(54) СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ БЕСПАЗОВОГО ЯКОРЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1977 |
|
SU729762A1 |
| Способ изготовления многослойной обмотки для беспазовых якорей | 1982 |
|
SU1086506A1 |
| Способ изготовления катушечных групп электрических машин | 1972 |
|
SU482851A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЯКОРНОЙ БЕСКАТУШЕЧНОИ РАСПРЕДЕЛЕННОЙ ОБМОТКИ | 1968 |
|
SU208810A1 |
| Шаблон для изготовления обмотки беспазового якоря электрической машины | 1981 |
|
SU1001333A1 |
| СПОСОБ ФОРМОВКИ АКТИВНОЙ ЧАСТИ ОБМОТОЧНОГО ПОЯСА БЕСПАЗОВОГО ЯКОРЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2328815C1 |
| Шаблон для изготовления обмотки беспазового якоря электрической машины | 1982 |
|
SU1120453A1 |
| Способ изготовления обмотки якоря электрической машины | 1980 |
|
SU904118A1 |
| Способ изготовления обмотки беспазового якоря электрической машины | 1976 |
|
SU612350A1 |
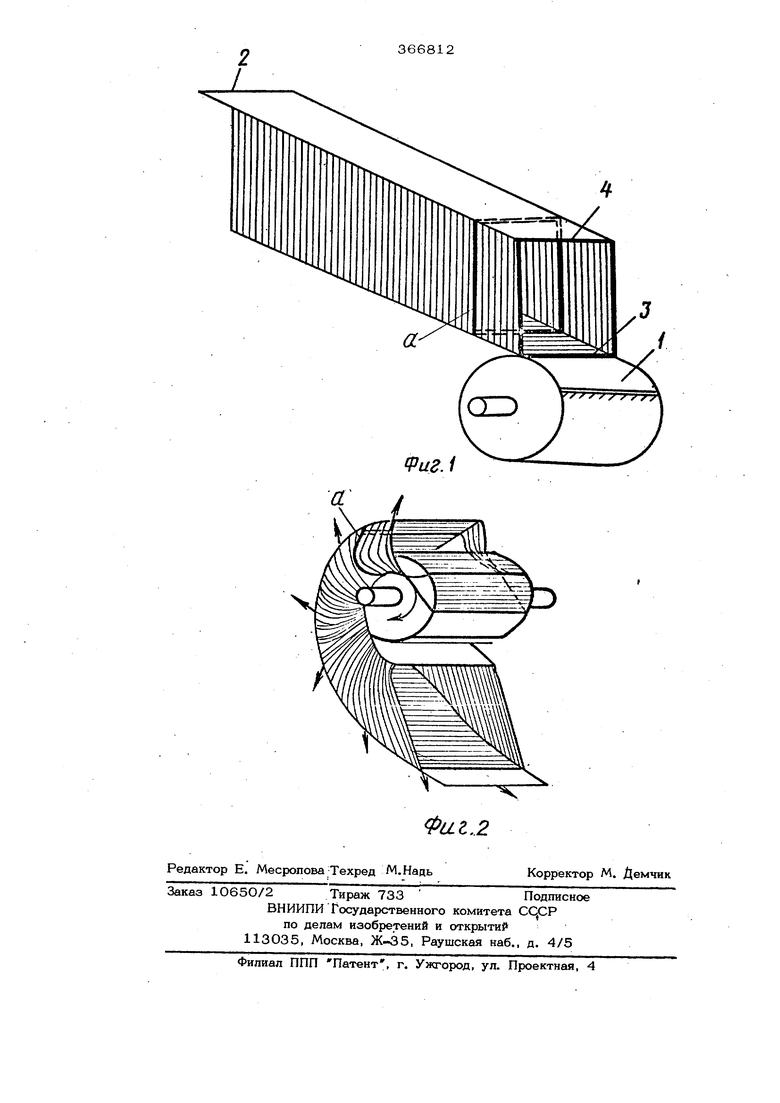
Изобретение относится к области изготовления обмоток беспазовых . якорей для коллекторных микромашин, предназна ченных, например, для привода электробритв, в частности к способам изготовления обмоток корзиночного типа для якорей микромашйн с любым числом полюсов и укороченным диаметральным или удлиненным шагом. Известен способ изготовления обмотки беспазового якоря, согласно которому провод наматывают на Шестигранный шаб пои в плотный ряд, снимают обмотку с шаблона, формуют в два слоя и закрепляют ее на сердечнике якоря или изоляционной цилиндрической основе. Однако при осуществлении этого способа технологически неизбежно увеличивается длина лобовых частей обмотки, обусловленная пространственным размещ нием всей обмотки по образующей повер ности сердечника якоря, вследствие че го повышаются потери в обмотке и затрудняется операция раскладки обмотки. которая выполняется, как правило, вручную, что не гарантирует отсутствия повреждений изоляции проводников при формовке ленты. Цель изобретения - создание такого способа изготовления обмотки беспазового якоря корзиночного типа, при котором достигается максимальное активное использование обмоточного материала. Сущность описываемого способа изготовления обмотки беспазового якоря состоит в том, что сначала производится на- . мотка провода в один плотный ряд с одновременным выполнением отводов к кол лек- торным пластинам на четырехгранный шаблон, предварительно обмотанный неприклеивающимся материалом, например фторопластовой лентой, при этом одна из граней шаблона должна быть равна длине сер дечника якоря, другая, перпендикулярная первой,- диаметру якоря; далее к двум противоположным граням обмотанного шаблона, равным д/шне сердечника якоря, снаружи или изнутри приклеиваются тонкие 33 изоляционные ленты. Затем заготовка об мотки снимается с шаблона и крепится вплотную к цилиндрическому сердечнику якоря. При этом сердечник проворачивает ся на,такой угол, чтобы обеспечивался сдвиг верхнего слоя проводников относительно нижнего на расстояние, равное ша гу обмотки. На фиг. 1 показано расположение изоляционных лент и проводников на шаблоне; на фиг. 2 - виток обмотки при его формовке на сердечнике якоря. На четырехгранный шаблон наматывается провод в один плотный ряд. При этом ширина обмотки несколько больше ,1, а высота несколько больше диаметра сердечника якоря. После намотки каждой из секций обмотки выполняется необходимое количество отводов к коллекторным пластинам. Затем к обмотке приклеиваются тонкие изоляционные ленты 1 и 2 с небольшим припуском за - край обмотки. Одна из этих лент является изоляцией между обмоточным слоем и сердечником. Затем сердечник якоря покрывается слоем клея, и припуск изоляционной ленты 1 плотно накладывается на поверхHocjt сердечника (приклеивается). Далее врашением сердечника в направлении . стрелки производится формовка обмоткиукладка по периметру сердечника так, чт проводники 3 образуют нижний активный спой, а проводники 4 - верхний активный слой. Верхний слой плотно прилегает к нижнему. Неактивные проводники стягиваются к осевой линии, образуя спиралевидные лобовые части обмотки. Утолщенной линией а (см. фиг. 2) по казана деформация витка обмотки при er формовке на сердечнике якоря. После укладки и закрепления обмотки а сердечнике якоря первый нижний и поледний верхний проводники связываются, бразуя один из отводов к коллекторной ластине. Якорь С закрепленной на нем обмоткой помещается в пресс-форму li опрес- совывается Сс добавкой, в случае необходимости, ферромагнитного порошка). Формула изобретения 1. Способ изготовления обмотки беспазового якоря для коллекторных микромащин, согласно которому провод наматывают на шаблон в плотный ряд, снимают обмотку с шаблона, формуют в два слоя и закрепляют ее на сердечнике якоря, отличающийся тем, что, с целью упрощения технологического процесса изготовления формования обмотки и ее крепление к сердечнику якоря производят одновременно путем наложения снятой с шаблона обмотки на серде в1ик с нанесенным клеевым слоем и проворота последнего на определенный угол, причем обеспечивают .сдвиг нижнего слоя обмотки относительно верхнего на расстояние, равное шагу, а неактивные проводники стягивают к осевой линии сердечника, образуя спиралевидные пюбовыё части на торцах сердечника. .2. Способ по п. 1, отличающий с я тем, что намотку производят на четырехгранный шаблон, ширина одной грани которого равна длине якоря, а шнрина другой грани, перпендикулярной первой, равна диаметру сердечника якоря.
