультразвуковой импульс с выхода генератора 28 ультразвуковых импульсов через коммутатор 31 поступает на пьезопреобразователь 26, установленный на каретке 24 узла 23 сканирования, который преобразует электрические импульсы в ультразвуковые и фокусирует их непосредственно в зоне сварного шва. Отраженные внешней и внутренней поверхностью оболочки 3 ультразвуковые импульсы принимаются пьезопреобразователем 26, преобразуются в электрические импульсы и поступают на вход приемника 29 ультразвуковых импульсов.
Преобразованный электрический импульс с выхода приемника 29 ультразвуковых импульсов поступает на вход аналого-цифрового преобразователя 32, установленный в микропроцессоре 30, где преобразуется в цифровую форму, и микропроцессор 30 определяет время распространения ультразвуковых импульсов между пьезопреобразователем 26 и поверхностью оболочки 3, вычисляет расстояние между пьезопреобразователем 26 и поверхностью оболочки 3 и сравнивает это расстояние с настроечными данными, полученными при настройке установки по стандартному образцу.
Затем происходит перемещение пьезопреобразователей на один шаг и производится цикл сканирования в следующей точке контроля. По результатам сравнения всех точек контроля микропроцессорная система принимает решение о годности оболочки 3 по сварному шву и толщине стенки оболочки 3.
Оболочка 3 после контроля реверсивным двигателем 20 с прижимным роликом 21 возвращается на транспортное средство 19, где разбракователями 34 бракованные оболочки 3 сбрасываются в сборник 35, а годные оболочки 3 рольгангом 36 направляются на снаряжение таблетками диоксида урана.
Линия прошла испытания, результаты испытаний положительные.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1999 |
|
RU2155395C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2256250C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 2001 |
|
RU2216058C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 1995 |
|
RU2107960C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1997 |
|
RU2145449C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2216801C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 2000 |
|
RU2195723C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 1999 |
|
RU2170463C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ ЯДЕРНЫХ РЕАКТОРОВ | 2006 |
|
RU2338277C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА И АВТОМАТИЧЕСКАЯ ЛИНИЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2084026C1 |
Изобретение относится к ядерной технике и может найти применение на предприятиях изготовления тепловыделяющих элементов (ТВЭЛ), в частности в автоматических линиях изготовления оболочек тепловыделяющих элементов. Технический результат изобретения - повышение качества изготовления ТВЭЛ и их надежность работы в активной зоне ядерного реактора. Каждый сварной шов оболочки с заглушкой подвергают контролю в установке, снабженной узлами зажима и вращения оболочки, сканирования с кареткой с пьезопреобразователем контроля сварного шва и пьезопреобразователем измерения толщины стенки в зоне измерения, иммерсионной ванной, генератором ультразвуковых импульсов, приемником ультразвуковых импульсов, микропроцессором, коммутатором, аналого-цифровым преобразователем и оперативно запоминающим устройством. 1 ил.
Автоматическая линия изготовления оболочек тепловыделяющих элементов ядерного реактора, содержащая первый наклонный стол, вдоль которого в технологической последовательности размещены механизмы: отрезки трубок в размер оболочки, контроля длины оболочки, калибровки одного конца оболочки, примыкающие к наклонному столу ванны обезжиривания, промывки и сушки оболочки, примыкающий к ваннам второй наклонный стол, вдоль которого в технологической последовательности размещены механизмы: запрессовки заглушки в калиброванный конец оболочки, взвешивания оболочки, электронно-лучевую установку сварки заглушки к оболочке, сбрасыватели оболочки с каждого механизма на наклонные столы и датчики, сблокированные с этими механизмами, и транспортное средство проводки оболочек, отличающаяся тем, что транспортное средство проводки оболочек снабжено реверсивным двигателем проводки на контроль и вывода оболочки с контроля сварного шва электронно-лучевой сварки, снабженного узлами зажима и вращения оболочки вокруг своей оси, сканирования с кареткой с закрепленными на ней преобразователем контроля сварного шва и пьезопреобразователем измерения толщины стенки оболочки в зоне измерения, иммерсионной ванной, генератором ультразвуковых импульсов, приемником ультразвуковых импульсов, микропроцессором, коммутатором, аналого-цифровым преобразователем и оперативным запоминающим устройством, при этом микропроцессор соединен со всеми исполнительными механизмами и датчиками, первый и второй входы коммутатора соединены с пьезопреобразователями, третий вход - с генератором ультразвуковых импульсов, а выход коммутатора соединен с приемником ультразвуковых импульсов, вход аналого-цифрового преобразователя соединен с приемником ультразвуковых импульсов, а выход - с микропроцессором, вход и выход оперативного запоминающего устройства соединен с микропроцессором, при этом транспортное средство снабжено разбраковывателями с выводом бракованных оболочек из линии.
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА | 1999 |
|
RU2170463C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1997 |
|
RU2145449C1 |
| JP 9005486 А, 10.01.1997 | |||
| US 4857260 А, 15.08.1989 | |||
| JP 59164995 А, 18.09.1984. | |||

