Известен электроискровой станок для прошивания идентичных отверстий профильным электродом-инструментом. В таком станке электрод-инструмент установлен на подвижной каретке, перемещаемой электродвигателем, управляемым блоком автоматики но сигналам концевых выключателей, установленных на станине и взаимодействующих с механизмом компенсации износа.
Цель изобретения - повышение точности и производительности обработки на электроэрозпонном станке.
Для этого устройство для компенсации износа электрода-инструмента выполнено ме.ханическим в виде двух щтанг. Штанги размещены в обеспечивающих различное усилие сжатия фрикционных зажимах, жестко связанных с подвижной кареткой. Станок снабжен закрепленной на станине кулисой, камонь которой подвижно соединен с одной щтапгои, а свободный конец взаимодействует с л естким упором, установленным на второй штанге.
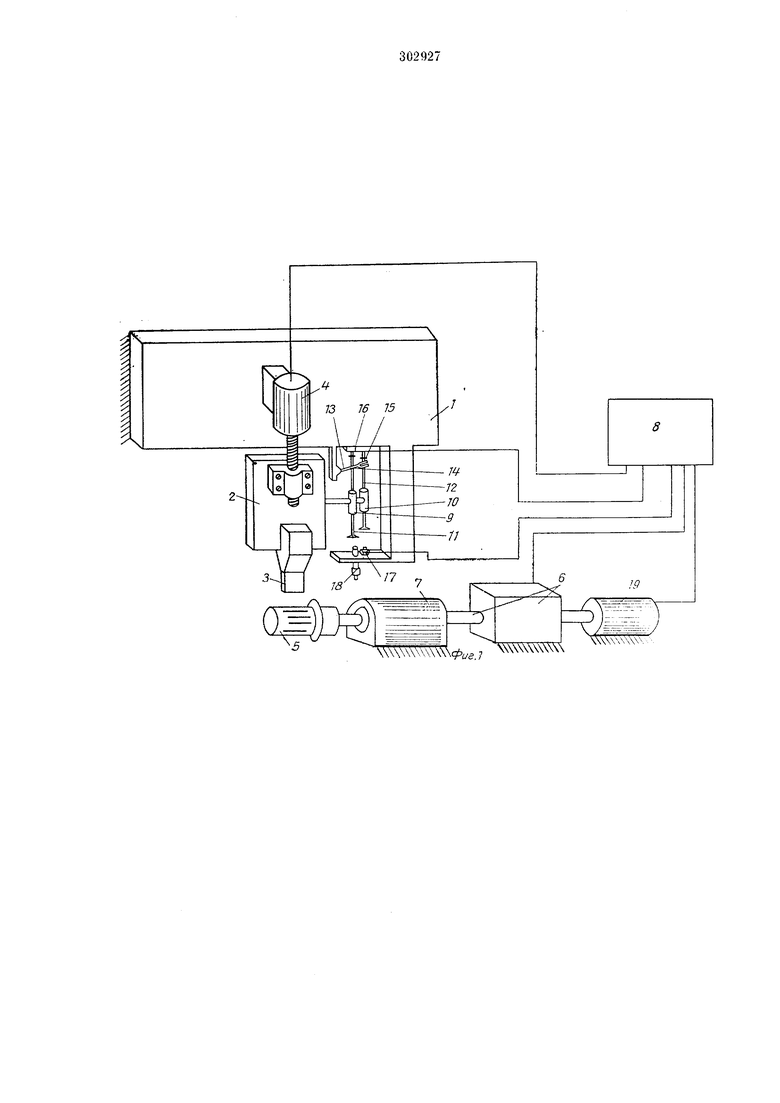
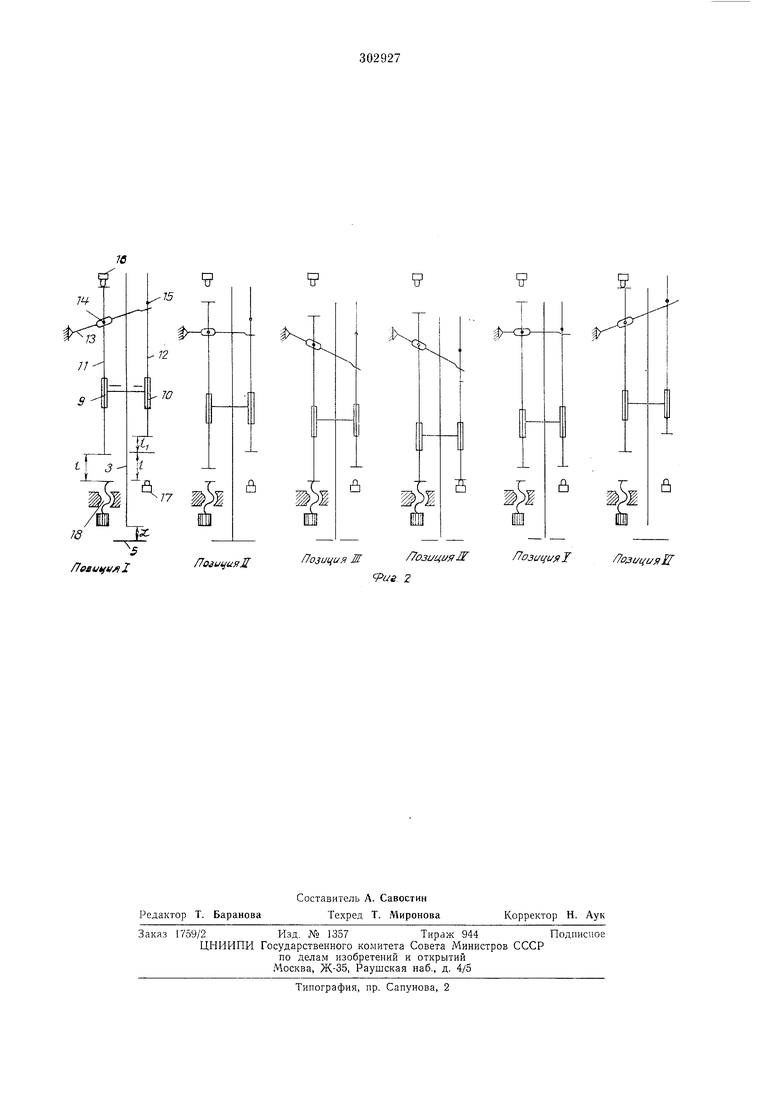
На фиг. 1 изображена принципиальная схема станка; на фи|-. 2 - схема работы компенсирующего устройства.
Станок состоит из рабочей головки 1 с подвижной кареткой 2 с закрепленными на ней электродом-инструме;ггом 3 н приводным электродвигателем 4. Изделие 5 крепится на
шток устройства 6 фиксированного неремещения изделия. Шток закреплен в нодшипниковой оноре 7. Электродвигатели станка унравляются блоком автоматики 8. Для компенсации изиоса электрода-инструмента станок имеет устройство, состоящее из двух фрикционных зажимов 9 и 10, прикрепленных к каретке 2. В зажимах закреплены щтапги 11 и 12, усилия сжатия которых зажима.ми 9 и 10 неодинаковы. Усилие сжатия щтанги 11 зажимом 9 больше, чем сжатие штанги 12 зажимом 10. Штанги II и 12 связаны кулисой 13, камень 14 которой соединен со штангой 11, один конец подвижно закреплен .на штанге 12 и контактирует с упором 15, а другой шариирпо укреплен на корпусе головки 1.
Для ограничения хода электрода-инструмента на станине установлены концевые выключатели 16 и 17 и микровиит-ограничитель 18.
Изделие поворачивается на заданный угол электродвигателем 19. Станок работает следующим образом.
Иосле установки изделия прошиваются отверстия и калибруются неизношенной частью электрода-инструмента, затем инструмент выводится нз обработанного отверстия, и изделне поворачивается на задап 1ый угол. После
станка управляются в заданной последовательности блоком автоматики 8.
С целью компенсации износа электродаинструмента при калибровке очередного отверстия инструмент подается на величину, превышающую подачу при калибровке предыдущего отверстия. Управляется этот процесс механизмом компенсации.
В исходном положении (позиция I) электрод-инструмент находится на расстоянии L от изделия, щтапга 11 нажимает на выключатель 16, который дает команду на поворот изделия двигателем 19 и подготавливает включение двигателя 4. Другой конец штанги 11 находится на расстоянии / от микровинта 18. Штанга 12 находится па расстоянии /+/i от концевого выключателя 17, который служит для включения электродвигателя 4 на вывод электрода-инструмента из зоны резания. При этом / - расстояние, необходимое для проЩИБКИ с калибровкой; /i - величина износа электрода в результате прошивки и калибровки одного отверстия в изделии.
При включении станка (позиция II) элек.тродвигателем 4 каретка 2 с электродом-инструментом подводится к изделию. Штанга 11 отводится от выключателя 16, конец кулисы 13 отходит от упора 15.
При дальнейшем электрода-инструмента (позиция 1П) прошивается отверстие в изделии, после чего штанга 11 упирается в микровинт 18.
Затем калибруются отверстия электродоминструментом (позиция IV) до контакта штанги 12 с выключателем 17. При этом зажим 9 проскальзывает по штанге 11, движению которой препятствует микровинт 18.
После пажатия штанги 12 на выключатель 17 электрод-инструмент выводится из зоны
резания (позиция V). До нолного вывода электрода-инструмента кулиса 13 занимает среднее положение и касается унора 15.
При дальнейшем узыводе электрода-инструмента из зоны резания кулиса 13, нажимая на упор 15, отводит штангу 12 на исходное расстояние от выключателя 17 (позиция VI), так как трение в зажиме 9 больше, чем в залсиме 10. В конце хода штанга 11 нажимает на выключатель 16, двигатель 4 останавливается и одновременно включается двигатель 19, поворачивающий детали для прошивания следующего отверстия. Цикл обработки повторяется, но электрод-инструмент
при этом занимает новое положение относительно штанг 11 и 12.
Предмет изобретения
Электроэрозионный станок, например для
прошивания в изделии идентичных, с точным взаимным расположением отверстий и полостей нрофильным электродом-инструментом, установленным на подвижной каретке, перемещаемой электродвигателем, управляемым
блоком автоматики по сигналам концевых выключателей, закрепленных на станине, взаимодействующих с механизмом компенсации износа электрода-инструмента, о т л и ч а ющийся тем, что, с целью новышення точности и нроизводительности обработки, механизм компенсации выполнен в виде двух штанг, размещенных соответственно в обеснечивающих различное усилие сжатия фрикционных зажимах, л естко связанных с нодвижной кареткой, и снабжен закрепленной на станине кулисой, камень которой подвижно соединен с одной штангой, а свободный конец взаимодействует с жестким унором, установленным на второй штанге. ,.- 7 .7
b
| название | год | авторы | номер документа |
|---|---|---|---|
| Электроэрозионный станок для прошивания отверстий | 1979 |
|
SU856729A1 |
| Электроэрозионный станок для группового прошивания отверстий | 1976 |
|
SU649536A1 |
| Электроэрозионный станок | 1981 |
|
SU963786A1 |
| СТАНОК ДЛЯ УПАКОВКИ кип БУМАГИ В ЩИТКИ | 1966 |
|
SU189737A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| СТАНОК ДЛЯ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ | 1970 |
|
SU258352A1 |
| Станок для обработки графитированныхэлЕКТРОдОВ | 1979 |
|
SU841993A1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Станок для пайки твердосплавных пластин к режущему инструменту | 1974 |
|
SU503680A1 |
fi
fi
Позиция M/7озищ/я11
/7o3i/i/u T/7о ц1 ия Ц
ue. 2
