Известны полуавтоматы для электроискровой прошивки распыливающих отверстий в форсунках, содержащие электроискровую головку с приводами подачи электрода-инструмента, вибратор, делительно-зажимное устройство, каретку поперечной подачи, механизм поворота и компенсационно-ограничительную систему. Однако эти полуавтоматы не обеспечивают прошивку распыливающих отверстий в форсунках различных типов и размеров.
В предложенном полуавтомате с целью обеспечения жестких гидравлических характеристик у форсунок различных типов и размеров с тангенциально и радиально расположенными отверстиями разных диаметров, получаемых без последующей доработки, компенсационно-ограничительная система выполнена в виде электромагнитной муфты, якорь которой в осевом направлении размещен между электромагнитом и фрикционом привода подачи электрода-инструмента, а в горизонтальном направлении он ограничен двумя конечными выключателями, причем для ограничения мощности искрового разряда используется включенное в цепь рабочего тока реле, катушка которого может блокироваться контактами дополнительного реле.
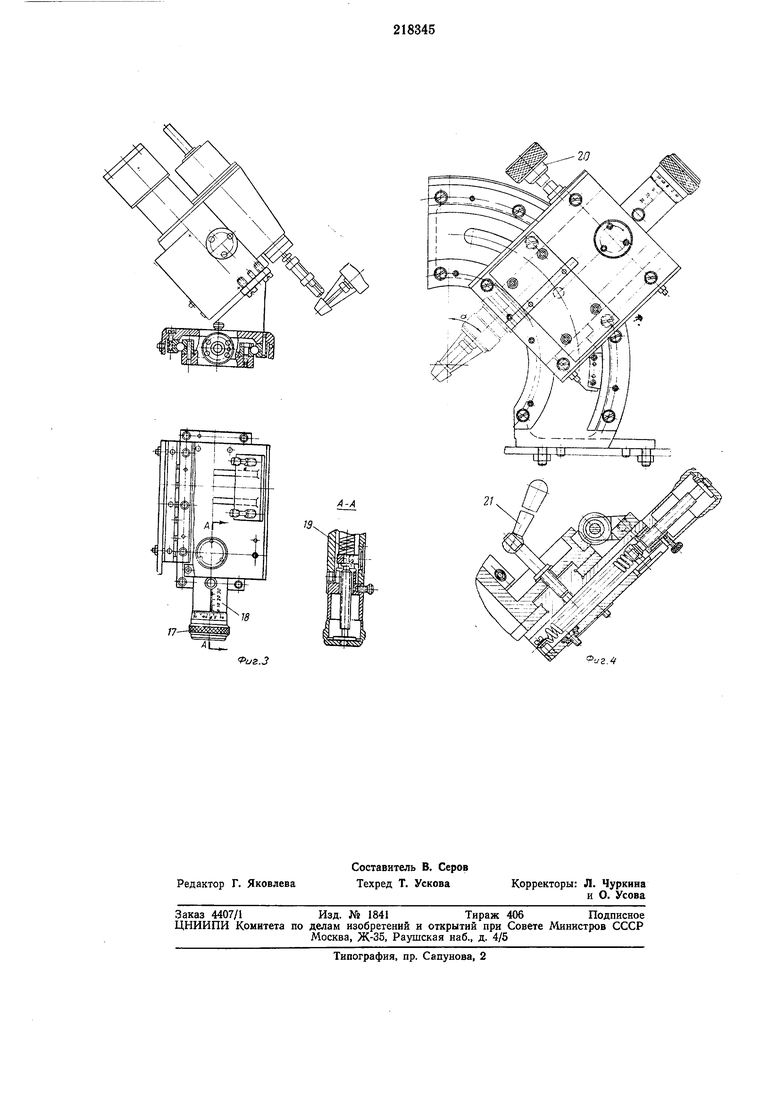
ная система предложенного полуавтомата; на фиг. 2 - принципиальная электрическая схема полуавтомата; на фиг. 3 - механизм поперечной каретки; на фиг. 4--механизм поворота.
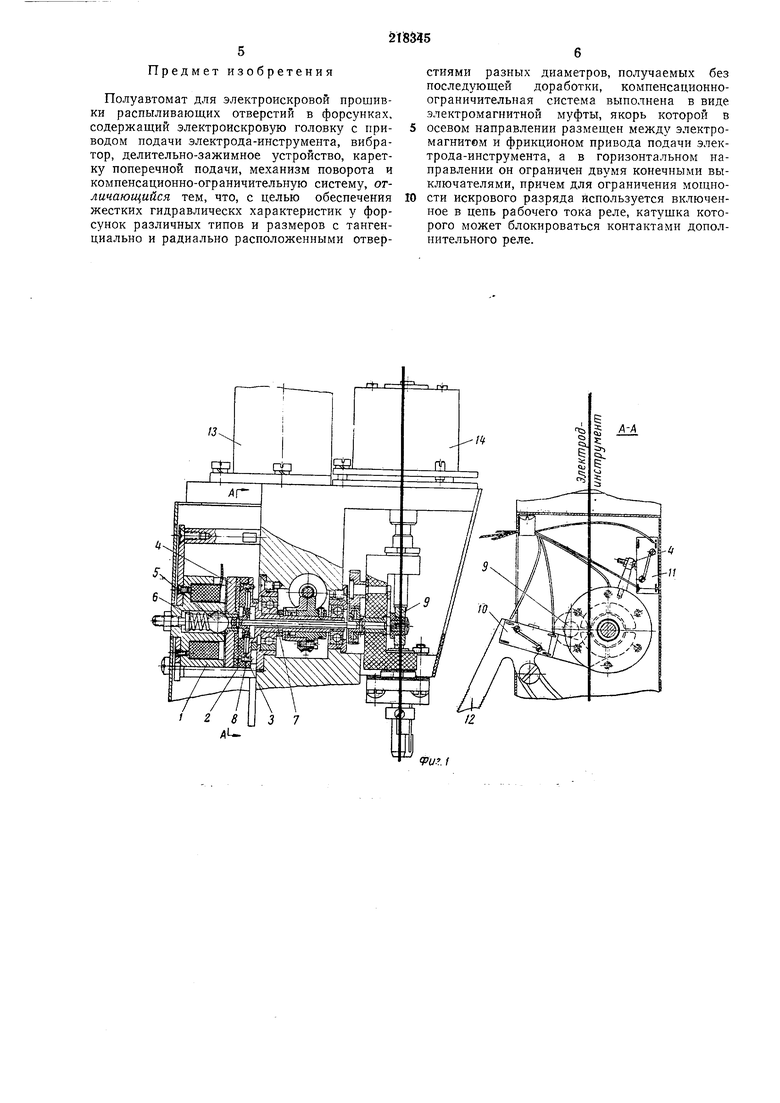
Полуавтомат состоит из электроискровой головки, используемой как привод электродаинструмента, механизма поперечной каретки, механизма поворота каретки, делительно-зажимного устройства и корпуса, на котором установлены названные узлы.
В корпусе электроискровой головки смонтирована частично компенсационно-ограничительная система (фиг. 1), служащая для слежения и компенсации износа электрода-инструмента. Эта часть компенсационной системы выполнена в виде электромагнитной .муфты, состоящей из электромагнита 1 с регулировочным винтом, диска фрикциона 2, закрепленного на торце ведущего вала 3 привода и якоря 4.
Якорь муфты через шаровую опору 5 поджат пружиной 6 к диску фрикциона. Якорь
может получать вращательное движение непосредственно от ведущего вала. Ведущий вал выполнен полым, впутри него размещается валик 7, один конец которого крепится к ведущему валу через диафрагму 8, другой - к
Для ограничения вращательного движения якоря установлены два конечных выклвдадтеля Ш 11, один закреплен на рукоятке 12, другой на корпусе.
иаоота системы осуществляется следующим образом.
После включения станка электромагнит оттягивает якорь от диска фрикциона, одновременно включается электродвигатель 13, приводя во вращение ведущий вал J.
Крутящий момент от него передается через диафрагму, и последняя вибратором 14 гасит колеоания, а валик с роликом 9 подают электрод-инсгрумент вперед.
Электрод-инструмент, коснувшись изделия, подает команду на откл рчение катушки электромагнита 1, и якорь 4, прижимаясь к торцу диска фрикциона 2 пружиной, начинает совершать вращательное движение совместно с роликами 9.
Конечные выключатели 10 к П ограничивают вращение якоря. Рукоятка 12 регулирует путь якоря, т. е. Глубину прошивания отверстия с учетом износа электрода-инструмента.
В случае изменения скорости или направления вращения роликов 9- якорь будет копировать их движения, т. е. осуществлять контроль за глубиной прошивания.
После возвращения якоря в, исходное полол епие движение его ограничивается конечным выключателем 11, который подает дальнейшие команды.
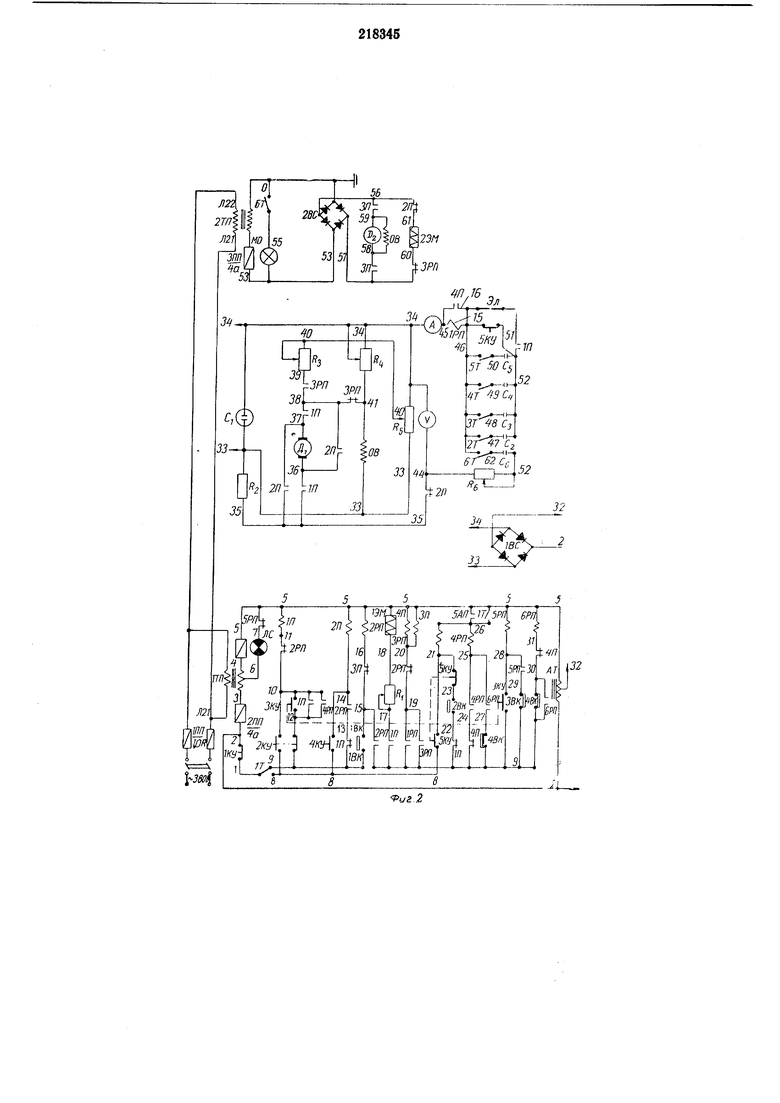
Вторая часть компенсационно-ограничительной системы (фиг. 2) состоит из реле 15 (со специальной высокоомной катушкой), необходимого для ограничения удельной мощности искрового разряда в момент касания электродом-инструментом поверхности форсунки, и одного контакта 16, служащего для блокировки катушки реле 15 в процессе работы полуавтомата.
Механизм поперечной каретки (фиг. 3) предназначен для получения осевого смещения распыливающего отверстия, т. е. тангенциальности /г. Для перемещения каретки предусмотрена рукоятка 17 с нониусом 18. Беззазорное соединение в системе винт-гайка обеспечивается пружинами 19 натяжения.
Механизм поворота каретки (фиг. 4). служит для обеспечения наклона делительно-зажимного устройства с целью получения угла а между осями форсунки и электродом-инструментом.
На корпусе механизма выполнен дуговой паз по типу ласточкина хвоста, в котором установлена продольная каретка, выполненная аналогично поперечной. Продольная каретка несет делительно-зажимное устройство. Для перемещения каретки имеются две рукоятки 20 и 21. Первая связана с червячным винтом; поворачивая ее, можно перемещать продольную каретку по дуге и тем самым устанавливать угол наклона. Другая является фиксатором установленного положения.
Вышеописанные узлы, а также ванна для диэлектрической жидкости, приборы управления и местное освещение установлены на основ.а«и« корпуса. Внутри него смонтирована электрическая часть полуавтомата.
Полуавтомат работает следующим .
Предварительно рукояткой 2U механизма
поворота. KapeiKH устанавливается угол а, соответствующий заданному углу н-аклона оси прошиваемого отверстия к оси форсунки, и фиксируется БИНТОМ. Затем устанавливается заданная величина h смещения оси отверстия относительно оси форсунки (тангенциальHocTbj. Для этого форсунка надевается на оедадку делитеудьно зажимного механизм а. При помощи механизма подачи электрода (на наладочном pe.), ц механизма поперечной каретки электрод доводится до соприкосновения своей образующей с образующей, форсунки и после расчета рукояткой 17 смещается по шкале нониуса 7й поперечпой каретки в нужное положение. Величина смещения. определяется по формуле
Н .
где Н - величина смещения по шкале;
/г--тангенциальность; Д/ - искроврй задор;
d -диамгетр электрода; D - диаметр форсунки.
После нажима кнопки «пуск (автоматический режим; электрод подводится на ускоренной подаче к форсунке. В момент его касания форсунки включается, реле 15, которое своими контактами переключает ускоренную подачу электрода, на рабочую. Одновременно реле отключит катуш.ку электромагнита 1 компенсационно-ограничительной системь, якорь 4 которой подожмется пружиной 6 через шаровую опору а к торцу ведущего вала, ci механизма подачи электрода.
После выполнения указанных команд реле
15 блокируется контактом 16. Такйж образом начинается прощивка отверстая с одновременнцм слежением якрря за ее глубиной: ДО
заданной величины.
Ограничение хода якоря 4 с обеспечением быстрого вывода электрода и возврата якоря в исходное положение производится выключателем 11.
Поскольку за время прошивки отверстия электрод износится на величину /, то. после его вывода между цоверхностыр форсунки и торцом электрода образуется зазор, равный этой, величине. Образованный зазор позволит делительно-зажи-мному механизму произвести поворот форсунки на следующий угол. После этого цикл повторяется автоматически до прошивки всех заданных отверстий. После окончания обработки станок автомаПредмет изобретения
Полуавтомат для электроискровой прошивки распыливающих отверстий в форсунках, содержащий электроискровую головку с приводом подачи электрода-инструмента, вибратор, делительно-зажимное устройство, каретку поперечной подачи, механизм поворота и компенсационно-ограничительную систему, отличающийся тем, что, с целью обеспечения жестких гидравлическх характеристик у форсунок различных типов и размеров с тангенциально и радиально расположенными отверстиями разных диаметров, получаемых без последующей доработки, компенсационноограничительная система выполнена в виде электромагнитной муфты, якорь которой в осевом направлении размещен между электромагнитом и фрикционом привода подачи электрода-инструмента, а в горизонтальном направлении он ограничен двумя конечными выключателями, причем для ограничения мощности искрового разряда используется включенное в цепь рабочего тока реле, катушка которого может блокироваться контактами дополнительного реле.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Электроэрозионный станок | 1981 |
|
SU963786A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ УДАРОВИБРОСТОЙКИЙ | 1973 |
|
SU395914A1 |
| Электроэрозионный станок для группового прошивания отверстий | 1976 |
|
SU649536A1 |
| Электроэрозионный прошивочный станок | 1968 |
|
SU245229A1 |
| Устройство для автоматического выключения электроискрового станка | 1956 |
|
SU112019A1 |
| Резьботокарный полуавтомат | 1986 |
|
SU1366330A1 |
| Электроискровой станок для обработки микродеталей | 1987 |
|
SU1495034A1 |
| Устройство для подачи проволочного электрода-инструмента | 1977 |
|
SU737185A1 |
3
33Лг /Wr г//7
35
ЗРП
n,J6
Эл
15
5/Л/7
5КУ 5
iH sfsoc.,
,52
5
(
211
32 2
5
V i
/Sf
.
-А
.3
Фиг.
