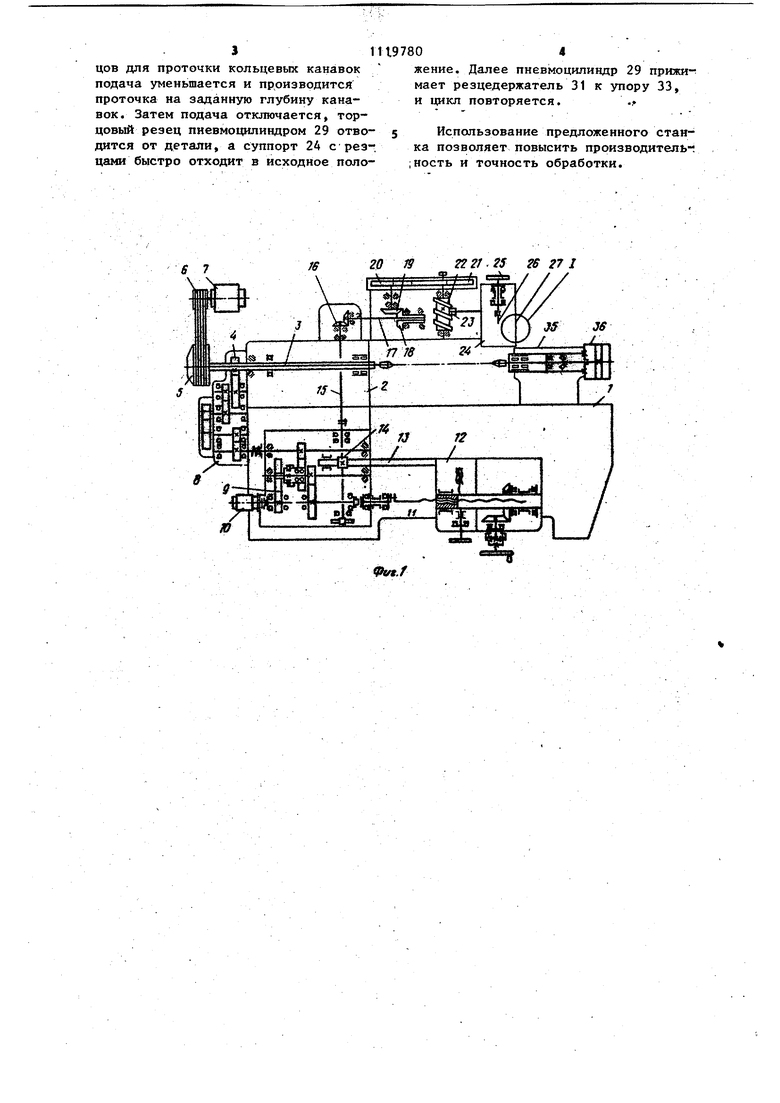
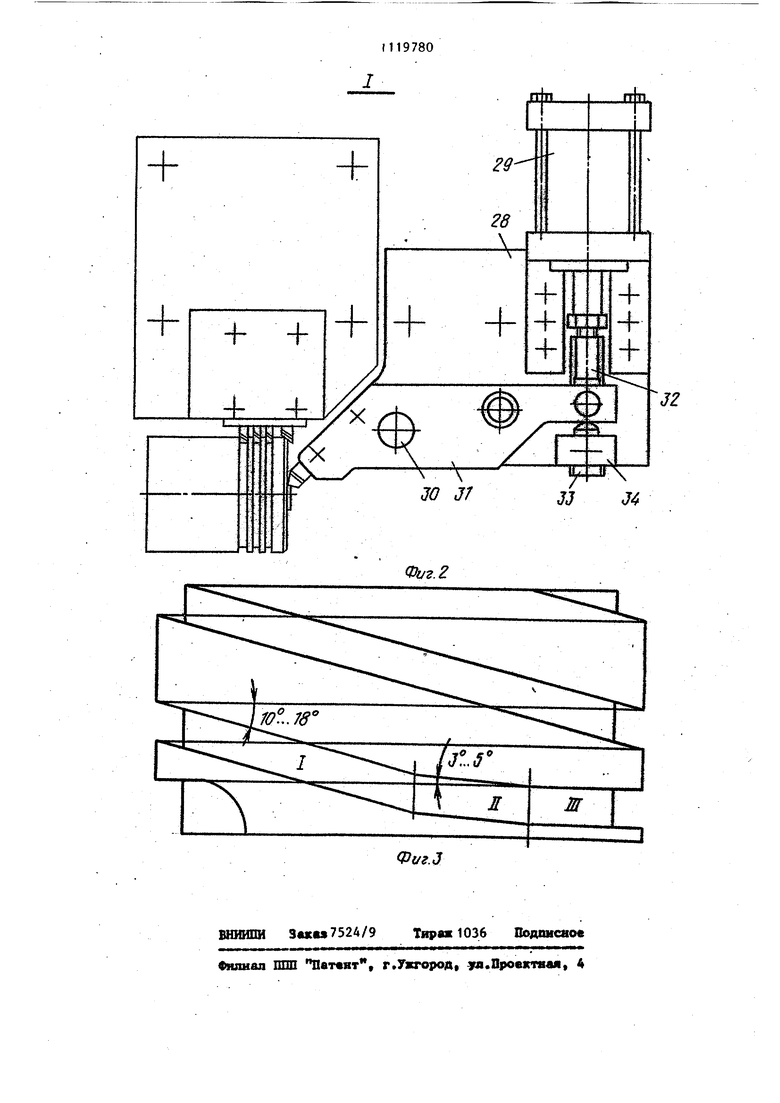
Изобретение относится к станкостроению. Известен токарный многорезцовый полуавтомат, содержащий уЬтановленные на станине шпиндельную и заднюю бабки, передний и задний суппорты с коробкой погач, кинематически связан ные с пшиндельной бабкой lj, Недостатком известного станка являются ограниченные технологические возможности, заключаюощеся в невозможности совмещения различных технологических переходов при обработке детали.. Цель изобретения - расширение тех нологических возможностей станка путем одновременного осуществления раз .личньпс технологических переходов при обработке детали. Указанная цель достигается тем, что в станке, содержащем установленные на станине шпиндельную и заднюю бабки,. передний и задний суппорты с .коробками подач, кинематически связанные со шпиндельной бабкой, задний суппорт снабжен дополнительной ; ..резцовой головкой, вьшодшенной в виц установленных на плите пнёвмоцилиндр регулируемого упора и резцедержателя причем резцедержатель установлен с возможностью поворота в плоскости, параллельной верхней поверхности суп порта, и выполнен .:.. в виде двуплече го рычага, на одном плече которого закреплен резец, а другое шарнирно : соединено со штоком пневмоцилиндра и взаимодействует с регулируемым упо ром. На фиг. 1 представлена кинематическая схема предлагаемого станка; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - развертка барабана механизма привода заднего суппорта. Токарный многорезцовый полуавтома содержит станину 1, на которой слева установлена шпиндельная бабка 2. В бабке 2 расположен пустотелый шпиндель 3, который вращается в роликовых подшипниках. На шпинделе 3 закреплены цилиндрическая шестерня 4 и вращающийся пневмо191линдр со шкивом 5, на который с помощью клино вой ременной передачи осуществляется движение от шкива 6 главного электро двигателя 7. На левом торце гтанка расположена коробка 8 сменных шестерен, с которой соединена установленная на передней стойке станины коробка 9 Ьодач и автоматики, имеющая двигатель 10 ускоренных перемещений, со единенная муфтой с винтом 11 привода ;подачи переднего суппорта 12, кото рьй посредством рейки 13 и реечной . шестерни 14, вала 15., конических шестерен 16, вала 17, конических шестерен 18 и 19, сменных зубчатых колес 20 и 21 связан с кулачковым барабаном 22 механизма привода. С винтовым пазом барабана 22 взаимодействует ролик 23 заднего суппорта 24, обеспечивая перемещение последнего при об-, работке. Винтовой паз барабана 22 вьшолнен с различными углами подъема - на участке | угол подъема составляет tO-18° и служит для быстрого подвода заднего суппорта к дета-, ли и обработки торцовой поверхности ее; на участке II угол подъема сосг тавляет 3-5 и служит для проточки колы(евых канавок детали и снятия фа-сок; грризонтальный участок III обеспечивает чистовую обработку канавок и и отключение подачи. Ручное перемещение заднего суппорта 24 при наладке осуществляется посредством маховичка 25, установленного на винте 26 ручной подачи. На заднем суппорте 24 дополни тельяо размещена резцовая головка 27;. содержащая плиту 28 с пневмощишндром 29. На оси 30, закрепленной в ; плите 28, установлен резцедержатель 31, на коротком плече которогЪ Закреплен резец. Длинное плечо резцедержателя 31 шарнирно соединено со штоком 32 пневмощшиядра 29,, который поджимает плечо резцедержателя к регулируемому упору 33, установленному в закрепленной на плите 28 стойке 34. Справа на направляющих станины ус тановлена задняя бабка 35 с пневмо- цилиндром 36. Станок работает следующим обра «м. С помощью двигателя 10 быстрых ходов, установленного на коробке 9 подач, задний суппорт 24 быстро neper, мещается к изделию. Затем двигатель 10 быстрых ходов выключается и вклю-е чается двигатель 7 главного движения и связанный с ним привод заднего суппорта, в результате чего производится обработка торцовой поверхности поршня инструментом резцедержателя 31., При подходе к изделию резцов для проточки кольцевых канавок подача уменьшается и производится проточка на заданную глубину канавок. Затем подача отклпочается, торцовый резец пневмоцилиндром 29 отводится от детали, а суппорт 24 с резцами быстро отходит в исходное положение. Далее пневмоцилиндр 29 прижимает резцедержатель 31 к упору 33, и цикл повторяется. ..
Использование предложенного станка позволяет повысить производительг ;ность и точность обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2004 |
|
RU2267383C2 |
| СПОСОБ ВИХРЕВОГО НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК | 2003 |
|
RU2267384C2 |
| СПЕЦИАЛЬНЫЙ ТОКАРНЫЙ АВТОМАТ | 2003 |
|
RU2244609C1 |
| Токарный станок | 1982 |
|
SU1085676A1 |
| Копировально-токарный станок | 1982 |
|
SU1020233A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| ДВУХШПИНДЕЛЬНЫЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕЙ | 1993 |
|
RU2087264C1 |
| Многошпиндельное устройство к токарному станку | 1984 |
|
SU1177060A1 |
ТОКАРНЫЙ МНОГОРЕЗЦОВЫЙ ПОЛУАВТОМАТ, содержащий установленные на станине шпиндельную и заднюю бабтг ки, передний и задний суппорты с коробкой подач, кинематически связанные со шпиндельной бабкой, о т л и ч а ю щ и и с я тем, что, с целью расширения его технологических возможностей, задний суппорт снабжен дополнительной резцовой головкой, выполненной в виде установленных на плите пневмоциливдра, регулируемого упора и резцедержателя, причем резцедержатель установлен с возможностью поворота в плоскости, параллельной верхней плоскости суппорта, и вьшолнен в виде , двуплечего рычага, на одном плече которого закреплен резец, а другое плечо шарнирно соединено со штоком пневмоцилиндра и взаимодейсте вует с регулируемым упором.
№
S 7
20 19 222J .5 26 гТ 1
+
+
+
+
-)- -Ь
4- 4JZ
0 jr
JJ J4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
