Изобретение относится к металлообработке, в частности к устройствам для токарной обработки с одновременным выполнением идентичных онераций на двух и более изделиях, и может быть использовано на машиностроительных заводах различных отраслей на универсальных токарных станках.
Цель изобретения - расширение технологических возможностей действующего 1арка универсальных токарных станков за счет установки резцедержателей с возможностью независимых установочных перемещений в радиальном и осевом направлениях.
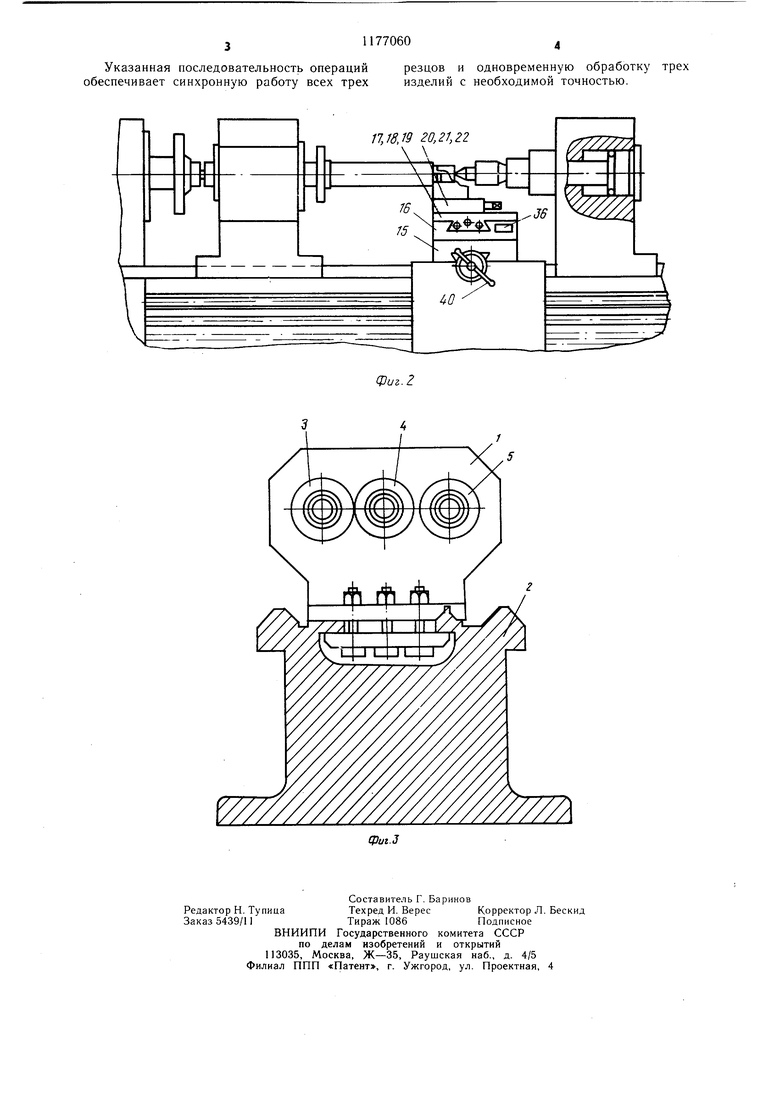
На фиг. 1 показана конструктивная схема предлагаемого устройства, вид сверху; на фиг. 2 - то же, вид спереди; на фиг. 3 - то же, вид сбоку.
Устройство состоит из неподвижной коробки 1, расположенной между передней бабкой и суппортом станка (не показан) и жестко закрепленной на станине 2 станка (фиг. 3). В коробке 1 установлены три одинаковых щпинделя 3-5. Концы щпинделей, расположенные в коробке , несут шестерни 6-8, находяндиеся в зацеплении с паразитными шестерня.ми 9 и 10, установленными на осях в верхней части коробки 1 с возможностью осевого перемещения, для отключения шпинделей в случае необходимости.
На выступающих из коробки концах шпинделей смонтированы необходимые для закрепления обрабатываемых изделий приспособления (не показано). На левом конце среднего шпинделя 4, выступающего из коробки 1, имеется поперечный сквозной паз 11, в который входит передний выступ 12 щпиндельной оправки 13, жестко закрепленной в отверстии шпинделя 14 токарного станка.
На поперечных салазках 15 (фиг. 2) токарного станка жестко установлена удлиненная плита-опора 16, снабженная направляющими в форме ласточкина хвоста. На направляющих установлены подвижные в радиальном направлении основания 17-19 (фиг. 2), имеющие сверху другие аналогичные направляющие, расположенные перпендикулярно первым (не показаны). На эти направляющие поставлены ползуны 20-22, снабженные резцедержателями для крепления резцов 23-25 (фиг. 1). В устройстве предусмотрены резцы с механическим креплением для обеспечения быстроты настройки.
На плите-опоре 16 установлены винты 26-28 (фиг. 1), каждый из которых взаимодействует с одним из ползунов, несущих резцедержатели, обеспечивая необходимую установку резцов относительно обрабатываемого изделия в радиальном направлении. Аналогично винты 29-31
взаимодействуют с ползунами резцедержателей, обеспечивая необходимую установку резцов относительно обрабатываемого изделия в осевом направлении.
В состав устройства входит также задняя бабка 32 с цинолями 33-35. Кроме того, плита-опора 16 снабжена индикатором 36.
Обрабатываемые изделия 37-39 устанавливаются как обычно на универсальном
0 токарном станке.
Рукоятка 40 (фиг. 2) - рукоятка поперечного суппорта.
Устройство работает следующим образом.
r Предварительная настройка вершин резцов 23-25, закрепленных в ползунахрезцедержателях 20-22 производится по шаблону-угольнику, размер которого равен .межцентровому расстоянию двух шпинделей, а точная настройка выполняется по
0 индикатору 36, установленному на переднем торце плиты-опоры 16. Таким путем обеспечивается получение одинаковых размеров на одновременно обрабатываемых одинаковых изделиях.
с После закрепления трех одинаковых деталей 37-39 жестко устанавливают средний резец 24 в среднем резцедержателе 21, после чего закрепляют второй резец в любом втором резцедержателе, обеспечивая межцентровое расстояние двух шпинделей с помощью щаблона-угольника, затем таким же образом устанавливают третий резец.
Включают правое вращение шпинделя 14 токарного станка и вместе с этим вращение 5 всех трех шпинделей 3-5 и вращение обрабатываемых изделий 37-39.
Вращением поперечного станочного винта предварительно настраивают все резць на предлагаемую глубину резания с плюсовым допуском 1.. мм к чистовому размеру всех изделий. Включают механическую подачу суппорта влево, при этом вначале вступит в резание первый резец 23, . затем второй 24 и третий 25. После обточки цилиндрической шейки - пояска
длиной 4-5 мм выключают подачу, отводят суппорт, останавливают вращение и замеряют размеры диаметров обрабатываемых изделий. Если размеры получились различные, необходимо размер среднего
Q изделия 38 взять за основу и настроить два других резца под этот размер. Для этого с помощью винтов 26 и 28 и индикатора 36 перемещают резцы 23 и 25 на половину разницы полученных размеров в необходимом направлении (в «плюс или «минус),
5 что позволит при повторной обточке шеек получить одинаковые размеры на всех трех обрабатываемых изделиях в пределах 3-4 класса точности.
311770604
Указанная последовательность операцийрезцов и одновременную обработку трех
обеспечивает синхронную работу всех трехизделий с необходимой точностью.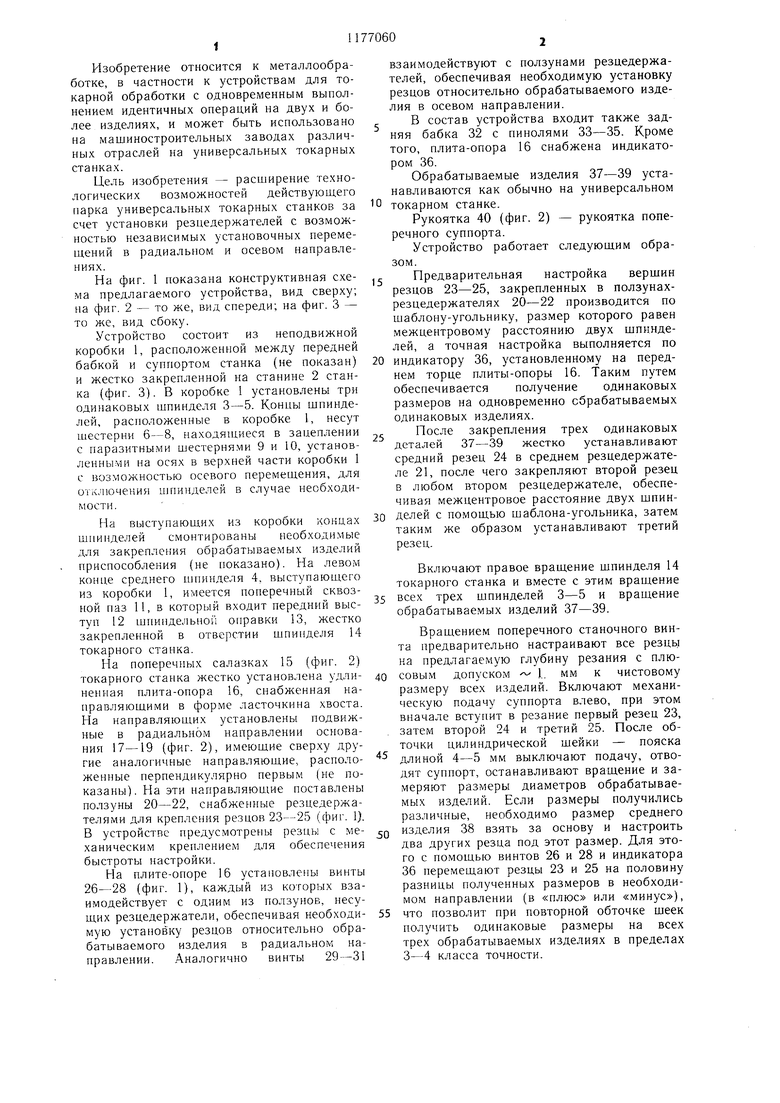
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарно-винторезный станок | 1981 |
|
SU1160926A3 |
| Устройство для обработки коническихпОВЕРХНОСТЕй | 1979 |
|
SU841782A1 |
| Металлорежущий станок | 1980 |
|
SU867521A1 |
| Гидрокопировальное устройство для универсального токарного станка | 1985 |
|
SU1310115A1 |
| Суппорт токарно-многоцелевого станка | 1991 |
|
SU1816626A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СФЕРЫ НА ДЕТАЛЯХ ИЗ МЯГКИХ И ВЯЗКИХ МАТЕРИАЛОВ | 1970 |
|
SU272773A1 |
| Токарный станок | 1983 |
|
SU1119779A2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Устройство для обработки некруглых отверстий | 1976 |
|
SU660782A1 |
МНОГОШПИНДЕЛЬНОЕ УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ, содержащее установленную на раме станка шпиндельную коробку, несущую два и более щпинделя, резцедержатели и пиноли задней бабки соответственно числу щпинделей, отличающееся тем, что, с целью расширения технологических возможностей, устройство снабжено опорной плитой, закрепленной на введенных в устройство поперечных салазках, а резцедержатели установлены на плите с возможностью одновременного и автономного перемещения в осевом и радиальном направлениях. /4 (Л о Од ф1/г.7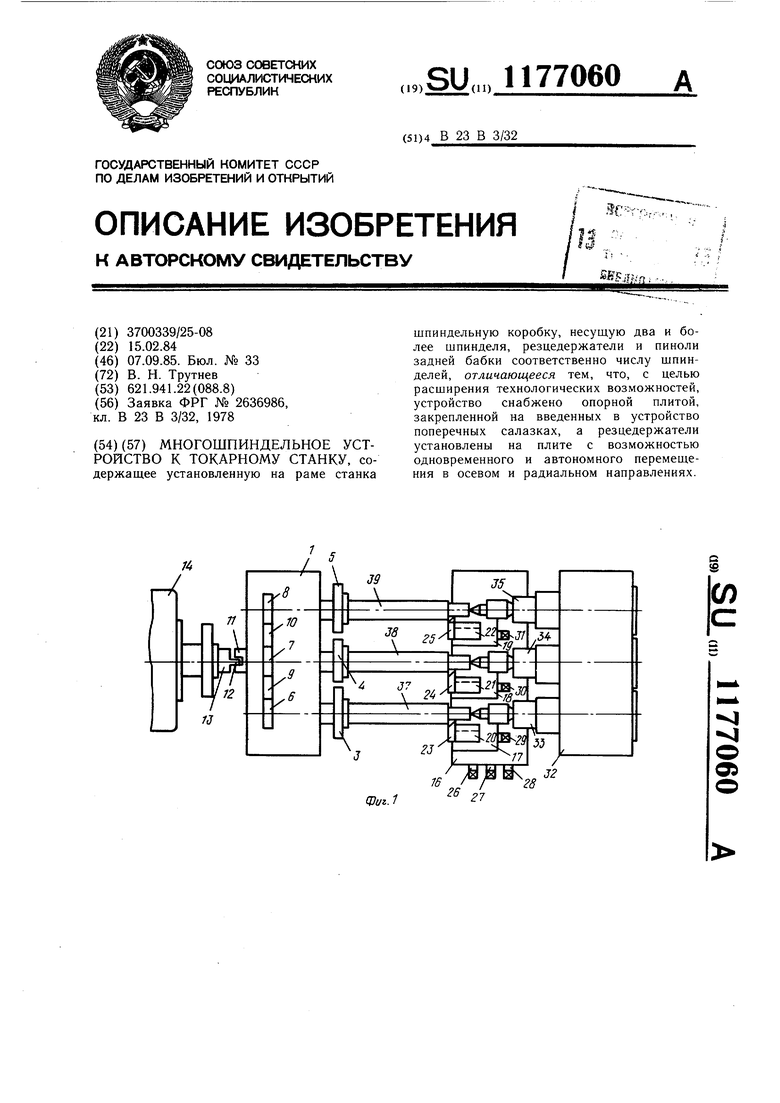
| УСТРОЙСТВО ПНЕВМАТИЧЕСКОЙ ПОДВЕСКИ С ИНТЕГРИРОВАННЫМ КЛАПАНОМ УПРАВЛЕНИЯ И ШТОКООБРАЗНЫМ СРЕДСТВОМ ПРИВЕДЕНИЯ В ДЕЙСТВИЕ | 2015 |
|
RU2636986C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
