2. Способ по п. 1, о т л и ча ющ и и с я тем, что механическую обработку восстанавливаемой поверхности осуществляют развертыванием с последующим раскатыванием.
3. Спосбб по п. 1, от . чающийся тем, что вкладыш вы- , полняют из калиброван но,й пластины.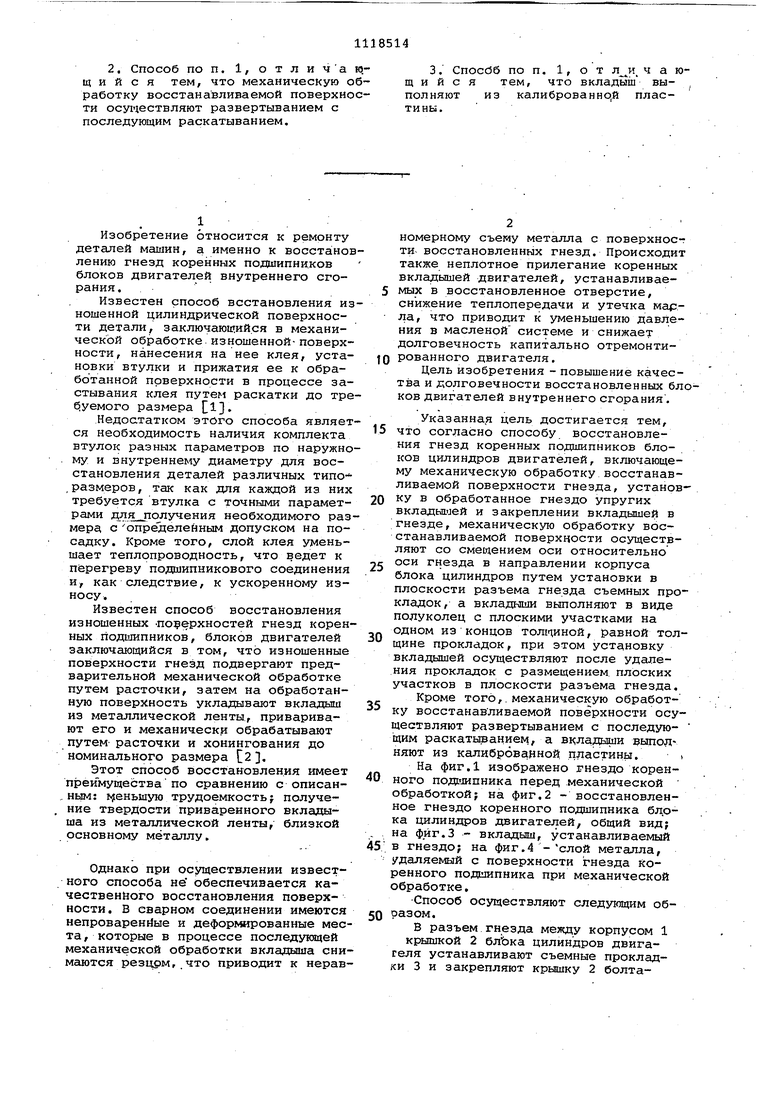
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления разъемных корпусов подшипников | 1991 |
|
SU1821324A1 |
| МАЛОГАБАРИТНЫЙ СТАНОК ДЛЯ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ | 1998 |
|
RU2157747C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ И АВАРИЙНЫХ ПОСТЕЛЕЙ РАЗЪЕМНЫХ КОРПУСОВ ПОДШИПНИКОВ | 2008 |
|
RU2395378C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСТЕЛЕЙ КОРЕННЫХ ПОДШИПНИКОВ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2007 |
|
RU2374058C2 |
| СПОСОБ ДАГИСА ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВКЛАДЫШЕЙ ПОДШИПНИКОВ | 1991 |
|
RU2082579C1 |
| Способ восстановления разъемных корпусов подшипников | 1984 |
|
SU1189634A1 |
| Способ эксплуатационного контроля зазора в шатунных подшипниках коленчатого вала при диагностике двигателя внутреннего сгорания автомобилей, транспортных и транспортно-технологических машин | 2020 |
|
RU2739657C1 |
| Способ восстановления отверстий в корпусных деталях путем нанесения полимерной композиции | 1988 |
|
SU1712118A1 |
| Способ восстановления коленчатых валов | 1991 |
|
SU1792817A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗАЗОРА В ШАТУННОМ ПОДШИПНИКЕ КОЛЕНЧАТОГО ВАЛА ПРИ ИСПЫТАНИИ И ДИАГНОСТИКЕ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ АВТОМОБИЛЕЙ, ТРАНСПОРТНЫХ И ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКИХ МАШИН | 2018 |
|
RU2691259C1 |
1. СПОСОБ ВОССТАПОВЛЕНИЯ ГНЕЗД КОРЕННЫХ ПОДНИПНИКОВ. БЛОКОВ 1ЩЛИНДРОВ ДВИГАТЕЛЕЙ, включающйй . механическую обработку йосстанавливаемой поверхности гнезда, установку в обработанное гнездо упругих вкладшией и закрепление вкладышей в ,гнезде, отличающийся тем, что, с целью повьпнения качества восстановленных блоков, механическую обработку восстанавливаемой поверхности осуществляют со смещением оси относительно оси гнезда в направлении корпуса блока цилиндров путем установки в плоскости разъема гнезда съемных прокладок, а вкладьлши выполняют в виде полуколец с плоскими участками на одном из концов толщиной, равной толщине а « прокладок, при этом установку вкладышей осуществляют после удаления 1&) прокладок с размещением плоских участков в плоскости разъема гнезда. 00 ел
Изобретение относится к ремонту деталей машин, а именно к восстановлению гнезд коренных подшипников блоков двигателей внутреннего сгорания.
Известен способ всстановления изношенной цилиндрической поверхности детали, заключающийся в механической обработке изношенной-поверхности, нанесения на нее клея, установки втулки и прижатия ее к обработанной поверхности в процессе застывания клея путем раскатки до трее уемого размера С
Недостатком этого способа является необходимость наличия комплекта втулок разных параметров по наружному и внутреннему диаметру для восстановления деталей различных типоразмеров, так как для каждой из них требуется втулка с точными параметрами для получения необходимого размера с определенным допуском на посадку. Кроме того, слой клея уменьшает теплопроводность, что ведет к перегреву подшипникового соединения и, как следствие, к ускоренному износу.
Известен способ восстановления изношенных .поверхностей гнезд коренных подшипников, блоков двигателей заключающийся в том, что изношенные поверхности гнезд подвергают предварительной механической обработке путем расточки, затем на обработанную поверхность укладывают вкладыш из металлической ленты, приваривают его и механически обрабатывают путем расточки и хонингования до номинального размера 2.
Этот способ восстаковления имеет реимущества по сравнению с описанным: г еньшую трудоемкость f получение твердости приваренного вкладыа из металлической ленты, близкой основному металлу.
Однако при осуществлении известного способа не обеспечивается каественйого восстановления поверхности. В сварном соединении имеются непроваренйые и деформированные места , которые в процессе последующей механической обработки вкладыша сниаются резцом,.что приводит к неравномерному съему металла с поверхнос-г ти- восстановленных гнезд. Происходит также неплотное прилегание коренных вкладышей двигателей, устанавливае5 мых в восстановленное отверстие,
снижение теплопередачи и утечка мар ла, что приводит к уменьшению давления в масленой системе и снижает долговечность капитально отремонти10 рованного двигателя.
Цель изобретения - повышение качества и долговечности восстановленных блоков двигателей внутреннего сгорания.
Указанная цель достигается тем, что согласно способу восстановления гнезд коренных подшипников блоков цилиндров двигателей, включающему механическую обработку восстанавливаемой поверхности гнезда, установку в обработанное гнездо упругих вкладьаией и закреплении вкладышей в гнезде, механическую обработку восстанавливаемой поверхности осуществляют со смещением оси относительно оси гнезда в направлении корпуса блока цилиндров путем установки в плоскости разъема гнезда съемных прокладок , а вкладыши выполняют в виде полуколец с плоскими участками на одном из концов толщиной, равной толщине прокладок, при этом установку вкладышей осуществляют после удаления прокладок с размещением плоских участков в плоскости разъема гнезда.
Кроме того,, механическую обработку восстанавливаемой поверхности осуществляют развертыванием с последующим раскатыванием, а вкладыши выполняют из калиброванной пластины.
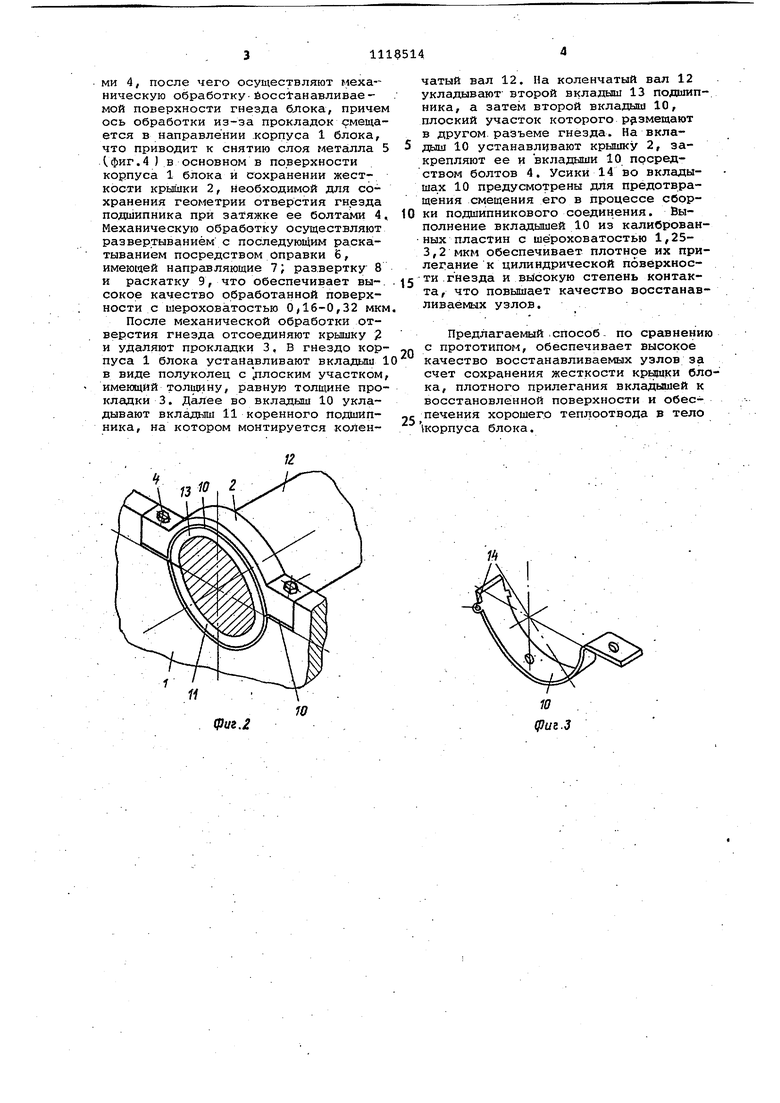
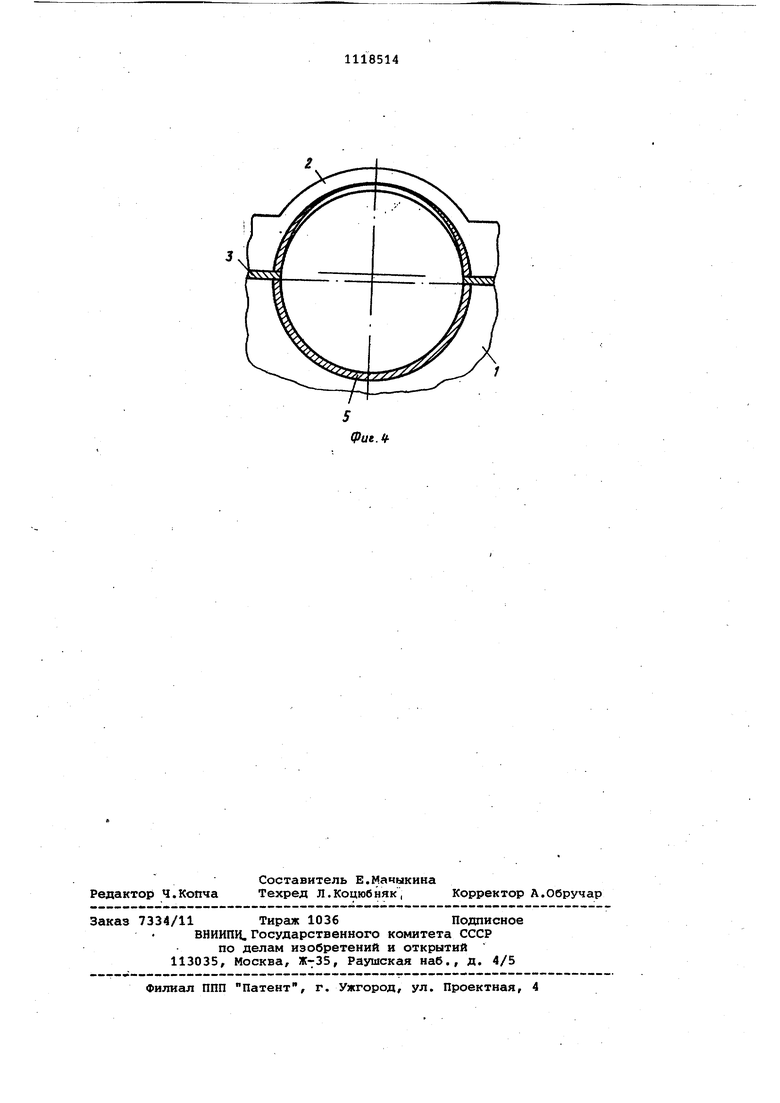
На фиг.1 изображено гнездо коренного под1Ш1пника перед механической обработкой; на фиг.2 - восстановленное гнездо коренного подшипника блока цилиндров двигателей, общий вид; на фиг.З - вкладыш, устанавливаемый в гнездо; на фиг.4 -слой металла, удаляемый с поверхности гнезда коренного подшипника при механической обработке,
Способ осуществляют следующим образом.
В разъем гнезда между корпусом 1 крышкой 2 блЪка цилиндров двигателя устанавливают съемные прокладки 3 и закрепляют крышку 2 болтами 4, после чего осуществляют механическую обработку-босс±анавливаемой поверхности гнезда блока, причем ось обработки из-за прокладок (умещается в направлении .корпуса 1 блока, что приводит к снятию слоя металла 5 ЛФИГ.4 ) в основном в поверхности корпуса 1 блока и сохранении жесткости крышки 2, Необходимой для сохранения геометрии отверстия гнезда подшипника при затяжке ее болтами 4, Механическую обработку осуществляют развертыванием с последующим раскатыванием посредством оправки 6, имеющей направляющие 7; раз.вертку 8 и раскатку 9, что обеспечивает вы-. сокое качество обработанной поверхности с шероховатостью ,32 мкм
После механической обработки отверстия гнезда отсоединяют крышку и удаляют прокладки 3, В гнездо корпуса 1 блока устана вливают вкладыш 1 в виде полуколец с Д1лоским участком, имеющий толщину, равную толщине прокладки 3. Далее во вкладыш 10 укладывают вкладыш 11 коренного подшипника, на котором монтируется коленчатый вал 12. На коленчатый вал 12 укладывают второй вкладыш 13 подшипника, а затем второй вкладыш 10, плоский участок которого размещают в другом, разъеме гнезда. На вкладыш 10 устанавливают крышку 2, закрепляют ее и вкладыши 10 посредством болтов 4. Усики 14 во вкладышах 10 предусмотрены для предотвращения смещения его в процессе сборки подшипникового соединения. Вы0полнение вкладышей 10 из калиброванных пластин с шероховатостью 1,253,2 мкм обеспечивает плотное их прилегание к цилиндрической поверхности гнезда и высокую степень контак5та, что повышает качество восстанавливаемых узлов.
Предлагаемый .способ - по сравнению с прототипом, обеспечивает высокое
0 качество восстанавливаемых узлов за счет сохранения жесткости крышки блока, плотного прилегания вкладышей к восстановленной поверхности и обеспечения хорошего теплоотвода в тело
5 (корпуса блока.
фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Мирзоян Х.И., Михайлов В.Н | |||
| Восстановление постелей под вклады | |||
| ши коренных подшипников приваркой металлической ленты | |||
| - Техника в сельском хозяйстве, 1975, 9, с | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
