Для автоматического выключения электроискрового станка при прошивании отверстий, выходящих в закрытую полость, применяют устройства, действующие в момент окончания калибровки при соприкосновении электрода-инструмента с противоположной стенкой обрабатываемой детали. Эти устройства содержат поляризованное реле, настроенное на срабатывание при напряжении, промежуточном между напряжениями калибровки и прощивки, и промежуточное реле, фиксирующее период калибровки и подготавливающее к включению цепь третьего реле, отключающего станок.
Предлагаемое устройство обеспечивает повышение надежности работы электроискрового станка, для чего оно снабжается фрикционным пальцем, установленным на валу роликов подачи станка, и конечным выключателем, управляемым этим пальцем и подготовляющим к включению цепь промежуточного реле лишь после начала прощивки.
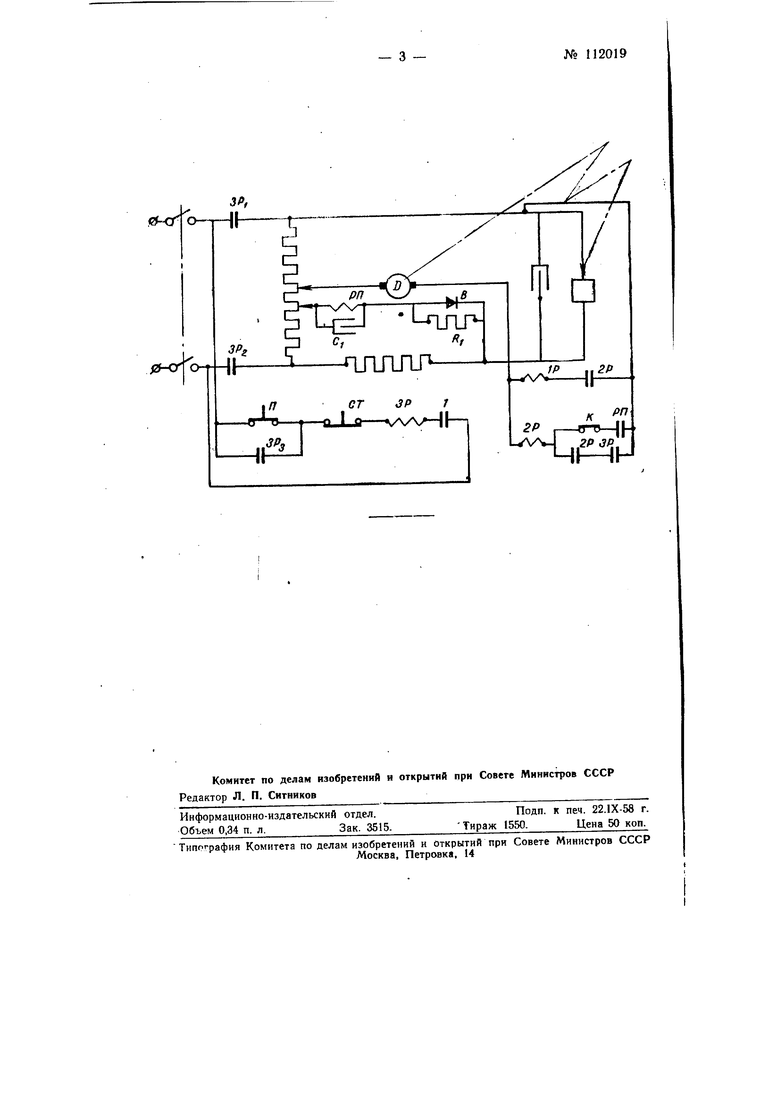
На чертеже изображена электрическая схема предлагаемого устройства.
Устройство содержит поляризованное реле РЯ, которое включается по мостовой схеме и настраивается на напряжение, среднее между напряжением при прощивании и при калибровке. Контакты реле РП при калибровке и холостом ходе занимают положение, показанное на схеме, и переключаются при начале процесса прошивания. Для того, чтобы реле РП не реагировало на случайные кратковременные изменения напряжения на электродах, его обмотка шунтируется конденсатором Ci и питается через сопротивление Ri. Параллельно сопротивлению R включен селеновый выпрямитель В, замыкающий это сопротивление при прохождении тока в одном направлении (соответствующем прощиванию) и не пропускающий ток в обратном направлении (соответствующем калибровке).
Реле РП должно выключать станок только при начале прошивания
№ 112019
протппоположион стопки. Для этой цели в схеме устройства применены два промежуточных реле /Я н 2Р и конечный выключатель К, унравляемЕзи фрикционным пальцем, установленным на валу роликов подачи электрода инструмента.
При холостом ходе двигателя Л станка реле 2Р не срабатывает, так как н период сближения электродов еще не успевает замкнуться конечный выключатель К.
Когда включают станок, фрнкционный палец, вращаясь, отходит от крайнего положения, в которое он попадает при выходе электродаинструмента и: ранее обработанного отверстия.
1 loRepnyiMiiHcb па определенный угол, фрикционный палец нажимает па конечный выключатель Л и задержанный им остается неподвижным, пробуксовывая на валу. Угол, па который поворачивается фрнкцпопный палец, заведомо больше угла, соответствующего холостому ходу элсктрода-ннструмента. Поэтому прощивание всегда начинается рашэще. чем замыкается конечный выключатель К, и этим устраняется возможность срабатывания реле 2Р в период сближения электродов.
При калибровке реле 2Р срабатывает и самоблокируется, подготовляя цепь включения реле IP. Поэтому как только сработает реле РП включается реле IP и осуществляет выключение станка путем разреза цепи питания третьего реле ЗР.
Пуск станка производится нажимом на кнопку Я, которая включает реле ЗР и блокируется контактом Рз. При этом контакты 3Pi и ЗРч этого реле включают станок.
Остановка станка осуществляется кнопкой СТ.
Предмет изобретения
Устройство для автоматического выключения электроискрового станка при лрощивании отверстий, выходящих в закрытую полость, действующее в момент окончания калибровки при соприкосновении электрода-инструмента с противоположной стенкой обрабатываемой детали и содержащее поляризоЬанное реле, настроенное на срабатывание при напряжении, промежуточном между напряжениями калибровки и проШивки, промежуточное реле, фиксирующее период калибровки и подготавливающее к включению цепь третьего реле, отключающего станок, отличающееся тем, что, с целью повыщения надежности работы устройства, оно снабжено фрикционным пальцем, уста«овленным на валу роликов подачи станка, и конечным выключателем, управляемым этим пальцем и подготавливающим к включению цепь промежуточного реле лишь после начала прошивки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ручного и автоматического гравирования на металле знаков, букв и цифр электроискровым способом | 1955 |
|
SU107049A1 |
| ПОЛУАВТОМАТ ДЛЯ ЭЛЕКТРОИСКРОВОЙ ПРОШИВКИ РАСПЫЛИВАЮЩИХ ОТВЕРСТИЙ В ФОРСУНКАХ | 1968 |
|
SU218345A1 |
| Устройство для подачи электрода-инструмента в электроэрозионных станках для прошивания глубоких отверстий | 1958 |
|
SU121016A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ СТАНОК | 1971 |
|
SU302927A1 |
| Электроэрозионный станок | 1981 |
|
SU963786A1 |
| Способ питания гальванических ванн от сети переменного тока через преобразователь переменного тока в постоянный ток | 1953 |
|
SU101435A1 |
| Устройство для ограничения величины калибрующего хода электродов-инструментов | 1950 |
|
SU105681A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Электроэрозионный станок для прошивания отверстий | 1979 |
|
SU856729A1 |
| УСТРОЙСТВО ДЛЯ ВЫВОДА ЭЛЕКТРОДА-ИНСТРУМЕНТА ПРИ ЭЛЕКТРОИСКРОВОЙ ПРОШИВКЕ ОТВЕРСТИЙ | 1950 |
|
SU91590A1 |