54) УЛЬТРАЗВУКОВАЯ ШЛИФОВАЛЬНАЯ ГОЛСВКА

| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковая шлифовальная головка | 1983 |
|
SU1119827A1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| Устройство для финишной обработки облицовочных плит из природного камня | 1980 |
|
SU965727A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2004 |
|
RU2275291C1 |
| Станок для ленточного шлифования сложнофасонных поверхностей | 1988 |
|
SU1590346A1 |
| Устройство для ультразвукового хонингования | 1982 |
|
SU1125122A1 |
| Масса для изготовления алмазногоульТРАзВуКОВОгО иНСТРуМЕНТА | 1979 |
|
SU837610A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ РЕЖУЩЕЙ ПОВЕРХНОСТИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ | 2008 |
|
RU2387532C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1999 |
|
RU2164852C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ШЛИФОВАНИЯ АЛМАЗНЫХ ПЛЕНОК, ИМЕЮЩИХ ВНЕШНИЙ СЛОЙ ИЗ ПОЛИКРИСТАЛЛИЧЕСКИХ АЛМАЗОВ НА ПОВЕРХНОСТИ ОСНОВАНИЯ | 2015 |
|
RU2640370C2 |
I
Изобретение относится к машиностроению и приборостроению, а именно к ультразвуковой обработке вращающимся 1шструментом, и может применяться при шлифовании свобош ым и закрепленным абразивно-алмазным или эл1: боровым инструментом, при разрезке твердых хрупких материалов и т,о.
Известны ультразвуковые колебательные системы цля обработки хрупких материалов свобош ым абразивным инструментом, содержащие кольцевой магнито- стрикционный преобразователь и концентратор.соединенный с фланцем крапления 0-. Однако они не обеспечивают достаточной производительности обработки из-GQ малых значений ампл11туды смещений радиальных колебаний концентратора.
Известны ультразвуковые шлифоваль- ,ные головки, соцержгицие кольцевой магнитострикционный преобразователь, имеющий радиальные пазы, которые делят преобразоватолзз на несколько секторов
большой и малой массы. При использовании головки шлифование осуществляется абразивными брусками, прикрепленными к рабочей поверхности секторе малой массы 2.
Однако шлифовальные головки имеют неравномерную амплитуду колебаний раЗочей поверхности и сложны в изготовлении.
Цель изобретения - увеличение режущего периметра и равномерное распределение амплитуд смещений на рабочей поверхности.
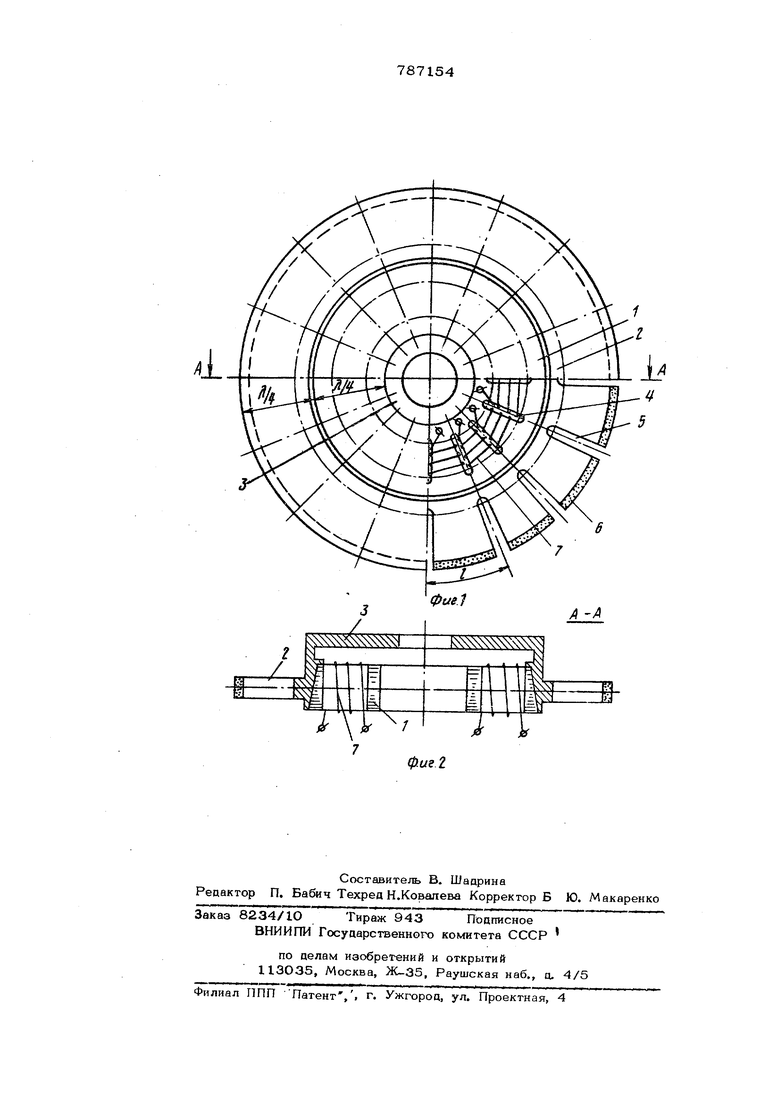
Цель достигается тем, что кольцевые магнитострикционный преобразователь и концентратор выполнены с рациально направленными пазами, равномерно расположенными по окружности. При этом число пазов ко щентратора равно или кратно числу пазов преобразователя. Пазы концентратора расположены против пазов преобразователя и выходят на рабочую поверхность. Для того, чтобы на рабочей поверхности концентратора не возш{кали 3 изгибные колебания, расстояние между соседними пазами не должно превышать Я /2, где - длина процольной волны. Ширина кольца магнитосгрикци- онного преобразователя и кольца концентратора равна Л /4. Это позволяет уменьшить габаритны размеры головки и повысить ее надежность. На фиг. 1 схематически изображена ультразвуковая шлифовальная головка на фиг. 2 - сечение А-А на фиг. 1. Головка содержит кольцевой магнито стрикционный преобразователь 1, кольцевой концентратор 2, фланец 3 крепле ния, соединенный с концентратором 2 в пучности напряжений, В преобразователе имеются пазы 4, в концентраторе пазы 5. Пазы 5 концентратора расположены такимобразом, что они выходя на рабочую поверхность концентратора Пазы концентратора расположены равномерно по окружности и делят всю колебательную систему на ряд оди- наковых секторов, расстояние между которыми менее TV /2. Ширина колец преобразователя I и концентратора 2 равна Л. /4, где Л -длина продольной волны. На рабочей поверхности концентратора 2, расположенной между пазами, закрепляется абразивный, алмазный или альборовый инструмент 6, Наличие радиальных пазов 4 и 5 в преобразователе 1 и концентраторе 2, равномерно расположе1шых поокружности, позволяет разделить всю кольцевую колебательную систему на . ряд одинаковых секторов, в пределах которых распространяются продольные волны. Обмотки 7 возбужцения преобразователя I расположены в пазах 4 Шлифовальная головка работает сле дующим образом. Головка закрепляется на шпинделе шлифовального станка (на чертеже не показал) за фланец 3, и ей сообщает я вращательное движение. На обмоту 7 возбуждения подается напряжение т ультразвукового генератора (на череже не показан). Ультразвуковые колебйния, возбуждаемые в концентраторе 2, соойцаются инструменту 6. Ультразвуковая шлифовальная головка позволяет повысить производитеш ность обработки вращающимся абразивно-алмазным инструментом за счет равномер ного распределения .амплитуды колебаний на рабочей поверхности. Она технологична в изготовлении и эксплуатаФормула изобретения 1, Ультразвуковая шлифовальная головка, содержащая кольцевые преобразователь и концентратор, соединенный с концентратором фланец крепления головки, отличающаяся тем, ( что, с целью повышения . эксплуатационНых свойств и производительности обработки, преобразователь и концентратор выполнены с радиально направленными пазами, равномерно расположенными по окружности на расстоянии меньшем X /2, где X/ -алина волны продоль,ных колебаний,,- при этом число пазов концентратора равно или кратно числу пазов преобразователя , и пазы концент ратора выходят на рабочую поверяность шлифовальной головки. 2. Головка по п. I, о т л и ч а ю- щ а я с я тем, что ширина -феофазователя и концентратора равна Я, /4. Источники информации, принятые во внимание при экспертизе 1.Патент Японии N9 38-18648, кл. 75 N 5, опублик. 1963. 2.Патент США № 3 273 288, кл. 51-72, опублик. 1906.
