Предметом изобретения является дутьевой механизм для выдувания полого стеклоизделия на стеклоформующей машине с одновременной развальцовкой горла изделия для придания ему заданных внутренних размеров.
Приспособления для развальцовки горла полых стеклоизделий, выполненные в виде вращаюнцегося обкатного ролика, монтированного на отдельном от стеклоформующей машины агрегате, известны.
Недостатком нодобных приспособлений является то, что развальцовка горла изделия выполняется ими в виде отдельно и самостоятельной, после выдувания сте лоизделия, операции, что приводит к усложнению технологичес шго процесса и увеличению числа технологических операций.
При использовании описываемого механизма этот недостаток устраняется тед, что обкатны ролик монтирован в самом дутьевом механизме и развальцовка горла стеклоизделия осуществляется одновременно с выдуванием его.
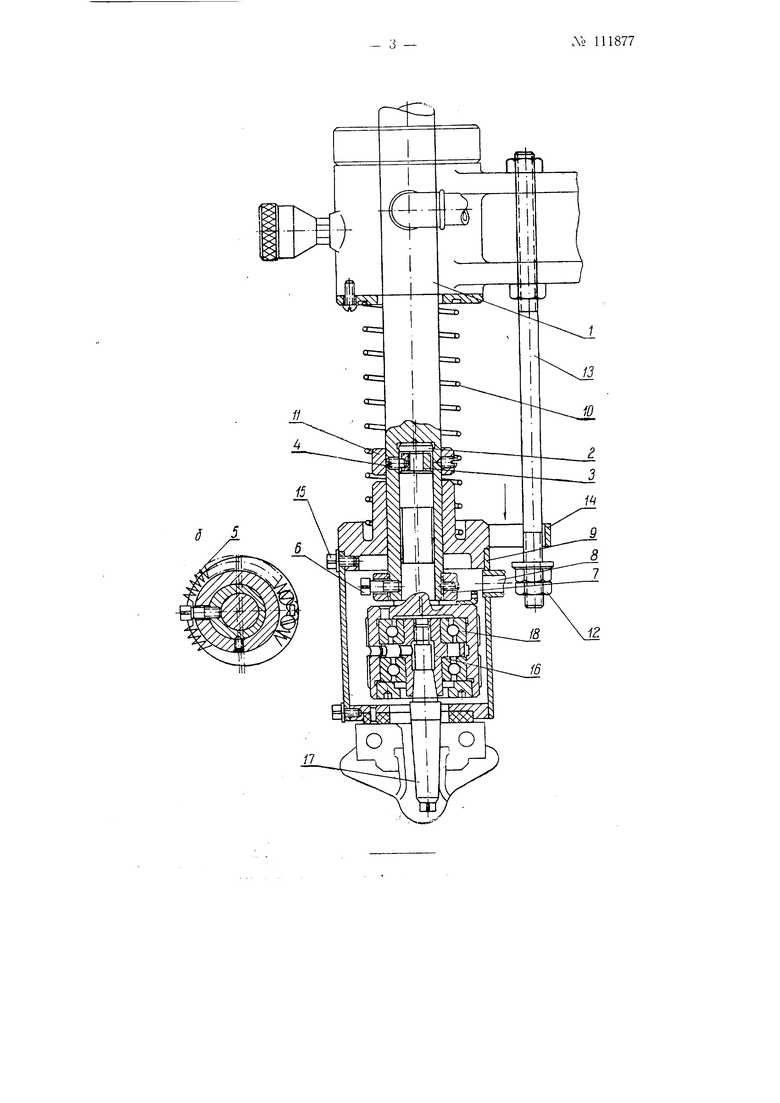
Чертеж изображает обший вид дутьевого механизма (а) и крепление узла стакана и шпинделя, вид сверху (б).
В нижнем онце шпинделя / механизма вращения помещается хвостовик 2 стакана, расположенный на нем с одинаковым, как и отверстие в шпинделе, эксцентриситетом. Подвеска стакана осуществлена с помощью полуколец 5, надетых на щейку хвостовика и зафиксированных на шпинделе винтами 4. Стакан имеет возможность вращаться вокруг своей оси, чем достигается суммирование двух э сцентриситетов, образованных сверлением в шпинделе и расположением хвостовика; суммарный э сцентрнситет их, в зависимости от расположения стакана, равен удвоенной величине каждого или нулю. Стакан и шпиндель соединены одной нес шлькими спиральными пружинами 5, стремящимися установить л аксил альнь Й э сцентриситет, в то время как этому препятствуют инерция стакана с его деталями и :онус горловых клещей. При желании возможна работа с постоянным эксцентриситетом; для этого достаточно затянуть в нужном положеНИИ винт 6, пропущенный через установочную гайку 7.
Воздух для выдувания подается через патрубок 8 в специальную коробку 9, надетую па птиндель н отжимаемую вниз пружиноС 10. Относительное перемещен не коробки ограничивается сверху установочной гайкой //. а снизу-гайками 12 ограничивателя 13, предупреждающего, с помощью скобы 14, возможный проворот коробки.
Для подготовки головкп к )аботе. например при смене ассортимента,
достаточно отпустить три
15 :л снять кожух коробкт, я затем, вставив через боксовое отнерстпо стакана установочныГ штырь i зафиксировав внутреннюю BTN/IKX16, поменять формуюи1,ий гор.ю ролик 17; последний укреплен и подшипниках 18, что обеспечивает ему независимое, свободное --жсдентричное вращение.
Применение эластичной свиз. например цилиндрическяьх нружнм. позволяет обеспечить самоустанапливаемость обкатного ро.тика но формуемой им внутренней новерхип; сти горла стеклоизделия, компелснровать изменения суммарного эксцентриситета в процессе формования стеклоизделия и нecoвпaдeниv геометрических осей горловых клещей и щпинделя.
Стакан выполнен ограниченно подвижным в вертикальном направлении, что нозволяет ocyHiecTBлять выдувание стеклоизделня независимо от нродолжнтелыюстн развальцовки горла и выводить обкатный ролик из rop.ia до прекращения выдуваикя 1 зделня.
Пред м е т и з о и р с т е п п ;
1. Дутьевой механизм для в1)1дування .полого стеклоизделия на стеклоформующей машине, состоящнн нз нолоп со ипунером д}тьевой Io.ioBKH, ук)ен,чепно11 на вер1ика;1ьпом Н1нинде,че, о т л и ч а юHi н и с я тем, что, с целью одновременноГ развальцовки горла стеклоизделия, е номощью обкатного ролика, эксцентрично врандаюн1егося и обкатывающего внутреннюю поверхность горла стеклоизделия для придания ему точно заданных внутренних размеров, внутри механизма дутьевой головки эксцентрично расноложен несущий обкатный ролик стакан, свободно гюдвен1енный своим хвостовико г на полукольцах, монтированных в экецептричной расточке шпинделя дутг.евого механизма.
2.Форма врзщолнения механизма но н. 1, о т л и ч а ю И1 а я с я тем, что, с целью обеспечения самоустанавливаемости обкатного ролика по (рормус.мой им внутренней поверхности горла стеклоизделия, для компенсации изменения суммарного эксцентриситета в процессе формования стеклоизделия и несовпадения )еометрических осей горловых клещей и щпинделя дутьевого механизма из-за неточности при их изготовлении или сборке, стакан, несущий обкатный ролик, взаимосвязан со щпинделем дутьевого механизма эластичной связью, например, цилиндрическими пружинами.
3.Форма выполнения дутьевого механизма но п. 1, отличающаяся тем, что, с целью обеспечения возможиости регулирования гродо.лжнтельиостн развальцовки горла независимо от 1родолжительности выдувания стеклоизделия и для обеснечения возможности вывода обкатного ролика из горла стеклонзделия до прекращения выдувания его, стакан, несущий обкатнЕяй ролик, выполнен ограниченно подвижным в вертикальном направ.чении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вакуумный питатель | 1956 |
|
SU108941A1 |
| Устройство для развальцовки размягченной полости стеклоизделия | 1957 |
|
SU112750A1 |
| Зажимные клещи карусельной стеклоформующей машины | 1959 |
|
SU130165A1 |
| Прессовыдувная стеклоформующая машина | 1978 |
|
SU933642A1 |
| Вакуумно-выдувная машина для стеклянной тары большой емкости | 1952 |
|
SU99601A1 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| Устройство для формования полых изделий из стекломассы | 1978 |
|
SU1011044A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2024438C1 |
| Прессовыдувная стеклоформующая машина | 1977 |
|
SU711526A1 |
| Переставитель стеклоизделий | 1960 |
|
SU139782A1 |